冲压机钻孔加工方法与流程
1.本发明涉及基于冲压的钻孔加工方法。
背景技术:
2.在冲压加工中,通常进行的是在相对于冲压方向倾斜的倾斜部设置冲孔。例如,专利文献1记载了在坯料上进行冲孔加工形成冲孔之后,通过冲压加工使具有该冲孔的部分相对于周边部倾斜。专利文献2记载了通过使上模相对于坯料下降来进行冲压弯曲加工从而形成倾斜部并且在该状态下进一步使冲头下降而在倾斜部形成冲孔。
3.专利文献3记载了如下内容:当从坯料上冲压切割加工产品外形时,会留下连接坯料主体与产品的微接头(micro joint),使产品在加工过程中不会分割开,之后切割微接头得到产品。
4.专利文献1:日本特公昭63-041660号公报
5.专利文献2:日本特开平09-10860号公报
6.专利文献3:日本特开2001-179357号公报
技术实现要素:
7.如专利文献2,在通过使上模下降来进行冲压弯曲加工从而形成倾斜部,继而使击穿冲头下降来形成冲孔的情况下,冲头从倾斜方向击穿,而不是从与倾斜部正交的方向击穿。因此,当钻孔时,可能会出现冲头的刀片损坏(刀片的断裂)或冲头的滑动、钻孔不佳。
8.对此,可以想到:在上模与冲头之间组装凸轮,当上模下降时,通过凸轮使冲头前进的方向变成与倾斜部正交的方向。即为所谓的凸轮冲孔。此方法虽然使冲头难以滑动,但是并不一定意味着冲头的刀片不发生损坏。尤其是,当坯料为高张力钢板时,刀片损坏问题变得显著。并且,在凸轮冲孔的情况下,模具结构变得复杂,且造成模具成本增加。
9.因此,本发明的目的在于,在通过冲压来对倾斜部进行钻孔加工的过程中,不会造成冲头的刀片损坏或冲头的滑动地高精度的形成孔。
10.在本发明中,为了解决上述问题,在冲压加工前的坯料上设置用于局部地形成应形成的孔的周缘部的贯通部。
11.这里公开的基于冲压的钻孔加工方法为,通过坯料的冲压加工来形成相对于冲压方向倾斜的倾斜部,并且在该倾斜部形成孔,其特征在于,
12.在上述坯料上形成在上述倾斜部的倾斜方向上相向且分别局部地形成上述孔的周缘部的至少两个贯通部,
13.通过上述坯料的冲压加工来形成上述倾斜部,
14.在冲压出了上述倾斜部的状态下,以使上述相向的至少两个贯通部相连的方式,用冲头进行冲孔加工来形成上述孔。
15.根据该方法,在针对倾斜部的冲孔加工过程中,由于已经设置了形成应形成的孔的周缘部的两个贯通部,所以击穿倾斜部时的阻力减小。因此,即使坯料由高张力钢这样强
度高的材料制成的情况下,冲头的刀片也难以发生损坏。
16.并且,由于上述两个贯通部在上述倾斜部的倾斜方向上相向,所以在冲头的上述倾斜方向上相向的部分所受的阻力减小。因此,即使在冲头沿着形成倾斜部时的冲压方向前进的情况下,也能抑制冲头在倾斜部上的滑动,并且,在使用凸轮冲孔方式的情况下,即使不是冲头一定与倾斜部正交,冲头也难以发生滑动。
17.因此,根据本发明,能够在倾斜部以高的形状精度形成所需的孔。
18.在一实施方式中,在上述冲孔加工中,使上述冲头沿着形成上述倾斜部时的上述坯料的冲压方向前进。
19.因此,不需要为了倾斜部的冲孔加工而将凸轮机构组装到模具。因此,可抑制模具结构的复杂化及模具成本的增加。
20.上述贯通部可以为沿着应形成的孔的周缘延伸的通过切割加工形成的缝,也可以为通过冲孔加工形成的贯通孔。与缝的情况不同,在贯通孔的情况下,可避免在随后的基于上述冲头的冲孔加工中从贯通孔向周围开裂。
21.在一实施方式中,上述贯通部与切料同时形成。虽然可在切料后形成贯通部,但是通过与切料同时形成贯通部这一工序集成,有利于提高生产率及加工精度。
22.在一实施方式中,上述坯料由高张力钢板制成。在由抗拉强度为590mpa以上甚至1180mpa以上的高张力钢板制成的坯料中,特别容易引起上述冲头的刀片损坏或滑动,但是根据本发明,则有利于防止上述冲头的刀片损坏或滑动。
23.发明的效果
24.根据本发明,在坯料上预先形成在应冲压成型的倾斜部的倾斜方向上相向的至少两个贯通部,通过冲压加工该坯料形成上述倾斜部,之后,以使上述相向的至少两个贯通部相连的方式进行冲头的冲孔加工,因此能够不导致冲头的刀片损坏或滑动地形成形状精度高的孔。
