换热器铜管生产用切割装置的制作方法
1.本发明涉及切割器领域,尤其是涉及一种换热器铜管生产用切割装置。
背景技术:
2.铜管原料一般是较长的直段,具体应用在太阳能热水器等产品上时,需切割成一定的长度,以便于安装使用。现有的切割铜管设备均是大型设备,大型的铜管切割设备在切割前,需要经过种种步骤,才能变换切割铜管的切割长度,操作过程较为麻烦,在切割较少数量的铜管时,存在一定的不便。
技术实现要素:
3.为了铜管切割的便利性,本技术提供一种换热器铜管生产用切割装置。
4.本技术提供一种换热器铜管生产用切割装置,采用如下的技术方案:一种换热器铜管生产用切割装置,包括握持部以及与握持部连接的旋转驱动件、定位件,旋转驱动件与握持部转动连接,定位件与握持部固定连接,铜管插接于旋转驱动件,旋转驱动件与定位件之间留有供放置铜管的间隙,旋转驱动件内设置有切割刀,当旋转驱动件到达预设转速时,切割刀的刀锋伸出在旋转驱动件与定位件之间的间隙处。
5.通过采用上述技术方案,将待切割的铜管插接在旋转驱动件上,利用定位件对铜管进行辅助定位,以使得铜管在旋转的过程中,铜管相对旋转动驱动件静止,启动旋转驱动件,以使得旋转驱动件开始旋转,当旋转驱动件旋转到预设的转速时,切割刀的刀锋部分从旋转驱动件处伸出,切割刀在旋转驱动件的带动下,切割铜管。操作的过程中,工作人员可以握住握持部进行操作。通过采用上述方式,可以随处对铜管进行切割,提高了操作的便利性。铜管的切割长度可以根据铜管插入旋转驱动件内的长度随意调节,提高了操作的便利性。
6.可选的,所述旋转驱动件包括中空设置的气压通道,气压通道与握持部转动连接,所述气压通道内固定连接有旋转轴,旋转轴上设置有若干的叶片,叶片的叶面正对气压通道的进气口,握持部上设置有进气口,握持部与气压通道连通,进气口处设置有进气阀,握持部上设置有控制进气阀通断的控制件。
7.通过采用上述技术方案,用充气泵连接进气阀,采用控制件控制进气阀打开,气体从进气阀处进入到气压通道内,因叶片的叶面正对进气口,叶片在气压的推动下绕旋转轴的轴心旋转,利用气压推动叶片旋转,进而带动气压通道旋转的方式,减轻了切割装置整体重量的同时,停止充气时,气压通道停止旋转,减少了污染的产生。
8.可选的,所述旋转驱动件还包括与气压通道连接的外杆,外杆内滑动连接有内杆,内杆的一端插接于气压通道,内杆与气压通道、外杆滑动连接,内杆位于气压通道内的一端套接有复位弹簧,复位弹簧的长度方向与内杆滑动方向一致,外杆远离气压通道的一端设有出刀口,切割刀放置在出刀口处,内杆远离气压通道的一端设置有斜面,切割刀的一端与内杆的倾斜面抵接。
9.通过采用上述技术方案,当气压通道内的压力到达预设值时,位于气压通道一端内的内杆在气压的作用下被推向切割刀方向,内杆与切割刀接触的一端倾斜,因此,在内杆推动的作用下,切割刀的刀锋部分从出刀口伸出,以在旋转时,切割铜管。在气压通道泄压后,复位弹簧带动内杆恢复原位。通过气压驱动的方式,以在气压通道旋转时驱动内杆运动以使得切割刀伸出,减少动力源的设置。同时,切割时,可以随意控制切割铜管的部位。
10.可选的,所述外杆与所述气压通道可拆卸连接。
11.通过采用上述技术方案,方便更换切割刀。
12.可选的,所述气压通道的一端凸设有凸台,外杆的一端固定连接有连接套,连接套与凸台螺纹连接,伸缩弹簧的一端与连接套的内壁抵接。
13.通过采用上述技术方案,通过连接套将外杆与气压通道螺纹连接,以在外杆旋转的过程中,外杆与气压通道连接稳固。拆卸外杆时,转动连接套即可令外杆和内杆分离。
14.可选的,握持部包括握把,握把与气压通道连通,叶片正对握把与气压通道的连通处,气压通道通过密封轴承连接。
15.通过采用上述技术方案,利用密封轴承的密封特性,以使得在气压驱动气压通道旋转的过程中,在不影响气压通道旋转的同时,进入到其他通道内的气体不易从握把和气压通道的连接处泄露。
16.可选的,还包括:气压获取模块,获取气压通道内的气压值并根据该气压值得到旋转轴当前的转速;数据处理模块,用于根据当前的旋转轴转速判断气压通道是否出现泄气;故障警示模块,用于在气压通道出现泄气时,生成故障信息并发出故障提示信号。
