一种网关自动装配流水线的制作方法
1.本发明涉及自动化设备的技术领域,特别是指一种网关自动装配流水线。
背景技术:
2.网关(gateway)又称网间连接器、协议转换器,网关在网络层以上实现网络互连,是最复杂的网络互连设备,仅用于两个高层协议不同的网络互连。网关既可以用于广域网互连,也可以用于局域网互连。
3.网关通常由外壳、电源模块及电路板构成,外壳通常由可盖合的壳体及壳盖组成,现有的网关装配是通过人工将电路板装在由壳体内,先在壳体上贴临时mac标签并写校准值,测试wifi功能,再装天线并焊接,锁付螺丝,检测电源接口、网口及按键是否符合要求,再进行bob测试、功率耦合性能测试、网络打流测试、吞吐量测试等,测试合格后再导入预配置并校验信息,之后点内纤,贴铭牌、i型标签、入网许可证、二维码标签,最后撕掉临时标签并将网关产品装入包装盒内进行包装。现有网关装配及检测动作中,均使用人工操作并划分对应的区域,员工需求量大,人工成本高,但装配效率低,占地面积广、产品装配的一致性差,且各个环节均会有出错的风险,从而降低产品装配后的良率。
4.随着智能自动化的普及,有必要有必要设计一款针对网关产品自动装配替代人工操作的网关自动装配流水线,以节约人工成本,提高效率,实现智能制造。
技术实现要素:
5.本发明的目的在于提供一种可提高装配效率,降低人工成本,提高自动化程度的网关自动装配流水线。
6.为了达成上述目的,本发明的解决方案是:
7.一种网关自动装配流水线,其包括栈板线及沿栈板线的传送方向依次设置的打贴临时mac标签工位、wifi测试工位、装天线工位、法兰盘装下盖工位、焊接天线工位、主板装下盖工位、盘纤工位、扣合天线与理线工位、合盖工位、压盖工位、翻转工位、锁螺丝工位、功能测试工位、bob测试工位、耦合测试工位、翻转工位、吞吐量测试抽检工位、打流测试工位、导入预配置工位、信息校验工位、点内纤工位、贴铭牌工位、贴i型标签工位、贴二维码工位、贴进网许可标签工位、折盒工位、上内衬及撕临时标签工位、装充电器工位、上机并放ⅱ型标签工位、放说明书工位、贴彩盒标签工位及包装盒合盖工位,各工位上设置对应的加工设备。
8.进一步,所述wifi测试工位安装wifi测试设备,合盖工位安装合盖设备,压盖工位安装压盖设备,翻转工位均安装翻转设备,锁螺丝工位安装锁螺丝设备,功能测试工位安装功能测试设备,bob测试工位安装bob测试设备,耦合测试工位安装耦合测试设备,打流测试工位安装打流测试设备,导入预配置工位安装导入预配置设备,信息校验工位安装信息校验设备,贴铭牌工位、贴i型标签工位、贴二维码工位、贴入网许可标签工位上分别安装打贴标签设备,折盒工位安装自动折盒设备。
9.进一步,所述wifi测试设备、功能测试设备、bobo测试设备、耦合测试设备、打流测试设备、导入预配置设备、信息校验设备分别包括设备框架、移动模组、旋转摆臂及测试工装,移动模组设置在设备框架上,旋转摆臂连接移动模组,每一测试工装上分别设有一定位工装,所述wifi测试设备的各测试工装外设有屏蔽罩。
10.进一步,所述wifi测试设备的测试工装包括工装底板、网线插头、网线气缸、电源插头、电源气缸、主板压块、测试探针及探针气缸,网线气缸的活塞端部固定有一网线连接板,网线插头与网线连接板对应设置,电源气缸的活塞端部固定有一电源连接板,电源插头与电源连接板对应设置,探针气缸的活塞通过探针连接板与测试探针固定在一起,探针气缸的活塞上下运动,主板压块用以压住网关电路板。
