一种不锈钢电池壳在线激光快速标记设备的制作方法
1.本发明涉及激光刻印设备技术领域,尤其涉及一种不锈钢电池壳在线激光快速标记设备。
背景技术:
2.随着二十世纪末微电子技术的发展,小型化的设备日益增多,对电源提出了很高的要求,锂电池随之进入了大规模的实用阶段。不锈钢圆柱电池由于其一致性高、能量密度大、成本低、排布柔性高等众多优点,得到了市场极大的应用。目前,为了便于不锈钢圆柱电池的识别、跟踪记录、防止假冒,每个不锈钢圆柱电池的电池壳上都会进行喷码标识。
3.在国内,传统的喷码标识手段基本都是采用油墨喷码的方式对电池进行标记。但油墨喷码设备会消耗大量的耗材,且油墨内含有大量有毒物质,长期使用会造成严重的环境污染问题。近年来国家也在大力倡导环保,对高耗能高污染的企业进行逐步淘汰。因此,一种既环保、低能耗,又高效的标记手段摆在了企业面前。
4.激光,作为一种清洁能源,具有无耗材、无污染、效率高,标识码不可擦拭的众多优点。因此,利用激光标记,成为各大企业的首选手段。具体的激光标记方法可参见公开号为cn102971109a、cn103660603a、cn107186352a等中国发明专利申请所述。但是,激光标刻的原理是在产品表面灼烧出一道道痕迹,它会破坏产品原有的表层结构;而就不锈钢电池来说,其对安全要求很苛刻,产品需要经过48小时盐雾处理,不允许有生锈的情况发生,现有的激光标刻技术难以满足这一特定要求。
技术实现要素:
5.针对现有技术中存在的问题,本发明的目的在于提供一种标记清晰、读码成功率高、标记后能耐48小时盐雾处理的不锈钢电池壳在线激光快速标记的设备。
6.为达到以上目的,本发明采用如下技术方案。
7.一种不锈钢电池壳在线激光快速标记设备,包括组装在一起的输送设备和激光设备,其特征在于,所述输送设备包括:第一中转转盘、主供料转盘和第二中转转盘,所述第一中转转盘与来料输送线连接、用来将来料输送线上的待标记不锈钢电池壳转运给所述主供料转盘,所述激光设备与所述主供料转盘对应设置、用来对待标记不锈钢电池壳进行激光标记,所述第二中转转盘与所述主供料转盘的输出端连接、用来将标记后的不锈钢电池壳转运出去;所述主供料转盘的直径大于1050mm。
8.所述激光设备包括:移动平台,以及安装在所述移动平台上的激光器、光路模块和高速振镜;所述激光器为355nm波段皮秒脉宽的激光器,所述激光器输出的激光束进入所述光路模块内,经放大光束、反射后进入所述高速振镜内,并经所述高速振镜前端的聚焦镜聚焦后形成高能光斑,通过该高能光斑在待标记不锈钢电池壳表面标刻。
9.工作时,所述输送设备持续不断的运转,当待标记不锈钢电池壳运转到位后,所述激光设备根据设定的编码对相应的待标记不锈钢电池壳进行标记,标记后的不锈钢电池壳
经识别后通过所述第二中转转盘转运至不同收集线。
10.更为优选的是,在所述第二转盘上连接有合格料输出输送线和不合格料回流输送线;当标记后的不锈钢电池壳识别为合格品时,通过所述第二转盘流入合格料输出输送线,若标记后的不锈钢电池壳识别为错码或者无法识别的码时,通过所述第二转盘转运至不合格料回流输送线,后续由人工处理。
11.更为优选的是,在所述第二转盘上连接有第三转盘,所述合格料输出输送线与所述第二转盘直接连接,所述不合格料回流输送线通过所述第三转盘与所述第二转盘连接。
12.更为优选的是,所述移动平台滑动安装在直线导轨上并在丝杠机构驱使下滑动、定位;工作时,利用所述丝杠机构与所述直线导轨来调节所述激光设备的焦距。
13.更为优选的是,在所述光路模块内设有扩束镜和反射镜片,所述激光器输出的激光束进入所述光路模块内、经所述扩束镜放大光束,放大的光束在经过两片45
°
反射镜片反射后进入所述高速振镜内。
14.更为优选的是,待标记不锈钢电池壳是否运转到位是通过与所述主供料转盘对应设置的到位感应装置来检测的,所述到位感应装置为光纤到位传感器。
15.更为优选的是,标记后的不锈钢电池壳的识别是通过与所述主供料转盘对应设置的标记识别装置来进行的,所述标记识别装置为扫码枪。
16.更为优选的是,所述输送设备、所述激光设备、所述来料输送线、所述合格料输出输送线、所述不合格料回流输送线、所述到位感应装置、以及所述标记识别装置连接到一下位控制器上,并由该下位控制器集中控制。