附图说明
25.图1为将冲压成型品结合到车身框架的主视图。
26.图2为该冲压成型品的主视图。
27.图3为该冲压成型品的侧视图。
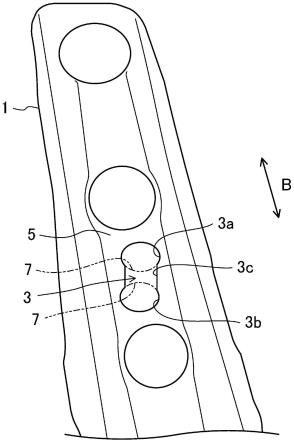
28.图4为该冲压成型品的局部放大主视图。
29.图5为坯料的主视图。
30.图6为冲压成型装置的剖视图。
31.图7为上述冲压成型品的冲孔加工前的主视图。
32.图8为另一实施方式的说明图。
33.附图标记的说明
34.1:成型品
35.3:定位孔(倾斜部的孔)
36.5:倾斜部
37.6:坯料
38.7:贯通孔(贯通部)
39.13:冲头
40.21:缝(贯通部)
41.22:矩形孔(倾斜部的孔)
42.23:冲头
具体实施方式
43.以下,将参照附图说明用于实施本发明的方式。以下的优选实施方式的说明仅为基本的示例性的,并不旨在限制本发明、该应用物或该用途。
44.冲压成型品
45.在本实施方式中,通过冲压加工得到图1至图3所示的钢制成型品1。如图1所示,该冲压成型品1为位于汽车前排座椅与后排座椅之间并从侧梁8延伸到车顶纵梁9的b柱的内加强件,由高张力钢制成。尽管未图示,但是该b柱具有外板和内板,如图3所示,该两板之间设有上述成型品(内加强件)1和外加强件2。另外,图1为从车身内侧看成型品1等的图,而图3为从车身外侧看成型品的图。
46.在外加强件2中,上端与车顶纵梁9连接,下端与侧梁8连接。成型品1嵌在沿外加强件2的上下方向延伸的凹部2a并重叠在外加强件2上。成型品1加强从b柱的门铰链部至车顶纵梁9的附近的部分,作为汽车侧面碰撞的对策。
47.成型品1被局部安装(sub-assy)到外加强件2上。为此,在定位夹具设置两个定位销,成型品1的上部和下部形成有该定位销嵌入的定位孔3、4。通过将定位销插入到下部定位孔4中,成型品1在上下方向及车身前后方向上相对于外加强件2的相对性定位完成。通过将定位销10插入到上部定位孔3中,成型品1相对于外加强件2被定位,从而避免以下部定位孔4的定位销为轴进行旋转。
48.如图4所示,成型品1的定位孔3呈所谓的葫芦状,上下方的圆孔部3a、3b通过中间的上下延伸的槽孔部3c连接。如上所述,由于定位孔3为旋转方向的定位,因此定位销10所抵接的中间槽孔部3c的两侧边缘的形状精度很重要。
49.尽管在随后进行的冲压成型装置的说明中会变得明确,定位孔3形成在呈相对于冲压加工成型品1时的冲压方向a(见图6)倾斜的形态的倾斜部5。
50.《冲压成型品的成型》
51.图5示出了从高张力钢板切料而成的坯料6。在坯料6的形成定位孔3的部位,沿坯料6的长度方向隔开间隔形成有两个贯通孔7(本发明中所说的贯通部)。一个贯通孔7形成图4所示的定位孔3的上侧圆孔部3a的上半周缘部,另一个贯通孔7形成下侧圆孔部3b的下半周缘部。该两个贯通孔7在上述倾斜部5的倾斜方向b上相向。该贯通孔7在钢板的切料的同时通过冲头形成。在通过切料及冲头进行的钻孔中,在与该板面正交的方向上击穿高张力钢板。
52.接着,通过冲压加工形成有贯通孔7的坯料6来形成成型品1的形状,并且形成定位孔3。
53.图6示出了冲压成型装置。在同一图中,11为冲压成型用下模,12为冲压成型用上模,13为用于形成定位孔3的冲头,14为将冲头13固定在上模板(未图示)的冲头架。
54.同一图中的上下方向为上模12的升降方向,因此,箭头a为冲压方向。在上模板与
上模12之间设有油压缸(或在冲压方向a上对上模12弹性施力的弹性部件),使上模12先于冲头13沿冲压方向a下降。上模板安装在冲压机器的升降的滑块上。
55.由上述说明可知,在上述冲压成型装置中,冲头13通过使冲压机器的滑块向冲压方向a移动(下降)而向冲压方向a前进(下降),并未设有冲孔用凸轮。
56.在下模11的下表面侧和上模12的上表面侧形成有用于从坯料5成型出成型品1的成型面11a、12a。示于同一图中的下模11和上模12的局部的成型面11a、12a相对于冲压方向a呈倾斜,通过成型面11a、12a形成成型品1的倾斜部5。