11.进一步,所述功能测试设备、bobo测试设备、耦合测试设备、打流测试设备、导入预配置设备、信息校验设备的测试工装包括底板、定位区、压紧机构、接口测试机构、探针测试机构、光纤测试机构及导光机构;所述底板用以固定在对应的设备框架上;所述定位区设置在底板上,定位区用以限位网关,所述压紧机构用以将网关的顶面往下压紧;所述接口测试机构设置在定位区的后端,其包括插线气缸、插线连接座、及与网关接口对应的多个插头,所述插线气缸固定设置在底板上,插线连接座的后端连接插线气缸,插线连接座的前端连接插头;所述探针测试机构包括探针及探针气缸,探针气缸固定设置在底板对应定位区的外侧,探针气缸的活塞朝向定位区内,定位区的侧板设有对应网关探针孔的通孔,探针对应侧板的通孔设置,探针固定在探针气缸的活塞前端;所述光纤测试机构包括光纤头、光纤固定座及光纤头气缸,光纤气缸设置在底板上,光纤固定座连接光纤头气缸与光纤头,使光纤头可随光纤气缸运动光纤头与网关的光纤插口相对应;所述导光机构包括导光气缸、导光连接板及导光管,所述导光气缸设置在底座上,导光连接板的一端连接导光气缸,另一端朝向定位区,导光连接板设有与网关指示灯位置对应的多个导光孔,导光孔上安装有导光板。
12.进一步,所述wifi测试设备、功能测试设备、bobo测试设备、耦合测试设备、打流测试设备、导入预配置设备及信息校验设备均设置有两台,且每台设备的设备框架上均设置有多个隔层,每一隔层均设置有多个测试工装。
13.进一步,所述栈板线包括传送机构、顶升机构及产品定位工装,产品定位工装设置在传送机构上且随传送机构移动,顶升机构对应设置在各个操作工位上,顶升机构包括顶升支架、顶升气缸、顶升板、板到传感器、阻挡气缸、阻挡架及阻挡轮;顶升支架设置在栈板线的两传送链之间的加工设备前方;顶升气缸固定设置在顶升支架上,且顶升气缸的活塞朝上穿过顶升支架与推板连接在一起;顶升板固定设置在顶升气缸的推板上;所述板到传感器设置在对应栈板线传送链传送方向前端的顶升支架上,板到传感器连接传送机构的减速电机,减速电机连接传送链;阻挡气缸固定设置在的宁生支架上,且阻挡气缸的活塞朝上与推板连接在一起;阻挡架固定设置在阻挡气缸的推板上,所述阻挡轮固定设置在阻挡架上。
14.进一步,所述翻转设备包括翻转框架、移动模组、机械手及翻转机构,翻转框架设置在栈板线的一侧;移动模组设置在翻转框架上;机械手设置在移动模组上;翻转机构设置在移动模组下方的框架上,且位于移动模组的行程范围内,翻转机构包括一翻转架、一回转气缸、两夹板及至少一夹紧气缸,所述翻转架包括前板、后板及连接前板与后板的两侧板,前板、后板及两侧板围城一个中空的产品夹紧区,所述回转气缸的旋转头连接翻转架的前
板或后板,回转气缸固定在框架上,所述两夹板对应设置在两侧板的相对面上,夹紧气缸的活塞连接推板,夹紧气缸的推板至少与其中一夹板固定在一起。
15.采用上述方案后,本发明网关自动装配流水线利用栈板线对网关进行输送,根据装配步骤在栈板线上一次设置相应的加工工位,从而将网关分散的装配步骤整合为一条流水线,并在各工位上设置对应的加工设备,使用机器装配取代人工装配,可大大提高提高网关装配的效率,提高自动化程度,节省人工成本,同时采用机器装配的网关产品的一致性好,产品良率高。
附图说明
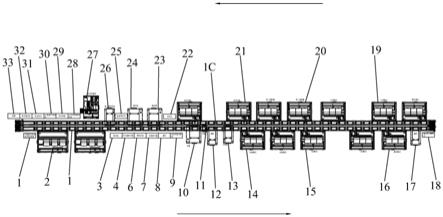
16.图1为本发明的结构示意图。
17.图2为本发明栈板线的局部结构示意图。
18.图3为本发明栈板线的顶升机构结构示意图。
19.图4为本发明wifi自动测试设备的结构示意图。
20.图5为本发明wifi自动测试设备的测试工装结构示意图。
21.图6为本发明合盖设备的结构示意图。
22.图7为本发明翻转设备的结构示意图。
23.图8为本发明翻转设备的翻转机构示意图。
24.图9为本发明功能测试设备的结构示意图。
25.图10为本发明网关功能测试设备的测试工装的结构示意图1。
26.图11为本发明网关功能测试设备的测试工装的结构示意图2。
