一种异型嘴口车床夹具的制作方法
1.本发明涉及一种车床夹具,具体涉及一种异型嘴口车床夹具,属于机械加工领域。
背景技术:
2.加工一种薄壁异型侧嘴口涡轮盖零件,其为焊接件,由排气管嘴与壳体组件组成,加工零件为异型嘴口结构,嘴口与壳体成角度,其嘴口中心到壳体底部的距离为空间尺寸,直接测量只能采用三坐标,但这样无法实现一次装夹加工,无法直接装夹,需要使用工装进行角度调整加工。原由五轴数铣加工,由于零件管嘴为薄壁,加工后零件表面产生震纹与变形。
3.现有相近工装包括底座、支撑环、定位环及吊环,通过在零件定位面加工出一组螺纹孔,采用螺钉与夹具连接,通过轴向拉紧方式进行车加工装夹,以获得较好的零件加工质量和相对较高的加工效率,以满足薄壁深腔环类零件加工中的装夹需求。
4.现有工装只能加工形状规则类薄壁零件,对于薄壁类异型零件,存在加工缺陷,无法加工。
技术实现要素:
5.本发明的目的在于克服现有技术不足,提出一种异型嘴口车床夹具,解决零件表面产生震纹与变形问题。
6.这种异型嘴口车床夹具,与工件角度一致的带有凹槽的角度座与底板固定连接,配重块固定安装在底板上,用于校正工件角度的工艺球固定安装在底板上。
7.进一步优化,所述的工件通过压板、螺栓及螺母固定在角度座上,螺栓穿过压板的通孔,螺母与螺栓连接将工件固定在角度座上。
8.进一步优化,所述的角度座底部设置有角向销。
9.进一步优化,所述的角度座通过螺钉及圆柱销固定在底板上。
10.进一步优化,所述的底板与角度座之间设置有支撑销。
11.本发明的优点在于:本发明使用数车加工代替了上五轴数控铣加工,节约加工成本,成功解决了零件异型嘴口表面产生震纹与变形问题。本夹具自带对刀块,减少了加工找正时间长、加工效率低等问题,减轻了操作者劳动强度,提高工作效率和产品加工时的稳定性,从而达到快速化、精准化。
附图说明
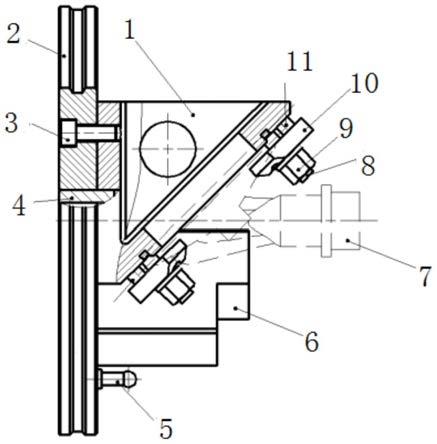
12.图1为本发明整体结构示意图;
13.图2为本发明角度座底部放大结构示意图;
14.图3为本发明角度座结构示意图;
15.图4为本发明底板结构示意图;
16.图5为本发明工件结构示意图。
17.图中标记:1-角度座,2-底板,3-螺钉,4-圆柱销,5-工艺球,6-配重块,7-工件,8-螺栓,9-螺母,10-压板,11-支撑销,12-角向销。
具体实施方式
18.下面结合附图对一种异型嘴口车床夹具进行进一步说明。
19.这种异型嘴口车床夹具,工件7的嘴口与底盘呈角度,底盘上设有定位孔,与工件7角度一致的带有凹槽的角度座1与底板2固定连接,角度座1通过螺钉3及圆柱销4固定在底板2上,配重块6通过螺钉3固定安装在底板2上,采用配重块6代替对刀装置,减少了加工找正时间长、加工效率低等问题,减轻了操作者劳动强度,提高工作效率和产品加工时的稳定性,从而达到快速化、精准化。用于校正工件7角度的工艺球5固定安装在底板2上,在加工工件7时采用工艺球5对工件7的角度进行校正,提高了工作效率。工件7通过压板10、螺栓8及螺母9固定在角度座1上,螺栓8穿过压板10的通孔,螺母9与螺栓8连接将工件7固定在角度座1上,螺母9旋在螺栓8上对工件7进行固定。
20.角度座1底部设置有角向销12,与工件7底盘上的定位孔配合进行对工件7的定位。底板2与角度座1之间设置有支撑销11,支撑销11增大压板2的夹紧面积,使工件7装夹更牢固稳定。
21.工作原理及使用流程:本夹具工装时,采用三爪夹盘夹紧底板2,将工件7放置到角度座1的凹槽内,通过角向销12与角度座1和工件7上的定位孔确定角向关系,将螺母9、螺钉3与压板10连接,再将压板10放在支撑销11上,通过拧紧螺母9固定工件7,使工件7的嘴口与加工刀具z轴处于垂直状态,这时对工件7进行加工。
22.本夹具,使用数车加工代替了上五轴数控铣加工,节约加工成本,成功解决了零件异型嘴口表面产生震纹与变形问题。本夹具自带对刀块,减少了加工找正时间长、加工效率低等问题,减轻了操作者劳动强度,提高工作效率和产品加工时的稳定性,从而达到快速化、精准化。
23.以上显示和描述了本发明的基本原理、主要结构和优点。本行业的技术人员应该了解,在不脱离本发明精神和范围的前提下,本发明还可以有尺寸和方向等的变化和改进,这些变化和改进都落入要求保护本发明的范围内。
技术特征:
1.一种异型嘴口车床夹具,工件的嘴口与底盘呈角度,其特征在于:与工件角度一致的带有凹槽的角度座与底板固定连接,配重块固定安装在底板上,用于校正工件角度的工艺球固定安装在底板上。2.根据权利要求1所述的一种异型嘴口车床夹具,其特征在于:所述的工件通过压板、螺栓及螺母固定在角度座上,螺栓穿过压板的通孔,螺母与螺栓连接将工件固定在角度座上。3.根据权利要求1所述的一种异型嘴口车床夹具,其特征在于:所述的角度座底部设置有角向销。4.根据权利要求1所述的一种异型嘴口车床夹具,其特征在于:所述的角度座通过螺钉及圆柱销固定在底板上。5.根据权利要求2所述的一种异型嘴口车床夹具,其特征在于:所述的底板与角度座之间设置有支撑销。
技术总结
本发明公开了一种一种异型嘴口车床夹具,工件的嘴口与底盘呈角度,与工件角度一致的带有凹槽的角度座与底板固定连接,配重块固定安装在底板上,用于校正工件角度的工艺球固定安装在底板上。本发明的优点在于:本发明使用数车加工代替了上五轴数控铣加工,节约加工成本,成功解决了零件异型嘴口表面产生震纹与变形问题。本夹具自带对刀块,减少了加工找正时间长、加工效率低等问题,减轻了操作者劳动强度,提高工作效率和产品加工时的稳定性,从而达到快速化、精准化。精准化。精准化。
技术研发人员:王士文 姜波 江万里 闻学震 顾佳鑫
受保护的技术使用者:沈阳航天新光集团有限公司
技术研发日:2021.11.25
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1