17.更为优选的是,在所述下位机上连接有上位机,工作时,所述上位机用来进行数据存储、并根据客户编码原则自动生成码内容,实现一码一物、以及自动转码功能。
18.更为优选的是,不锈钢电池壳上标刻的标记为16位数字加字母,尺寸为5.5mm
×
55mm,单个电池完成标记的时间为450ms。
19.本发明的有益效果如下。
20.一、将转盘输送设备和激光设备有机结合在一起,并限定用于标记的主供料转盘的直径大于1050mm,限定激光设备采用紫外355nm皮秒波段激光器、高速振镜,能够确保标刻深度小于1.5微米;这样,既能使得标识清晰,手摸无凹凸感,读码成率高达99.999%,又能确保标刻后的不锈钢电池壳在盐雾处理48小时后无生锈情况,真正实现了激光标识在不锈钢电池上的应用。
21.二、本发明可取代不锈钢电池壳的传统喷码的标识方式,标识速度快、无耗材、无污染。可实现24小时自动作业,无需像油墨喷码那样需要定时更换油墨,定期清洗喷码设备,大大降低了企业的用工成本。且激光标刻具有永久性,不可擦拭,实现了油墨喷码无法实现的功能,有利于产品识别、跟踪记录、防止假冒。
附图说明
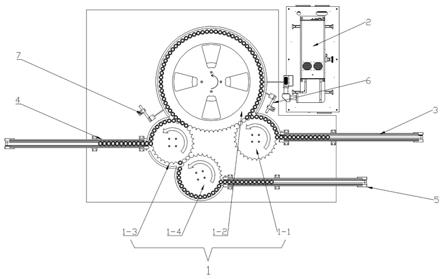
22.图1所示为本发明提供的不锈钢电池壳在线激光快速标记设备的结构示意图。
23.图2所示为激光设备的结构示意图。
24.附图标记说明。
25.1:输送设备,2:激光设备,3:来料输送线,4:合格料输出输送线,5:不合格料回流
输送线,6:到位感应装置,7:标记识别装置。
[0026]1‑
1:第一中转转盘,1
‑
2:主供料转盘,1
‑
3:第二中转转盘,1
‑
4:第三中转转盘。
[0027]2‑
1:移动平台,2
‑
2:激光器,2
‑
3:光路模块,2
‑
4:高速振镜,2
‑
5:直线导轨,2
‑
6:丝杠机构。
具体实施方式
[0028]
在本发明的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向
”ꢀ
、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
[0029]
此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本发明描述中,“至少”的含义是一个或一个以上,除非另有明确具体的限定。
[0030]
在本发明中,除另有明确规定和限定,如有术语“组装”、“相连”、“连接”术语应作广义去理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;也可以是机械连接;可以是直接相连,也可以是通过中间媒介相连,可以是两个元件内部相连通。对于本领域普通技术人员而言,可以根据具体情况理解上述的术语在本发明中的具体含义。
[0031]
在发明中,除非另有规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外特征接触。而且,第一特征在第二特征“之上”、“之下”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅是表示第一特征水平高度高于第二特征的高度。第一特征在第二特征
ꢀ“
之上”、“之下”和“下面”包括第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度低于第二特征。
[0032]
下面结合说明书的附图,对本发明的具体实施方式作进一步的描述,使本发明的技术方案及其有益效果更加清楚、明确。下面通过参考附图描述实施例是示例性的,旨在解释本发明,而不能理解为对本发明的限制。
[0033]
本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
[0034]
如图1所示,一种不锈钢电池壳在线激光快速标记设备,包括组装在一起的输送设备1和激光设备2。其中,所述输送设备1包括:第一中转转盘1
‑
1、主供料转盘1
‑
2、第二中转转盘1
‑