27.图12为本发明网关功能测试设备的测试工装的俯视图。
28.图13为本发明网关功能测试设备的视觉检测结构示意图。
29.图14为本发明网关的结构示意图1。
30.图15为本发明网关的结构示意图2。
具体实施方式
31.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
32.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
34.如图1所示为本发明一种网关自动装配流水线的较佳实施例,其包括栈板线1及沿栈板线1的传送方向依次设置的打贴临时mac标签工位2、wifi测试工位3、装天线工位4、法兰盘装下盖工位5、焊接天线工位6、主板装下盖工位7、盘纤工位8、扣合天线与理线工位9、合盖工位10、压盖工位11、翻转工位12、锁螺丝工位13、功能测试工位14、bob测试工位15、耦合测试工位16、翻转工位17、吞吐量测试抽检工位18、打流测试工位19、导入预配置工位20、信息校验工位21、点内纤工位22、贴铭牌工位23、贴i型标签工位24、贴二维码工位25、贴进网许可标签工位26、折盒工位27、上内衬及撕临时标签工位28、装充电器工位29、上机并放ⅱ型标签工位30、放说明书工位31、贴彩盒标签工位32及包装盒合盖工位33。
35.如1及图2所示,所述栈板线1包括传送机构1a、顶升机构1b及产品定位工装1c,产品定位工装1c用以固定网关产品,产品定位工装1c设置在传送机构1a上且随传送机构1a移动,顶升机构1b对应设置在各个操作工位上。
36.如图1及图2所示,为了节省网关自动装配线的纵向排布空间,所述传送机构1a设有两条,两条传送机构1a的传送方向相反,并设置移载机构1d连接两条传送机构1a的一端,使两传送机构1a形成回路。
37.如图3所示,所述顶升机构1b包括顶升支架1b1、顶升气缸1b2、顶升板1b3、板到传感器1b4、阻挡气缸1b5、阻挡架1b6及阻挡轮1b7。顶升支架1b1设置在栈板线1的两传送链之间的加工设备前方;顶升气缸1b2固定设置在顶升支架1b1上,且顶升气缸1b2的活塞朝上与推板连接在一起;所述顶升板1b3固定设置在顶升气缸1b2的推板上;板到传感器1b4设置在对应栈板线1传送链传送方向前端的顶升支架1b1上,板到传感器1b4连接栈板线1的减速电机,减速电机连接传送链;所述阻挡气缸1b5固定设置在顶升支架1b1上,且阻挡气缸1b5的活塞朝向与推板连接在一起,阻挡架1b6固定设置在阻挡气缸1b5的推板上,阻挡轮1b7固定设置在阻挡架1b6上。栈板线1的工作原理是:将待装配有电路板的网关壳体放置在栈板线的产品定位工装1c上,产品定位工装1c上贴有对应与网关相对应的二维码信息,将产品定位工装放置在栈板线1的传送链上,减速电机运行带动传送链往前传送,当产品定位工装1c传送至靠近顶升机构1b时,板到传感器1b4感应到栈板并反馈给减速电机,减速电机降低传送速度,之后阻挡气缸1b5带动阻挡架1b6往上升起,使产品定位工装1c传送至阻挡架1b6时被阻挡架1b6上的阻挡轮1b7阻挡停下,之后顶升气缸1b2带动顶升板1b3往上升起对产品定位工装1c进行定位,由对应的加工设备进行加工或移载。加工完成后,顶升气缸1b2带动顶升板1b3下降至起始位置,之后阻挡气缸1b5带动阻挡架1b6及阻挡轮1b7下降至起始位置,使产品定位工装1c能从顶升支架1b1上方通过,往前传送。
38.为了确保顶升板1b3上升的稳定性及灵活度,所述顶升板1b3与顶升支架1b1之间还设有至少一直线轴承1b8,直线轴承1b8具有导柱1b81,导柱1b81的顶端与顶升板1b3固定在一起,顶升支架1b1对应导柱1b81的位置处设有供导柱1b81穿过的通孔,使导柱1b81可穿过顶升支架1b1的通孔随顶升气缸1b2上下移动。本实施例中,所述顶升板的四个角上均设有一直线轴承1b8。
