修复采煤机滑靴的方法与流程
1.本发明属于煤矿技术领域,具体涉及一种修复采煤机滑靴的方法。
背景技术:
2.采煤机的“滑靴”部件既起支撑煤机自身重量和浮煤重量,又起导向作用。具体地,滑靴属于采煤机重要的支撑部件,其主要承载采煤机自身重量以及生产过程中附加力重量,起到支撑作用。
3.在连接过程中,滑靴一端与采煤机机腿通过销轴连接,一端与刮板运输机中部槽铲板接触。采煤机滑靴与中部槽铲板是滑动干摩擦。且采煤机设计标准要求滑靴磨损厚度不能超过5mm,介于设计与生产的双重要求,导致当前的采煤机滑靴寿命都不到3个月。
4.当前综采工作面生产时,采煤机滑靴达到磨损界限时,需要重新更换新的滑靴进行接着生产。磨损后的滑靴按照废铁进行处理。采用这种方法,增加了检修作业周期,增加了工人的劳动强度,大大增加了煤矿单位生产成本,未有效利用滑靴部件的整体性能,同时从长远考虑,不科学也不长久,与国家力行节俭的政策背道而驰。
技术实现要素:
5.针对现有技术中所存在的上述技术问题的部分或者全部,本发明提出了一种修复采煤机滑靴的方法。本技术通过一种方法进行修复磨损后的滑靴,用于重新使用,生产成本得到有效节约,采购周期变短,同时也响应了国家号召的矿山设备再制造的理念。
6.根据本发明,提供了一种修复采煤机滑靴的方法,包括:
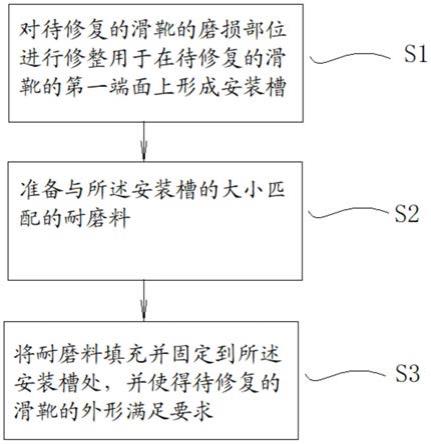
7.步骤一,对待修复的滑靴的磨损部位进行修整用于在待修复的滑靴的第一端面上形成安装槽,
8.步骤二,准备与所述安装槽的大小匹配的耐磨料,
9.步骤三,将耐磨料填充并固定到所述安装槽处,并使得待修复的滑靴的外形满足要求。
10.在一个实施例中,在步骤二中,耐磨料构造为耐磨板,并在步骤三中,采用co2气体保护焊接工艺,将耐磨板与待修复的滑靴焊接为一体。
11.在一个实施例中,在焊接前,将耐磨板与待修复的滑靴进行预热,其中,预热温度为150~180摄氏度。
12.在一个实施例中,在步骤一中,在待修复的滑靴的第一端面的安装槽的槽底面上加工第一销轴孔,同时,在步骤二中,在耐磨板的安装接触面上加工第二销轴孔,以使得在步骤三中,通过销轴过盈配合式将耐磨板预固定在待修复的滑靴上。
13.在一个实施例中,在步骤三中,在使用销轴连接耐磨板和待修复的滑靴前,将销轴置于
‑
45~
‑
35摄氏度的环境中,冷冻2.5~3.5小时。
14.在一个实施例中,销轴采用35crmov制成。
15.在一个实施例中,耐磨板由hardox450材料制成,并在步骤二中,在耐磨板的外露
面与周面之间设置倒角,用于在将耐磨板嵌入到安装槽后在耐磨板的外露面与待修复的滑靴之间形成用于焊接的焊缝。
16.在一个实施例中,对于初次进行修复的待修复的滑靴,在步骤一之前还包括预步骤,对待修复的滑靴进行等温退火处理,其中,等温退火温度为640~680摄氏度,保温时间5.8~6.2小时,然后再在步骤一中,在待修复的滑靴的第一端面上切割安装槽。
17.在一个实施例中,对于初次进行修复的待修复的滑靴,在焊接完成后,进行淬火处理,其中,淬火温度为820~840摄氏度,保温180~210分钟,冷却介质为冷却油。
18.在一个实施例中,在步骤一中,所设置的安装槽的厚度要比磨损界限值大20
‑
30毫米。
