一种副车架衬套伺服压装装置的制作方法
1.本发明属于压装技术领域,尤其涉及一种副车架衬套伺服压装装置。
背景技术:
2.副车架可以看成是前后车桥的骨架,是前后车桥的组成部分。副车架并非完整的车架,只是支承前后车桥、悬挂的支架,使车桥、悬挂通过它再与“正车架”相连,习惯上称为“副架”。副架的作用是阻隔振动和噪声,减少其直接进入车厢,所以大多出现在豪华的轿车和越野车上,有些汽车还为引擎装上副架。传统的没有副车架的承载式车身,其悬挂是直接与车身钢板相连的。因此前后车桥的悬挂摇臂机构都为散件,并非总成。在副车架诞生以后,前后悬挂可以先组装在副车架上,构成一个车桥总成,然后再将这个总成一同安装到车身上。
3.副车架目前在汽车中应用越来越广泛,不仅起到中间连接的作用,而且能够缓冲吸震,提高车的舒适性,副车架在生产线组装过程中,衬套的压装是副车架生产过程中重要工序之一。一种汽车副车架产品需要在同一个轴心孔内压上、下两种衬套。压装工艺要求上面的衬套从上面压入副车架,下面的衬套从下面压入副车架,目前尚无针对副车架结构的衬套自动压装设备,以人工方式进行上述工序则提高了劳动强度,同时难以实现自动化稳定生产。
技术实现要素:
4.本发明的目的是提供一种副车架衬套的伺服压装机。该设备能完成在同一个轴心孔内一次装夹依次压上、下两种衬套。
5.本发明完整的技术方案:
6.一种副车架衬套伺服压装装置,所述副车架衬套包括上衬套和下衬套,所述上衬套和下衬套从同一个副车架轴心孔内实现压装;所述上衬套从上方压入副车架轴心孔,所述下衬套从下方压入副车架轴心孔,
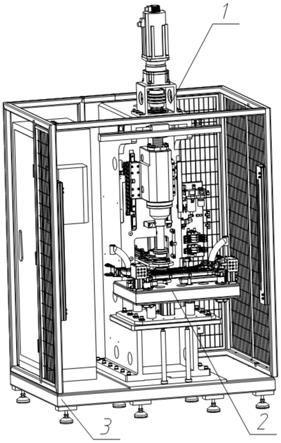
7.所述副车架衬套伺服压装装置由伺服压装机构1、压装定位工装机构2和框架机构3组成;
8.所述压装定位工装机构2用于实现副车架工件208的压装定位,伺服压装机构1用于实现上衬套和下衬套的压装,所述框架机构3用于在保证人身安全的条件下副车架衬套伺服压装装置进行操纵;
9.所述伺服压装机构1包括伺服电机108、滑动组件、移动滑台103、感应开关组件104和压力传感器113,所述伺服电机108连接移动滑台103并带动移动滑台103沿滑动组件上下移动,所述感应开关组件104监控移动滑台103的运动位置;所述移动滑台103的下面固定有压力传感器113和上压头座114,上压头115穿过上压头座114的中心孔与压力传感器113接触。
10.所述压装定位工装机构2包括治具底板201、气动浮动单元、下压头207、销孔定位
单元、导向定位单元和送料单元。
11.所述下压头207与治具底板201固定,下压头207上端面放置待压装的下衬套214;所述销孔定位单元包括定位气缸213,以及与定位气缸213连接的菱形定位销211和圆形定位销212。
12.所述框架机构包括底座107、围栏302和围栏框301,电气控制柜306底座107上固定有电气控制柜306,围栏302上连接有操作屏304、工作灯305、安全光栅303。
13.压装时压装力通过上压头115传递给压力传感器113形成压力曲线,通过电气控制柜控制完成压装。
14.本发明公开的一种副车架衬套伺服压装装置能完成工件一次装夹、放上衬套、下衬套后依次压装上、下两个衬套并对压装力时时监控,显示压装曲线,可以通过电气控制柜控制,按照预设参数完成压装,实现压装的稳定性和自动化,显著提高了工作效率。同时采用菱形和圆形定位销的销控定位机构,两者结合,避免了单机构定位不准或难以定位的问题。提高了定位精度。根据控制柜整机具有结构紧凑、稳定性强等优点。
附图说明:
15.图1为本发明一种副车架衬套伺服压装装置的整体结构示意图。
16.图2为本发明一种副车架衬套伺服压装装置的伺服压装机构的示意图,其中图2a为主视图,图2b为a-a剖视图。
17.图3为本发明一种副车架衬套伺服压装装置的压装定位工装机构的示意图,其中图3a为主视图,图3b为俯视图,图3c为右视图,图3d为b-b剖视图,图3e为c-c剖视图。
18.图4为本发明一种副车架衬套伺服压装装置的压装定位工装机构的又一示意图,其中图4a为主视图,图4b为俯视图,图4c为左视图。
19.图5为本发明一种副车架衬套伺服压装装置的框架机构3d视图。
20.图中:101-电机支架、102-轴承座、103-移动滑台、104-感应开关组件、105-压装直线导轨、106-立柱、107-底座、108-伺服电机、109-联轴器、110-向心球轴承、111-推力轴承、112-滚珠丝杠、113-压力传感器、114-上压头座、115-上压头、116-固定板、201-治具底板、202-导杆、203-机架、204-浮动气缸缸体、205-浮动气缸活塞杆、206-浮动接头、207-下压头、208-副车架工件、209-上压头套、210-旋转夹紧气缸、211-菱形定位销、212-圆形定位销、213-定位气缸、214-下衬套、215-旋转夹紧气缸缸体、216-旋转夹紧气缸活塞杆、217-导柱、218-压紧板、219-上衬套、220-送料移动板、221-移动气缸体、222-移动气缸活塞杆、223-送料定位套、224-送料直线导轨滑块、225-送料直线导轨。301-围栏框、302-围栏、303-安全光栅、304-操作屏、305-工作灯、306-电气控制柜。