3和第三中转转盘1
‑
4,所述第一中转转盘1
‑
1与来料输送线3连接、用来将来料输送线3上的待标记不锈钢电池壳转运给所述主供料转盘1
‑
2,所述激光设备2与所述主供料转盘1
‑
2对应设置、用来对待标记不锈钢电池壳进行激光标记,所述第二中转转盘1
‑
3与所述主供料转盘1
‑
2的输出端连接、用来将标记后的不锈钢电池壳转运到合格料输出输送线4上或转运到所述第三中转转盘1
‑
4上,所述第三中转转盘1
‑
4与不合格料回流输送线5连接。
[0035]
为便于实现激光标记过程的自动控制,优选对应所述主供料转盘1
‑
2设有到位感应装置6和标记识别装置7,所述输送设备1、所述激光设备2、所述来料输送线3、所述合格料
输出输送线4、所述不合格料回流输送线5、所述到位感应装置6、以及所述标记识别装置7连接到一下位控制器上,并由该下位控制器集中控制。
[0036]
本实施例中,优选所述到位感应装置6为光纤到位传感器,优选所述标记识别装置7为扫码枪。当光纤到位传感器检测到待标记不锈钢电池壳到位信号时,将信号传至激光设备2,激光设备2按要求对待标记不锈钢电池壳进行标识;当标记后的不锈钢电池壳到达扫码枪时,进行扫码、并判断标记后的不锈钢电池壳是否合格;当标记后的不锈钢电池壳运转至第二中转转盘1
‑
3时对标记后的不锈钢电池壳进行分类,合格品则流入合格料输出输送线4;若扫码枪识别的码为错码或者无法识别的码,则由第二中转转盘1
‑
3转入第三中转转盘1
‑
4,再由第三中转转盘1
‑
4转运至不合格料回流输送线5;后续由人工处理。
[0037]
本实施例中,优选在所述下位机上连接有上位机,工作时,上位机根据客户编码原则自动生成码内容,实现一码一物、以及自动转码功能。同时,采用上下位机模式,可以实现数据的存储、多任务同步处理的功能,同时具备i/o扩展能力。
[0038]
结合图2所示,所述激光设备2包括:移动平台2
‑
1,以及安装在所述移动平台2
‑
1上的激光器2
‑
2、光路模块2
‑
3和高速振镜2
‑
4;所述移动平台2
‑
1滑动安装在直线导轨2
‑
5上并在丝杠机构2
‑
6驱使下滑动、定位,所述激光器2
‑
2输出的激光束进入光路模块2
‑
3内扩束镜放大光束,放大的光束在经过两片45
°
反射镜片反射后进入高速振镜2
‑
4内,并经高速振镜2
‑
4前端的聚焦镜聚焦后形成高能光斑,通过该高能光斑在不锈钢电池壳表面标刻。
[0039]
其中,所述激光器2
‑
2为355nm波段皮秒脉宽的激光器。由于高速振镜2
‑
4的焦距为固定值,本实施例通过设置移动平台2
‑
1,并利用丝杠机构2
‑
6与直线导轨2
‑
5来调节焦距,并结合特定的激光器可实现标刻深度小于1.5微米(不锈钢圆柱电池表面有一层2.5微米的镀镍层),实现了单个电池450ms完成标记的速度(说明:电控识别到位信号和数据通讯下载完成信号时间是100ms,打标时间250ms(16位数字加字母尺寸5.5mm*55mm)打标完成信号通讯时间100ms),并且标刻后,标识清晰,手摸无凹凸感,盐雾处理48小时后无生锈的情况,扫码率更是实现了高达99.999%的成功率。
[0040]
另外,要完成如此快速的信息标记,还要保证内容的稳定不失真,振镜系统必须满足高速、高稳定性、高抗干扰能力。外光路聚焦部分要保证激光长时间使用不能产生焦点的变化,不能出现镀层的损伤等情况影响良率。故本设备采用转盘的形式完成供料、分料删选,激光头部分采用定制的355nm波长的高速振镜系统。主供料转盘直径大于1050mm,可保证圆柱电池在整个旋转过程中角速度和线速度的稳定,也可保证成品本身的稳定性。在主转盘的运行过程中,同步完成来料激光标识、扫码识别、分类下料的工作。
[0041]
通过上述的结构和原理的描述,所属技术领域的技术人员应当理解,本发明不局限于上述的具体实施方式,在本发明基础上采用本领域公知技术的改进和替代均落在本发明的保护范围,本发明的保护范围应由各权利要求项及其等同物限定之。具体实施方式中未阐述的部分均为现有技术或公知常识。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1