39.为了提高定位精度,顶升机构1b还包括到位传感器1b9,到位传感器1b9设置在顶升支架1b1上且位于阻挡气缸1b5的前方。当板到传感器1b4感应到产品定位工装1c后,减速电机进行减速,产品定位工装1c缓慢进入顶升支架1b1,当到位传感器1b9检测到产品定位工装1c后,阻挡气缸1b5再往上升起,使阻挡轮1b7对产品定位工装1c进行阻挡,通过到位传
感器1b9对产品定位工装1c进行精确定位。
40.顶升机构1b还可进一步设置扫描头1b10,通过扫描头1b10可读取产品定位工装1c的信息信息,扫描头1b10设置在顶升支架1b1上,且位于顶升板1b3的下方,扫描头1b10的上方未被升降板1b3遮挡。
41.较佳的,所述顶升支架1b1上设有一扫描区1b11,扫描头11安装在扫描区1b11内,顶升板3对应扫描区1b11的位置处设有一扫描口1b31,产品定位工装1c传送至顶升机构1b时,产品定位工装1c底面的二维码恰位于顶升板1b3的扫描口1b31。
42.临时打贴mac标签工位2、可装设打贴标签设备并写校准值。
43.wifi测试工装3上安装wifi自动测试设备,如图4所示,wifi自动测试设备包括设备框架3a、移动模组3b、旋转摆臂3c、测试工装3d、屏蔽罩3e、定位工装3f、视觉识别模组3g及控制中心;所述设备框架3a设置在栈板线1的一侧,设备框架3a设置有多个隔层3a1。所述移动模组3b设置在设备框架3a上,且可于栈板线与设备框架3a之间移动。旋转摆臂3c连接移动模组3b,旋转摆臂3c用以吸取网关电路板至定位工装3f或从定位工装3f吸取网关电路板至栈板线1上。如图5所示,测试工装3d设置在设备框架3a的隔层3a1上,每个隔层3a1装设有至少一测试工装3d,测试工装3d包括工装底板3d1、网线插头3d2、网线气缸3d3、电源插头3d4、电源气缸3d5、主板压块3d6、测试探针3d7及探针气缸3d8,网线气缸3d3的活塞端部固定有一网线连接板3d31,网线插头3d2与网线连接板3d31对应设置,电源气缸3d5的活塞端部固定有一电源连接板3d51,电源插头3d4与电源连接板3d51对应设置,探针气缸3d8的活塞通过探针连接板与测试探针3d7固定在一起,探针气缸3d8的活塞上下运动,主板压块3d6用以压住网关电路板。屏蔽罩3e可合开的设置在测试工装3d的外周,每一屏蔽罩3e对应一测试工装3d。所述定位工装3f安装在测试工装3d的工装底板3d1上,定位工装3f上设有对应网关电路板厚度的沉槽3f1。所述视觉识别模组3g架设在栈板线1的上方,视觉识别模组3g的相机镜头朝下,方便获取在栈板线1上传送的网关电路板的临时mac标签信息。所述控制中心包括控制面板及与控制面板连接的控制主机,控制主机内置有wifi测试软件。
44.网关的wifi测试过程如下:栈板线1传送装设有网关电路板的产品定位工装1c至视觉识别模组3g的下方后停止传送,视觉识别模组3g的相机对产品定位工装1c及网关电路板进行拍照,并传送至控制中心,控制中心获取产品定位工装1c及网关电路板的信息后进行存储;移动模组3b带动旋转摆臂3c的吸嘴吸取网关电路板并放入安装在设备框架3a上的屏蔽罩3e内的测试工装3d上的定位工装3f内;测试工装3d的主板压块3d6压紧网关电路板,网线气缸3d3及电源气缸3d5带动网线插头3d2及电源插头3d4插入网关电路板的网线口及电源接口,探针气缸3d8带动测试探针3d7下压;屏蔽罩3e关闭;电源插头3d4通电,控制中心通过wifi校准软件对网关电路板进行wifi测试,并将校准结果发送至控制中心的控制面板;屏蔽箱3e开启;移动模组3b带动旋转摆臂3c吸取校准完成后的网关电路板,并依据校准结果将网关电路板放置在栈板线的产品定位工装1c上或者不良品放置处。
