一种快速判断钢种纵切类型的方法与流程
1.本发明属于钢材生产技术领域,特别涉及一种快速判断钢种纵切类型的方法。
背景技术:
2.随着市场竞争的加剧,钢种越来越多,此时为了提高生产效率,需要中间包连浇。中包连浇炉数对于炼钢的生产、质量和成本有重要的影响。
3.因此在实际冶炼过程中,应减少短浇次,很多炼钢厂采取在线调宽以及余材充当生产组织模式,此模式会导致部分调宽过渡坯以及余材充当板坯需要进行精整。除此之外,为了满足多规格订单模式,提高大生产模式下小数量订单兑现率,需要对部分板坯进行精整处理,既进行纵切处理。但是板坯纵切后容易出现边部质量问题,在热轧轧制成卷后会形成边裂和分层等缺陷。
技术实现要素:
4.本技术的目的在于提供一种快速判断钢种纵切类型的方法,在判断后对板坯进行精整纵切操作,以在保证减少短浇次的生产组织模式和提高大生产模式下的小数量订单兑现率的同时,减少板坯精整后边部质量问题。
5.本发明实施例提供了一种快速判断钢种纵切类型的方法,所述方法包括:
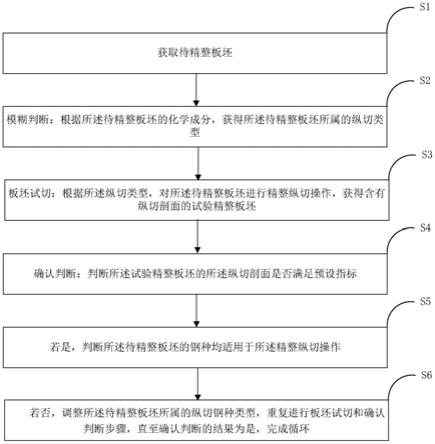
6.获取待精整板坯;
7.模糊判断:根据所述待精整板坯的化学成分,获得所述待精整板坯所属的纵切类型;
8.板坯试切:根据所述纵切类型,对所述待精整板坯进行精整纵切操作,获得含有纵切剖面的试验精整板坯;
9.确认判断:判断所述试验精整板坯的所述纵切剖面是否满足预设指标;
10.若是,判断所述待精整板坯的钢种均适用于所述精整纵切操作;
11.若否,调整所述待精整板坯所属的纵切钢种类型,重复进行板坯试切和确认判断步骤,直至确认判断的结果为是,完成循环。
12.可选的,所述纵切类型包括禁止纵切类型或可纵切类型;所述可纵切类型包括可中间纵切类型和可边部纵切类型。
13.可选的,所述禁止纵切类型的钢坯包括高碳钢、高锰钢和高级别管线钢,以质量分数计,所述高碳钢的碳含量≥0.30%,所述高锰钢的锰含量≥1.70%,所述高级别管线钢的碳含量≤0.08%,所述高级别管线钢的锰含量≥1.8%,所述高级别管线钢的铌含量为0.03%-0.05%,所述高级别管线钢的钛含量≤0.02%。
14.可选的,所述可中间纵切类型的钢坯包括低碳钢和超低碳钢,以质量分数计,所述低碳钢的碳含量≤0.10%,所述低碳钢的锰含量≤0.50%,所述超低碳钢的碳含量≤0.03%,所述超低碳钢的锰含量≤0.03%;所述可纵切类型均属于所述可边部纵切类型。
15.可选的,所述可边部纵切类型的精整纵切操作的单边允许切边量≤75mm。
16.可选的,所述精整纵切操作的切割枪中心线与所述待精整板坯的表面垂直,所述精整纵切操作的切割速度为0.3m/min-0.4m/min。
17.可选的,所述预设指标为所述纵切剖面无裂纹缺陷、缩孔缺陷和疏松缺陷。
18.可选的,所述精整纵切操作中,还包括对纵切产生的豁口进行平滑处理和对切割渣瘤进行清扫。
19.可选的,所述方法还包括:
20.精准判断:根据数据库信息,获得所述待精整板坯所属的纵切类型;
21.建立数据库:将确认判断步骤中判断为是的钢种和纵切类型进行记录,获得所述数据库。
22.可选的,所述方法还包括:将判断所述待精整板坯的钢种均适用于所述精整纵切操作后的所述钢种对应的板坯按目标宽度进行精整纵切操作,获得精整板坯;所述精整板坯的宽度和所述目标宽度的偏差≤25mm。
23.本发明实施例中的一个或多个技术方案,至少具有如下技术效果或优点:
24.本发明实施例提供的快速判断钢种纵切类型的方法,获取待精整板坯;模糊判断:根据待精整板坯的化学成分,获得待精整板坯所属的纵切类型;板坯试切:根据纵切类型,对待精整板坯进行精整纵切操作,获得含有纵切剖面的试验精整板坯;确认判断:判断试验精整板坯的纵切剖面是否满足预设指标;若是,判断待精整板坯的钢种均适用于精整纵切操作;在判断后对板坯进行精整纵切操作,既减少了短浇次,又能够减少采取在线调宽以及余材充当生产组织模式下产生的部分调宽过渡坯以及余材充当的板坯,还能够提高大生产模式下的小数量订单兑现率,并且精整后的板坯边部质量得到了有效控制。
25.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
26.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
27.图1是本发明实施例提供的方法的流程图。
具体实施方式
28.下文将结合具体实施方式和实施例,具体阐述本发明,本发明的优点和各种效果将由此更加清楚地呈现。本领域技术人员应理解,这些具体实施方式和实施例是用于说明本发明,而非限制本发明。
29.在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。
30.除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等,均可通过
市场购买得到或者可通过现有方法制备得到。
31.本技术实施例的技术方案为解决上述技术问题,总体思路如下:
32.根据本发明一种典型的实施方式,提供了一种快速判断钢种纵切类型的方法,所述方法包括:
33.s1.初步判断板坯的钢种为禁止纵切类型或可纵切类型,所述可纵切类型包括可中间纵切类型和可边部纵切类型;
34.申请人在发明过程中发现:部分钢种用途特殊,部分钢种容易出现中心疏松,纵切后缺陷裸露到表层,轧制过程中无法愈合,所以对下列钢种禁止纵切(即禁止纵切类型):高碳钢(碳含量≥0.30%)、高锰钢(锰含量≥1.70%)和高级别管线钢(碳含量≤0.08%,锰含量≥1.8%,铌含量0.03%-0.05%,钛含量≤0.02%)。
35.除了上述禁止纵切的钢种,其余钢种均可边部纵切,为了避免纵切后三角区区域存在疏松、裸露,单边允许切边量≤75mm,并且应先组织一块板坯进行纵切,检验无缺陷后再组织其他板坯逐一纵切。
36.可中间纵切类型包括:低碳钢(碳含量≤0.10%、锰含量≤0.50%)和超低碳钢(碳含量≤0.03%、锰含量≤0.03%)可以中间纵切。
37.s2.将属于可中间纵切类型或可边部纵切类型的板坯按目标宽度进行对应的纵切操作,获得试验精整板坯;
38.作为一种可选的实施方式,对于纵切操作的要求有:在切割前要检查烧嘴状态,保证烧嘴通畅。切割枪中心线要与板坯表面保持垂直,切割枪烧嘴行进方向与切割线重合。
39.为了保证纵切后的板坯宽度,切缝按8mm考虑,在确定切割线时要提前预留。
40.切割速度按照0.3-0.4m/min控制,切割速度过快会造成切割效果差,切割渣瘤严重,增加处理时间和降低处理效率。
41.s3.将所述试验精整板坯的纵切剖面进行检验;
42.作为一种可选的实施方式,对于检验的要求有:检验板坯纵切剖面,不得存在裂纹、缩孔、疏松等缺陷,当出现以上内部缺陷时进行判废处理,停止同钢种后续板坯纵切;对切割过程中出现的豁口缺陷必须进行平滑处理,对切割渣瘤清扫干净
43.s3.1.若检验不合格,将板坯划入其他钢种;