19.与现有技术相比,本发明的优点在于:对磨损的滑靴进行修复,用于重新利用,节约了生产成本。
附图说明
20.下面将结合附图来对本发明的优选实施例进行详细地描述,在图中:
21.图1显示了根据本发明的一个实施例的修复采煤机滑靴的方法的流程图;
22.图2a、2b和2c分别显示了初次进行修复的待修复的滑靴的主视图、俯视图和a
‑
a剖面图;
23.图3a、3b和3c分别显示了对待修复的滑靴进行修整后的主视图、俯视图和b
‑
b剖面图;
24.图4a、4b和4c显示了耐磨板主视图、c
‑
c剖面图和左视图;
25.图5a和5b显示了销轴的主视图和左视图;
26.图6a、6b和6c分别显示了修复完成的滑靴主视图、d
‑
d剖面图和e
‑
e剖面图。
27.在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
具体实施方式
28.为了使本发明的技术方案及优点更加清楚明白,以下结合附图对本发明的示例性实施例进行进一步详细的说明。显然,所描述的实施例仅是本发明的一部分实施例,而不是所有实施例的穷举。并且在不冲突的情况下,本发明中的实施例及实施例中的特征可以互相结合。
29.本发明的实施例提出了一种修复采煤机滑靴的方法,如图1所示。为了详细论述本技术的方法,本技术以sl500滑靴为例进行说明。本技术的修复采煤机滑靴的方法适用于滑靴,但是,在具体实施中,对于初次进行修复的滑靴和多次重复性进行修复的滑靴的修复方法略有不同,下面分别进行描述。
30.第一个实施例中,该方法主要针对初次进行修复的待修复的滑靴。如图2a
‑
2c中描述了初次进行修复的待修复的滑靴1的结构。在滑靴购买后,随着使用的逐渐进行,滑靴1的第一端面11受到磨损,待磨损界限值到达预设值时,例如5毫米,需要对该磨损的滑靴1进行初次修复。
31.对待修复的滑靴1进行等温退火处理,其中,等温退火温度为640~680摄氏度,保温时间5.8~6.2小时。通过该操作,主要目的是降低该待修复的滑靴1的硬度和强度,用于
保证后续机加工的顺利进行,防止在后续机加工中,刀具损伤。另外,因为机加工的部分主要是待修复的滑靴1的第一端面11,而上述所限定的具体的时间和温度的控制有助于使得待修复的滑靴1的机加工部位退火效果明显,而对其它主体部分的强度损伤不大。
32.如图1的s1中所述地,再在待修复的滑靴1的第一端面上形成安装槽12,如图3a
‑
3c所示。该安装槽12在滑靴1的铰接孔14的轴向上为通槽。例如,可以在数控镗床上将退火后的待修复的滑靴1加工出安装槽12。其中,为了保证修复效果,以及考虑加工和安装等要求,其中,安装槽12的深度可以比磨损界限值大20
‑
30毫米。例如,在磨损界限值为5毫米的情况下,其安装槽12的深度可以为30毫米。这种设置的安装槽12便于加工,并且相对应的耐磨板2好加工,便于安装。
33.优选地,在待修复的滑靴1的第一端面11的安装槽12的槽底面上加工第一销轴孔13,如图3a
‑
3c所示。比如,在待修复的滑靴1的第一端面11上设置两个第一销轴孔13。同时,准备耐磨板2,如图1的s2中所述。并且,在耐磨板2的安装接触面上加工第二销轴孔21,如图4a
‑
4c所示。第一销轴孔13和第二销轴孔21均为盲孔。另外,还需要准备销轴3,如图5a
‑