45.wifi测试合格的电路板依次通过装天线工位4装天线;通过法兰盘装下盖工位5安装法兰盘下盖,通过焊接天线工位6焊接天线,通过主板装下盖工位7安装电路板下盖,通过盘纤工位7进行盘纤,通过扣合天线与理线工位8处理天线并理线。
46.所述合盖工位10安装合盖设备。如图6所示,所述合盖设备包括合盖机架10a、盒盖进出料模组10b、盒盖抬升模组10c、盒体托盘10d、移动模组10e、托盘转移模组10f、盒盖定
位组件10g、旋转机构10h及吸盘组件10i。所述合盖机架10a架设在栈板线1的一侧,该合盖机架10a的前方正对栈板线1,合盖机架10a上设有控制箱、所述盒盖进出料模组10b、盒盖抬升模组10c、盒体托盘10d、移动模组10e、托盘转移模组10f、盒盖定位组件10g、旋转机构10h及吸盘组件10i。通过agv小车将装设有盒体的整叠盒体托盘10d放置在进出料模组10b上,抬升模组10c将整叠的盒体托盘10d往上升起,移动模组10e带动旋转机构10h及设置在旋转机构10h上的吸盘组件10i移动至进出料模组10b上方,使吸盘组件10i的吸嘴吸取最顶端盒体托盘10d内的其中一盒体。已经理完线的带下盖的网关电路板从栈板线1上传送至合盖设备,顶升机构1b将产品定位工装1c往上顶起限位,移动模组10e带动旋转机构10h及吸盘组件10i吸取盒体至栈板线1的上方对应已经在等候合盖的网关电路板上,并下压,使盒体与盒盖相对应,完成合盖动作。移动模组10e带动旋转机构10h及吸盘组件10i上升,进行下一个盒体的吸取及定位动作,同时,栈板线1往前移动一个工位,将下一产品定位工装1c移动至合盖设备的前方预设位置处并定位。
47.所述压盖工位11上安装压盖设备,压盖设备架设在栈板线1上,包括压盖框架及可上下运动的压柱,压柱对应压盖工位11的顶升机构1b,合盖完成后的网关随栈板线1传送至压盖设备处,顶升机构1b顶起产品定位工装1c进行限位,压盖设备的压柱下压将使盒体与下盖扣合在一起。
48.所述翻转工位12上安装有翻转设备,如图7及图8所示,翻转设备包括翻转框架12a、移动模组12b、机械手12c及翻转机构12d,所述翻转框架12a设置在栈板线1的一侧;移动模组12b设置在翻转框架12a上;机械手12c设置在移动模组2上;翻转机构12d设置在移动模组12b下方的翻转框架12a上,且位于移动模组12b的行程范围内,翻转机构12d包括一翻转架12d1、一回转气缸12d2、两夹板12d3及至少一夹紧气缸12d4,所述翻转架12d1包括前板、后板及连接前板与后板的两侧板,前板、后板及两侧板围城一个中空的产品夹紧区,所述回转气缸12d2的旋转头连接翻转架12d1的前板或后板,回转气缸12d2固定在翻转框架12a上,所述两夹板12d3对应设置在两侧板的相对面上,夹紧气缸12d4的活塞连接推板12d5,夹紧气缸12d4的推板至少与其中一夹板12d3固定在一起。已经合盖的网关随栈板线传送至翻转设备的前方时,翻转设备的移动模组12b带动机械手12c抓取网关产品并移动至翻转机构12d的夹紧区,翻转机构12d的夹紧气缸12d4推动夹板12d3将产品夹紧,机械手12c松开产品并退出翻转机构12d的运动行程范围,之后回转气缸12d2带动翻转架12d1旋转,完成网关的翻转动作,使网关的下盖朝上,最后机械手12c再次抓取翻转后的网关至栈板线1上,传送至锁螺丝工位13。
49.锁螺丝工位13安装自动锁螺丝设备将网关的盒体及下盖锁紧。