17.通过采用上述技术方案,在切割装置长时间使用之后,会出现部件损坏的情况,因此,通过气压获取模块获取气压通道内的气压值计算对应该其他下的旋转轴的转速,再通过数据处理模块对得到的数据行进判断,以确定气压通道是否出现了泄气的情况,如果气压通道出现了泄气的情况,则生成故障提示信号,以提醒切割装置故障,以及时进行处理。
18.可选的,还包括泄气部位定位模块,用于获取气压通道内压强最小的部分以判断该部位是否为泄气口;若是该部位为压强最小的部位,则判定该部位为泄气口。
19.通过采用上述技术方案,根据压强计算公式可知,在面积不变的空间内,压力小的地方压强小,因此,通过检测气压通道内压强变小的部位,便可以获知气压通道出现了泄气的部位。
20.综上所述,本技术具有以下有益效果:1、将待切割的铜管插接在旋转驱动件上,利用定位件对铜管进行辅助定位,以使得铜管在旋转的过程中,铜管相对旋转动驱动件静止,启动旋转驱动件,以使得旋转驱动件开始旋转,当旋转驱动件旋转到预设的转速时,切割刀的刀锋部分从旋转驱动件处伸出,切割刀在旋转驱动件的带动下,切割铜管。操作的过程中,工作人员可以握住握持部进行操作。通过采用上述方式,可以随处对铜管进行切割,提高了操作的便利性。铜管的切割长度可以根据铜管插入旋转驱动件内的长度随意调节,提高了操作的便利性。
21.2、当气压通道内的压力到达预设值时,位于气压通道一端内的内杆在气压的作用下被推向切割刀方向,内杆与切割刀接触的一端倾斜,因此,在内杆推动的作用下,切割刀
的刀锋部分从出刀口伸出,以在旋转时,切割铜管。在气压通道泄压后,复位弹簧带动内杆恢复原位。通过气压驱动的方式,以在气压通道旋转时驱动内杆运动以使得切割刀伸出,减少动力源的设置。同时,切割时,可以随意控制切割铜管的部位。
附图说明
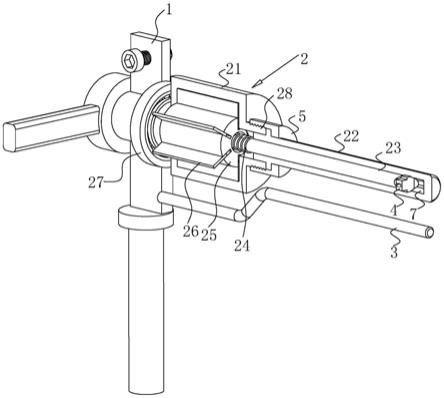
22.图1是本技术一实施中的切割装置的整体结构示意图;图2是本技术一实施例中切割装置的内部结构示意图。
23.附图标记说明:1、握把;2、旋转驱动件;21、气压通道;22、外杆;23、内杆;24、复位弹簧;25、旋转轴;26、叶片;27、密封轴承;28、凸台;3、定位杆;4、切割刀;5、连接套;6、进气阀;7、出刀口。
具体实施方式
24.以下结合附图1-2对本技术作进一步详细说明。
25.本技术实施例公开一种换热器铜管生产用切割装置,参见图1,包括握持部以及与握持部连接的旋转驱动件2、定位件,旋转驱动件2与握持部转动连接,定位件与握持部固定连接,铜管插接于旋转驱动件2,旋转驱动件2与定位件之间留有供放置铜管的间隙,旋转驱动件2内设置有切割刀4,当旋转驱动件2到达预设转速时,切割刀4的刀锋伸出在旋转驱动件2与定位件之间的间隙处。
26.参见图1,旋转驱动件2包括与握持部连接的气压通道21,气压通道21与握持部通过密封轴承27转动连接,气压通道21与握持部连通,握持部上设置有进气口,进气口处设置有进气阀6,进气阀6控制进气口处的气体是否进入握持部内,握持部上设置有控制出气阀通断的控制件。
27.控制件包括打开开关,打开开关与进气阀6信号连接。
28.参见图2,气压通道21内固定连接有旋转轴25,旋转轴25中空设置,旋转轴25上插接有若干叶片26,叶片26远离与旋转轴25固定的一侧与气压通道21的内壁固定连接,叶片26绕旋转轴25的轴线均匀间隔分布,旋转轴25的周向与气压通道21的长度方向垂直。从握把1处进入到气压通道21内的气体吹动叶片26绕旋转轴25的轴线旋转。
29.参见图2,气压通道21的侧壁上开有若干个与气压通道21进气口连通的旁路气道(图中未示出),旁路气道的数量与叶片26的数量一致,旁路气道的出气口倾斜于叶片26的叶面设置以使得旁路气道喷出的气体的路径倾斜于叶片26的叶面。从握把1处进入到气压通道21内的气体部分进入到旁路气道处,从旁路气道喷出的气体推动叶片26旋转。