5b所示。其中,进一步优选地,销轴3采用35crmov制成。耐磨板2由hardox450材料制成。这种结构的耐磨板2具有很强的耐磨性,可以提高滑靴1的整体的使用寿命。另外,这些销轴3强度高,能很好地提高耐磨板2的抗剪切能力。
34.其中,销轴3与第一销轴孔13和第二销轴孔21均为过盈配合。通过设置销轴3,一方面,在连接过程中,可以将耐磨板3预连接到待修复的滑靴1上,用于为耐磨板3进行初定位和固定;另一方面,在滑靴1工作过程中,耐磨板3受到沿着铰接孔14的轴向的剪切力,通过设置销轴3可以提高耐磨板3的抗剪切性能,避免耐磨板3从安装槽12处滑出而引起的滑靴1失效,保证了耐磨板3的稳定性。在销轴3安装过程中,需要将待修复的滑靴1、耐磨板2和销轴3准备好,并将销轴3放入工业冰箱进行冷冻。其中,冷冻温度为
‑
45~
‑
35摄氏度(比如,
‑
40摄氏度),冷冻时间为2.5~3.5小时(比如,冷冻3小时),用于保证销轴3容易地进行装配。把加工好后的待修复的滑靴1倒起安装到专用工装架上,待销轴3冷冻合适后,将销轴3装入待修复的滑靴1中,再将耐磨板2通过销轴3连接装配到安装槽12处。
35.将装配好的滑靴1以及耐磨板2和销轴3进行预热,用于为后续的焊接进行准备,保证后续焊接的质量,防止焊接后工件过度变形。其中,预热温度为150~180摄氏度。预热完成后,将耐磨板2焊接到待修复的滑靴1上,如图1的s3中所述。具体地,焊接采用co2气体保护焊接工艺,焊材为er70s
‑
g高强度合金焊丝。优选地,在耐磨板2的外露面与周面之间设置倒角22,用于在将耐磨板2嵌入到安装槽12后在耐磨板2的外露面与待修复的滑靴1之间形成用于焊接的焊缝,例如,该焊缝为15毫米。上述的焊接工艺以及选材,可以保证焊接质量,将耐磨板2稳定的焊接到滑靴1上,并防止焊接过度变形。
36.焊接完成后,将滑靴1以及耐磨板2和销轴3进行淬火,用于将滑靴1的硬度和强度等性能恢复。
37.在第二个实施例中,该方法主要针对滑靴进行二次或者更多次的修复。在使用采用本技术的方法进行修复好的滑靴过程中,滑靴进行磨损,并且耐磨板2受到磨损,待磨损界限值到达预设值时,例如5毫米,需要对该磨损的滑靴进行再次修复。
38.先将已经磨损的耐磨板2以及销轴3进行拆除操作,并对安装槽12以及第一销轴孔13进行清理,做好待修复的滑靴准备,如图1的s1中所述。同时,准备好耐磨板2和销轴3,如
图1的s2中所述。将销轴3冷冻后,使得耐磨板2安装到滑靴上。然后,采用与上所述的相同的方式,对滑靴等进行预热,再将耐磨板2焊接到滑靴上,如图1的s3中所述。至此,滑靴修复完成,可以再次投入使用。
39.对于同一种型号的待修复的滑靴1,该耐磨板2可以做成统一尺寸的标准件,用于在各次修复过程中,选择性使用,方便了修复操作。
40.通过本技术的方法,可以对滑靴进行重复性修复,从而降低了滑靴的使用成本,提高了经济效益。
41.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。因此,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和/或修改,根据本发明的实施例作出的变更和/或修改都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1