50.功能测试工位14安装功能测试设备,如图9至图15所示,功能测试设备包括设备框架14a、移动模组14b、旋转摆臂14c、测试工装14d及视觉检测模组14e。设备框架14a设置在栈板线1的一侧。所述移动模组14b设置在设备框架14a上,移动模组14b可在栈板线1与设备框架14a之间移动。所述旋转摆臂14c设置在移动模组14b上,用以取放栈板线或设备框架14a上的测试工装14d的网关。所述测试工装14d设置在设备框架14a上,包括底板14d1、定位区14d2、压紧机构14d3、接口测试机构14d4、探针测试机构14d5、光纤测试机构14d6及导光机构14d7。所述底板14d1用以固定在设备框架14a上。定位区14d2的两侧具有侧板,定位区14d2的前端设有一前板,两侧板及前板可将网关的前端及左右两端进行限位,定位区14d2
的后端安装有所述接口测试机构14d4。所述压紧机构14d3用以将网关的顶面往下压紧。所述接口测试机构14d4设置在定位区14d2的后端,其包括插线气缸441、插线连接座442、及与网关接口对应的多个插头443,所述插线气缸441固定设置在底板14d1上,插线连接座442的后端连接插线气缸441,插线连接座442的前端连接插头443。所述探针测试机构14d5包括探针451及探针气缸452,探针气缸452固定设置在底板14d1对应定位区14d2的一侧,探针气缸452的活塞朝向定位区14d2内,定位区14d2的侧板421设有对应网关200探针孔的通孔,探针451对应侧板421的通孔设置,探针451固定在探针气缸452的活塞前端,随探针气缸452的活塞运动。所述光纤测试机构14d6包括光纤头461、光纤固定座462及光纤头气缸463,光纤气缸463设置在底板14d1上,光纤固定座462连接光纤头气缸463与光纤头461,使光纤头461可随光纤气缸463运动光纤头461与网关200的光纤接口205相对应。所述导光机构14d7包括导光气缸471、导光连接板472及导光管,所述导光气缸471设置在底板14d1上,导光连接板472的一端连接导光气缸471,另一端朝向定位区14d2,导光连接板472设有与网关200指示灯208位置对应的多个导光孔473,导光孔473上安装有导光板;导光气缸471伸出时,可将导光连接板472推出定位区14d2外,不影响网关200的取放,导光气缸471收缩时,可带动导光连接板472移动至定位区14d2内,使导光连接板472上的导光孔473与网关200的指示灯208一一对应。所述视觉检测模组14e具有连接导光管的导光板14e1及设置在导光板14e1上方的相机14e2。
51.使用时,将网关产品放于产品定位工装1c上,栈板流到设备框架14a的前端时进行顶升定位;移动模组14b带动旋转摆臂14c移动至网关200的上方,并吸取获取网关200,将网关200从栈板转移至测试工装14d的定位区14d2内,压紧机构14d3往下压紧网关200,之后接口测试机构14d4、探针测试机构14d5、光纤测试机构14d6一一对网关200进行测试,导光机构14d7的导光管将网关的亮灯状态送到视觉检测模组14e的导光板14e2上,视觉检测模组14e的电源开启,相机14e2识别导光板14e2的亮灯情况,从而判断测试结果。
52.所述设备框架14a上设有多个隔层,每一隔层上至少设置有一测试工装14d4,各测试工装14d4的导光管均连接至视觉检测组件14e,通过各个测试工装14d的导光管将指示灯发出的光源置于相机14e2的视野底下,通过相机14e2来进行判断并将结果通过对应视觉软件告知测试程序。