30.参见图2,旋转驱动件2还包括与气压通道21一端固定连接的外杆22,外杆22的长度方向与气压通道21的长度方向一致,外杆22内滑动连接有内杆23,内杆23的一端插接于旋转轴25内,内杆23与旋转轴25滑动连接,旋转轴25与握把1连通,另一端位于外杆22内,内杆23与旋转轴25、外杆22均滑动连接。
31.参见图2,内杆23位于气压通道21内的端部向外凸设有凸圈,内杆23位于气压通道21内的一端套设有复位弹簧24,复位弹簧24的一端与外杆22的端部抵接。当内杆23在气压通道21内的气压作用下,朝远离气压通道21方向滑动到复位弹簧24压缩的极限值时,内杆23停止滑动;气压通道21内的气压小于复位弹簧24对内杆23施加的推力时,内杆23在复位
弹簧24的作用下复位。
32.参见图2,外杆22远离气压通道21的一端开有出刀口7,切割刀4放置在出刀口7处,切割刀4的刀体呈矩形且与出刀口7的内壁滑动连接,切割刀4的刀体与刀锋的交接处与出刀口7的开口边缘抵接,以使得切割刀4的刀体部分始终位于出刀口7内,内杆23位于外杆22内的端部设置为斜面,切割刀4的刀体与内杆23的斜面贴合且抵接。当内杆23朝向切割刀4方向滑动时,切割刀4在内杆23的驱动下,朝向出刀口7方向滑动以使得切割刀4的刀锋部分伸出在出刀口7外。
33.气压通道21与外杆22可拆卸连接,气压通道21与外杆22连接的一端凸设有圆形的凸台28,外杆22上套接并固定连接有连接套5,连接套5与凸台28螺纹连接。伸缩弹簧与连接套5的内壁抵接。连接套5与外杆22一体成形,连接套5的横截面为“t”型,以保持气压通道21与连接套5之间的密封性。
34.切割装置还包括气压获取模块、数据处理模块、故障警示模块。气压获取模块用于获取气压通道21内的气压值并根据该气压值得到旋转轴25当前的转速;本技术采用气压传感器检测气压通道21内的气压;数据处理模块接收气压传感器检测获取的气压值,并将该气压值根据与旋转轴25转速预设对应关系,得出此时旋转轴25的转速,数据处理模块根据当前旋转轴25的转速与预设的转速进行对比,以判断此时气压通道21内是否出现了泄气的情况。如果检测到气压通道21内的气压小于预设值,则证明此时气压通道21内出现泄气的情况。数据处理模块想故障警示模块发送信号,故障警示模块发出故障提示信号,该信号可以是采用警示灯或者是警示声音或者是警示短信的方式实现警示的功能。
35.切割装置还包括泄气部位定位模块,泄气部位定位模块用于获取气压通道21内压强最小的部分以判断该部位是否为泄气口;若是该部位为压强最小的部位,则判定该部位为泄气口。
36.参见图2,定位件为定位杆3,定位杆3的一端与握把1固定连接,另一端沿着气压通道21、外杆22的长度方向延伸设置。
37.进一步的,在密封轴承27与气压通道21处也可以设置气压检测传感器,以用于检测密封轴承与27气压通道21的连接处是否出现泄气的情况。
38.本技术提供的一种换热器铜管生产用切割装置的实施原理如下:用气泵与进气阀6连接,气体从握把1、密封轴承27处进入到气压通道21内,部分的气体从通道分路喷向叶片26,叶片26在气压的作用下绕轴旋转,旋转轴25和气压通道21在叶片26的带动下旋转,气压通道21带动内杆23和外杆22旋转,同时,内杆23在气压的作用下,向前滑动以推动切割刀4的刀锋伸出在出刀口7外,以在旋转的过程中,切割套在外杆22上的铜管。
39.所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,仅以上述各功能单元、模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能单元、模块完成,即将装置的内部结构划分成不同的功能单元或模块,以完成以上描述的全部或者部分功能。
40.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者
替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1