44.例如在初步判断板坯为可纵切钢种的边部纵切钢种,在进行边部纵切时,发下剖面存在以上缺陷,故将该板坯记为禁止纵切钢种。
45.s3.2.若检验合格,将板坯继续进行对应的纵切操作,获得精整板坯和钢种信息,对纵切后的精整板坯进行尺寸测量;经过测量和检验合格后,直接进入后道工序;
46.s4.将所述钢种信息进行记录,获得钢种信息数据库。
47.在实际生产中,不断的完善钢种信息数据库,使得钢种信息数据库足以适用于几乎所有钢种,以便在需要对板坯进行精整时,快速判断该钢种适不适用于纵切,适用于何种纵切,板坯的使用调度更加灵活,使得大生产模式下的小数量订单兑现率大大提高,并且能够保证纵切后的边部质量。
48.作为一种可选的实施方式,精整板坯的宽度和所述目标宽度的偏差≤25mm,若不满足,对板坯实际尺寸进行取整下修约,指导计划人员排产。对于合格的板坯,直接进入后道工序。
49.下面将结合实施例对本技术的板坯精整的方法进行详细说明。
50.实施例1
51.待精整铸坯为:高级别管线钢x80;板坯宽度不符合订单要求,初步判断属于边部纵切钢种,采取双边纵切45mm,按照8mm切缝预留,切割后检验板坯纵切剖面,存在裂纹缺陷,证明此类钢种为禁止纵切钢种。
52.实施例2
53.待精整铸坯为:低碳钢(sphc),牌号sphc钢种板坯宽度2000mm,无正式订单,为降低板坯库存,初步判断为中间纵切钢种,采用中间纵切的方式,可以用于轧制950mm宽度规格正式订单。切割前检查烧嘴,保证烧嘴通畅。切割线保证与板坯宽度中心线重合。切割完毕后,检验板坯纵切剖面,不存在裂纹、缩孔、疏松等缺陷,对切割过程中出现的豁口缺陷进行平滑处理,对切割渣瘤清扫干净,切割后进行尺寸测量,满足要求后的板坯进入后道工序进行轧制。
54.实施例3
55.待精整铸坯为:超低碳钢(sdc06),1300mm宽度规格高级别表面要求订单欠量20吨,板坯库内有一块1700mm宽度同钢种同级别sdc06板坯,仅依靠热轧减宽轧制无法使用。为了避免短浇次,判断属于边部纵切钢种,采取双边纵切,将板坯宽度由1700mm至1500mm,辅以减宽轧制即可满足订单需求。
56.采取双边纵切的方式,首先测量板坯头尾两端面宽度的中心点,连接两中心点确定板坯纵向中心线,再沿中心线向两侧各返纵切后板坯目标宽度值的一半,确定两条切割线,两条切割线保证与纵向中心线平行。在切割前检查了烧嘴,烧嘴通畅,且割枪中心线与板坯表面保持垂直,切割枪烧嘴行进方向与切割线重合。考虑到切缝8mm,最终切割按照边部92mm确定切割先后进行切割。切割完毕后,检验板坯纵切剖面,不存在裂纹、缩孔、疏松等缺陷,对切割过程中出现的豁口缺陷进行平滑处理,对切割渣瘤清扫干净,切割后进行尺寸测量为1500mm,此板坯进入后道工序。
57.本发明实施例中的一个或多个技术方案,至少还具有如下技术效果或优点:
58.本发明实施例方法既减少了短浇次,又能够减少采取在线调宽以及余材充当生产组织模式下产生的部分调宽过渡坯以及余材充当的板坯,还能够提高大生产模式下的小数量订单兑现率,并且精整后的板坯边部质量得到了有效控制。
59.最后,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
60.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
61.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1