53.所述网关200具有电源接口201、usb接口202、电话线接口203、网线接口204、光纤接口205、复位孔206及指示灯207,电源接口201、usb接口202、电话线接口203、网线接口204设置在网关200的机壳后面,光纤接口205设置在网关机壳的底部内凹处,复位孔206设置在机壳的侧面,指示灯207设置在网关200的机壳顶面。所述接口测试机构14d4的插头443包括与网关200的电源接口201、usb接口202、电话线接口203、网线接口204的电源插头、usb插头、电话线水晶头及网线水晶头;所述探针测试机构14d5的探针451与复位孔206相对应;光纤测试机构14d6的光纤头461与光纤接口205相对应。
54.所述网关200的后端还设有两天线208,所述测试工装14d还包括两耦合机构14d8,耦合机构14d8包括耦合板481及耦合固定座482,耦合板481固定在耦合固定座482上,两耦合板481对应两天线208设置。
55.本实施例中,所述压紧机构14d3设置在定位区14d2的其中一侧板421外侧,压紧机构14d3包括一压紧气缸431、一压紧头432、一压紧连接座433,压紧气缸431固定设置在底板
14d1上,压紧连接座433的一端设置在压紧气缸431的顶端,可随压紧气缸431旋转及上下升降,压紧连接座433的另一端底部与压紧头432固定在一起,通过压紧连接座433使压紧头432可在定位区42内外移动。复位状态时,压紧连接座433与压紧头432位于定位区14d2的外侧,当网关200进行要进行测试时,压紧气缸431旋转并上升带动压紧连接块433及压紧头432从定位区14d2外转动至定位区14d2的中心区域内,再下降压紧网关200;网关200测试完成后,压紧气缸431带动压紧块432上升,再旋转至定位区14d2外复位。
56.为了避免网关200与压紧头432接触时损伤网关200,压紧头432可采用软质的塑胶材质或者在压紧头432的底部再设置一泡棉434,尽可能的保护网关200。
57.所述视觉检测模组14e还包括挡光架14e3及光源,挡光架14e3设置在设备框架14a上,多个导光板14e1间隔设置在挡光架14e3的底部,光源设置在导光架14e3的内顶部,相机14e2设置在光源的上方,导光板14e1连接导光机构14d7的导光管。
58.bob测试工位15安装bob测试设备对网关进行bob测试,bob测试设备的结构与功能测试设备的结构类似,区别在于使用的测试软件不同。
59.耦合测试工位16安装耦合测试设备对网关进行耦合测试,耦合测试设备的结构与功能测试设备的结构类似,区别在于使用的测试软件不同。
60.翻转工位17安装翻转设备对网关进行翻转。
61.吞吐量测试抽检工位18对已经进行耦合测试后的网关吞吐量进行抽检。
62.打流测试工位19安装打流测试设备,打流测试设备的结构与功能测试设备的结构类似,区别在于使用的测试软件不同。
63.导入预配置工位20安装导入预配置设备,导入预配置设备的结构与功能测试设备的结构类似,区别在于使用的软件不同。
64.信息校验工位21安装信息校验设备,信息校验设备的结构与功能测试设备的结构类似,区别在于使用的软件不同。
65.点内纤工位22对网关进行点内纤。
66.贴铭牌工位23、贴i型标签工位24、贴进网许可标签工位25、贴二维码工位26四个工位分别安装打贴标签设备,在网关的下盖贴上铭牌、i型标签、入网许可证及二维码。
67.折盒工位27安装自动折盒设备,折出网关包装盒。
68.通过上内衬及撕临时标签工位28将网关的mac临时标签撕掉,再将内衬放入网关包装盒内。通过装充电器工位29将充电器放入网关包装盒的内衬内。通过上机并放ⅱ型标签工位30将网关放入内衬,并放入ⅱ型标签。通过放说明书工位31将说明书放入网关包装盒内。通过贴彩盒标签32将网关包装盒上贴上标签。通过包装盒合盖工位33将网关包装盒盖好。最后进行称重。
69.上述实施例和图示并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1