57.下模11具有在该成型面11a开口的模具15。模具15设置在与冲头13相对应的位置上,其上表面与成型面11a齐平。上模12具有在与下模11的模具相对应的部位具有向下方开口的冲头孔的倾斜部压脚16。倾斜部压脚16的下表面与成型面12a齐平。
58.在下模11的上表面侧设有冲头接收凹部17。在冲头13上嵌合有与凹部17的底部抵接的缓冲件18。
59.在上述冲压成型装置中,在下模11之上定位坯料6,使冲压机器工作而下降上模板。由此,上模12先于冲头13下降。坯料6在下模11的成型面11a与上模12的成型面12a之间被冲压,成型为图1、2所示的成型品形状。即,如图7所示,形成呈预先贯通设置的两个贯通孔7在倾斜方向b上相向的状态的倾斜部5。
60.接着,冲头13沿上模12的冲压方向下降而击穿倾斜部5的两个贯通孔之间。如图7中点划线所示,冲头13为以跨越两个贯通孔7的方式设置的方形冲头。通过上述冲头13在两个贯通孔7之间击穿,形成源自图4所示的贯通孔7的上下圆孔部3a、3b通过槽孔部3c连接的定位孔3。
61.上述冲头13的冲孔加工为针对倾斜部5的钻孔,如前所述,通过以跨越两个贯通孔7的方式使冲头13前进来击穿两个贯通孔7之间。因此,击穿时的阻力变小。尤其是,由于两个贯通孔7在倾斜部5的倾斜方向上相向,所以降低了冲头13的与上述倾斜方向相向的部分所收到的阻力。
62.因此,即使在坯料6由高张力钢这样强度高的材料制成的情况下,也难以发生冲头13的滑动或刀片损坏,可高精度形成与冲头13的截面形状相对应的槽孔部3c。
63.在此,由于圆孔部3a、3b源自预先形成在坯料6上的贯通孔7,因此由于冲压成型倾斜部5时的材料的延伸,其形状及位置多少有变化。但是,由于槽孔部3c是在冲压成型出倾斜部5后通过击穿而形成,因此并不受冲压成型的影响,由此,如上所述,由于还避免了冲头13的滑动或刀片损坏,因此提高了槽孔部3c的两侧边缘的形状精度。如前所述,该槽孔部3c的两侧边缘是通过插入定位销来防止该成型品1的旋转偏移的,通过提高其形状精度,有利于所预期的旋转定位。
64.并且,在上述实施方式中,如上所述,由于即使冲头13以锐角抵接到倾斜部5也不会发生冲头13的滑动或刀片损坏,所以使冲头13在冲压方向上前进。即,不需要通过凸轮机构使冲头13相对于倾斜部5正交地前进。因此,可避免由于组装凸轮机构引起模具结构的复杂化以及模具成本的增加。
65.图8为本发明的另一实施方式的说明图。在上一个实施方式中,在倾斜部5的倾斜方向上相向的贯通部通过冲孔加工形成为贯通孔。在上述另一实施方式中,如图8的(a)所示,设置在坯料6上的贯通部通过切割加工形成为缝21,如图8的(b)所示,在倾斜部5形成矩
形孔22。两个缝21沿着与应形成的矩形孔22的相向(在倾斜部5的倾斜方向上相向)的两个边缘延伸。在冲压成型出具有上述缝21的坯料之后,使图8的(a)中点划线所示的方形冲头23以跨越两个缝21的方式前进,通过击穿两个缝21来形成图8的(b)所示的矩形孔22。
66.在上述另一实施方式中,也是即使冲头23的前进方向相对于倾斜部5形成锐角,也可不导致其滑动或刀片损坏地高精度形成矩形孔22。
67.另外,形成于倾斜部的孔的形状不限于上述各实施方式的实例,可以是圆形孔,也可以是椭圆形孔。当贯通部为缝时,该缝并不限于直线缝,也可以是弧形缝。
68.并且,在上述各实施方式中,在倾斜方向上相向的贯通部为两个,但也可以在倾斜方向上相向的一方设置一个贯通部,在另一方沿应形成的孔的周缘排列设置多个贯通部,或者也可以在两方分别排列设置多个贯通部。
69.并且,本发明并不排除对冲头进行凸轮驱动。例如,当倾斜部5相对于冲压方向a的倾斜角度(以与冲压方向a正交的情况作为基准的倾斜角度)大时,也有可能利用凸轮。在这种情况下,也不需要通过凸轮改变冲头的前进方向至变得与倾斜部正交。即,不需要增大通过凸轮来实现的冲头前进方向上的变向角度,因此有利于凸轮的平稳运行。
70.并且,不言而喻,本发明并不限于高张力钢板,还可以应用于普通钢板及其他金属板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1