一种空心轴加工工艺的制作方法
1.本发明主要涉及空心轴加工的技术领域,具体为一种空心轴加工工艺。
背景技术:
2.空心轴是指在轴体的中心制有一通孔,并在通孔内开有内键槽,轴体的外表面加工有阶梯形圆柱,并开有外键槽,轴体的外表面加工有阶梯形圆柱,并开有外键槽,空心轴是众多机械设备中的一种重要部件,起到了传递动力的作用;发明人认为现有的空心轴加工工艺,在经过加工后,不易长时间的在仓储储存,容易生锈。
技术实现要素:
3.本发明的目的在于提供一种空心轴加工工艺,以解决上述背景技术中提到的问题。
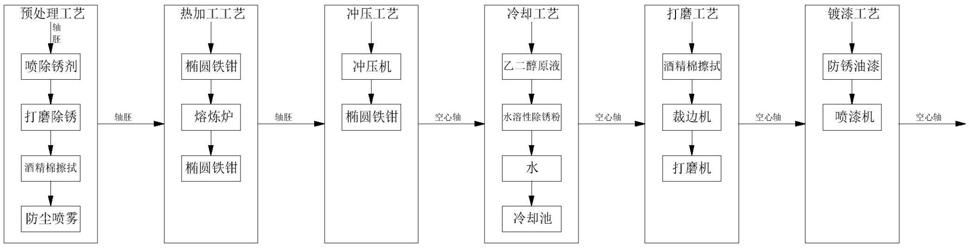
4.本发明解决上述技术问题采用的技术方案为:一种空心轴加工工艺,该空心轴加工工艺包括:预处理工艺、热加工工艺、冲压工艺、冷却工艺、打磨工艺和镀漆工艺。
5.采用上述技术方案,提供的一种空心轴加工工艺,所加工出来的空心轴,能够长时间的储存不会生锈。
6.优选的,该空心轴预处理工艺为:步骤1:取出需要进行加工的轴胚,对轴胚的表面均匀的喷洒除锈剂;步骤2:使用砂纸对轴胚表面进行打磨除锈;步骤3:除锈完成后,使用酒精棉对轴胚的表面擦拭干净,并喷洒防尘喷雾。
7.采用空心轴预处理,能够对轴胚进行加工预前处理,避免对后续加工造成影响。
8.优选的,该空心轴热加工工艺为:步骤1:将熔炼炉加热至1560℃,使用椭圆铁钳将轴胚放置在熔炼炉中,熔炼8min,短时间的熔炼使轴胚保持可煅造的状态,而不会熔化成铁水。
9.采用空心轴热加工工艺,能够在加工轴胚前,对轴胚进行加热,使其到达可煅造的状态优选的,该空心轴冲压工艺为:步骤1:使用椭圆铁钳将可煅造轴胚放置在冲压机的下方;步骤2:启动冲压机,将冲压机的压力调节至330吨,启动冲压机,对轴胚进行冲压加工,得到空心轴。
10.采用空心轴冲压工艺,使用冲压机,能够将轴胚加工成空心轴。
11.优选的,该空心轴冷却工艺为:步骤1:将5%-8%的乙二醇原液和10%-15%水溶性除锈粉与70%-80%的水充分混合,得到混合液1;步骤2:将混合液1倒入冷却池内,使用椭圆铁钳,将空心轴放置在冷却池内冷却,冷却2h。
12.采用空心轴冷却工艺,能够对冲压加工后的空心轴进行冷却。
13.优选的,该空心轴打磨工艺为:步骤1:使用椭圆铁钳,将冷却后的空心轴从冷却池内取出,等待15min,使空心轴自然晾干;步骤2:待自然晾干后,使用酒精棉擦拭空心轴表面的杂质;步骤3:使用裁边机,对空心轴表面多余的边角料裁掉;步骤4:当边角裁完后,使用打磨机对空心轴的表面进行打磨,使其表面光滑。
14.采用空心轴打磨工艺,通过使用裁边机和打磨机,能够进一步的对空心轴进行加工,使其完整。
15.优选的,该空心轴镀漆工艺为:步骤1:将防锈油漆填充至喷漆机内;步骤2:使用喷漆机将空心轴的表面均匀的喷涂油漆,当完成油漆的喷涂后,待空心轴自然晾干8h,即可将空心轴放置在仓库储存。
16.采用空心轴镀漆工艺,使用喷漆机,能够对空心轴喷漆,使其在储存时,不会生锈。
17.优选的,所述熔炼炉型号为:mj-zp-45kw、冲压机为:yq-32、裁边机为:k9070、打磨机为:hsb、喷漆机为:sg9619。
18.采用上述技术方案,能够完成加热,冲压、裁边、打磨、喷漆等多种工作。
19.与现有技术相比,本发明的有益效果为:1、本发明提出的预处理工艺、热加工工艺、冲压工艺、冷却工艺、打磨工艺和镀漆工艺,所加工出来的空心轴,能够长时间的储存不会生锈。