具体实施方式
21.下面结合附图和具体实施方式对本发明做进一步说明。
22.本发明副车架产品及衬套采用现有技术中的产品结构,该副车架产品的压装工艺要求压装两个衬套,上面的衬套从上面压入,下面的衬套从下面压入。
23.图1为本发明一种副车架衬套伺服压装装置的整体结构示意图。如图1所示:本副
车架衬套伺服压装装置是由伺服压装机构1、压装定位工装机构2和框架机构3三个部分组成。
24.图2a~b为本发明一种副车架衬套伺服压装装置的伺服压装机构1的主视图和a-a剖视图。如图2所示:本发明一种副车架衬套伺服压装装置的伺服压装机构1中,电机支架101、轴承座102、立柱106、底座107、固定板116用螺栓连接在一起组成伺服压装机构的主体框架。压装直线导轨105的滑块与移动滑台103连接,压装直线导轨105的导轨与立柱106连接组成伺服压装机构的滑动组件。轴承座102内装有两套向心球轴承110、两套推力轴承111组成滚珠丝杠112的固定组件。伺服电机108、联轴器109、滚珠丝杠112连接在一起。伺服电机108的旋转带动移动滑台103的上下移动,感应开关组件104监控移动滑台103的运动位置。压力传感器113、上压头座114固定在移动滑台103的下面,上压头115穿过上压头座114的中心孔与压力传感器113接触。压装时压装力通过上压头115传递给压力传感器113形成压力曲线,通过电气控制完成压装。
25.图3a~e为本发明一种副车架衬套伺服压装装置的压装定位工装机构2主视图、俯视图、右视图、b-b剖视图、c-c剖视图。如图3所示:本发明一种副车架衬套伺服压装装置的压装定位工装机构2中,四个导杆202固定在治具底板201上、导杆202穿过机架203上的四个圆孔并能沿着圆孔的轴线上下移动。浮动气缸缸体204固定在治具底板201上,浮动气缸活塞杆205与浮动接头206连接后与机架203固定。机架203、导杆202、浮动气缸缸体204、浮动气缸活塞杆205组成了治具的气动浮动单元。下压头207穿过机架203上的轴孔后与治具底板201固定,下压头207上端面可以放待压装的下衬套214。菱形定位销211与定位气缸213连接,圆形定位销212与定位气缸213连接组成了治具的销孔定位单元。四个导柱217、旋转夹紧气缸活塞杆216固定在压紧板218上且压紧板218能上下移动,旋转夹紧气缸缸体215固定在机架203上,上压头套209固定在压紧板218上。压紧板218、上压头套209组成了副车架工件208的夹紧和上衬套219的导向定位单元。压装下衬套214时下衬套214放在下压头207上,副车架工件208放在机架203上,定位气缸213将菱形定位销211、圆形定位销212推出分别穿过副车架工件208上的两个轴孔,两个旋转夹紧气缸210工作压紧副车架工件208,旋转夹紧气缸活塞杆216带动压紧板218压紧副车架工件208。浮动气缸活塞杆205伸出顶着机架203在上面工作位置。上压头115向下移动,上压头115压着上压头套209带着机架203、副车架工件208向下移动将下衬套214压入副车架工件208内。
26.图4a~c为本发明一种副车架衬套伺服压装装置的压装定位工装机构2又一示意图的主视图、俯视图、左视图。如图4所示:本发明一种副车架衬套伺服压装装置的压装定位工装机构2中,送料直线导轨225、移动气缸体221与压紧板218连接,送料直线导轨滑块224、移动气缸活塞杆222与送料移动板220连接,送料定位套223固定在送料移动板220上。压装下衬套214时移动气缸活塞杆222是在缩回位置,压装上衬套219时,移动气缸活塞杆222先带着送料定位套223、上衬套219伸出,伺服电机108顺时针旋转带着上压头115向下移动到指定位置,内镶嵌的永久磁铁的上压头115将上衬套219吸附,伺服电机108逆时针旋转带着上压头115、上衬套219向上移动到指定位置。移动气缸活塞杆222再带着送料定位套223缩回,伺服电机108顺时针旋转带着吸附着上衬套219上压头115向下移动,将上衬套219压入副车架工件208。
27.图5为本发明一种副车架衬套伺服压装装置的框架机构3的3d视图。如图5所示:一
种副车架衬套伺服压装装置的框架机构2的3d视图中底座107、围栏302、围栏框301组成了一种副车架衬套伺服压装装置的整体框架,电气控制柜306固定在底座107上,操作屏304、工作灯305、安全光栅303与围栏302连接。框架机构的作用是在保证人身安全的条件下操纵副车架衬套伺服压装装置。
28.此副车架衬套伺服压装装置是一种专用设备,能完成工件一次装夹、放上衬套、下衬套后依次压装上、下两个衬套并对压装力实时监控,显示压装曲线。整机具有结构紧凑、稳定性强等优点,是压装技术领域不可缺少的设备。
29.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本发明技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1