20.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
21.图1为本发明的工艺流程图。
具体实施方式
22.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
23.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.实施例1:该空心轴预处理工艺为:步骤1:取出需要进行加工的轴胚,对轴胚的表面均匀的喷洒除锈剂;步骤2:使用砂纸对轴胚表面进行打磨除锈;步骤3:除锈完成后,使用酒精棉对轴胚的表面擦拭干净,并喷洒防尘喷雾。
26.该空心轴热加工工艺为:步骤1:将熔炼炉加热至1560℃,使用椭圆铁钳将轴胚放置在熔炼炉中,熔炼8min,短时间的熔炼使轴胚保持可煅造的状态,而不会熔化成铁水。
27.该空心轴冲压工艺为:步骤1:使用椭圆铁钳将可煅造轴胚放置在冲压机的下方;步骤2:启动冲压机,将冲压机的压力调节至330吨,启动冲压机,对轴胚进行冲压加工,得到空心轴。
28.该空心轴冷却工艺为:步骤1:将5%的乙二醇原液和10%水溶性除锈粉与70%的水充分混合,得到混合液1;步骤2:将混合液1倒入冷却池内,使用椭圆铁钳,将空心轴放置在冷却池内冷却,冷却2h。
29.该空心轴打磨工艺为:步骤1:使用椭圆铁钳,将冷却后的空心轴从冷却池内取出,等待15min,使空心轴自然晾干;步骤2:待自然晾干后,使用酒精棉擦拭空心轴表面的杂质;步骤3:使用裁边机,对空心轴表面多余的边角料裁掉;步骤4:当边角裁完后,使用打磨机对空心轴的表面进行打磨,使其表面光滑。
30.该空心轴镀漆工艺为:步骤1:将防锈油漆填充至喷漆机内;步骤2:使用喷漆机将空心轴的表面均匀的喷涂油漆,当完成油漆的喷涂后,待空心轴自然晾干8h,即可将空心轴放置在仓库储存。
31.实施例2:该空心轴预处理工艺为:步骤1:取出需要进行加工的轴胚,对轴胚的表面均匀的喷洒除锈剂;步骤2:使用砂纸对轴胚表面进行打磨除锈;步骤3:除锈完成后,使用酒精棉对轴胚的表面擦拭干净,并喷洒防尘喷雾。
32.该空心轴热加工工艺为:步骤1:将熔炼炉加热至1560℃,使用椭圆铁钳将轴胚放置在熔炼炉中,熔炼8min,短时间的熔炼使轴胚保持可煅造的状态,而不会熔化成铁水。
33.该空心轴冲压工艺为:步骤1:使用椭圆铁钳将可煅造轴胚放置在冲压机的下方;步骤2:启动冲压机,将冲压机的压力调节至330吨,启动冲压机,对轴胚进行冲压加工,得到空心轴。
34.该空心轴冷却工艺为:步骤1:将8%的乙二醇原液和15%水溶性除锈粉与80%的水充分混合,得到混合液1;步骤2:将混合液1倒入冷却池内,使用椭圆铁钳,将空心轴放置在冷却池内冷却,冷却2h。
35.该空心轴打磨工艺为:步骤1:使用椭圆铁钳,将冷却后的空心轴从冷却池内取出,等待15min,使空心轴
自然晾干;步骤2:待自然晾干后,使用酒精棉擦拭空心轴表面的杂质;步骤3:使用裁边机,对空心轴表面多余的边角料裁掉;步骤4:当边角裁完后,使用打磨机对空心轴的表面进行打磨,使其表面光滑。
36.该空心轴镀漆工艺为:步骤1:将防锈油漆填充至喷漆机内;步骤2:使用喷漆机将空心轴的表面均匀的喷涂油漆,当完成油漆的喷涂后,待空心轴自然晾干8h,即可将空心轴放置在仓库储存。
37.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1