一种屏幕高速智能组装设备及其使用方法与流程
本发明涉及手机屏幕组装领域,特别是一种屏幕高速智能组装设备及其使用方法。
背景技术:
1、智能手机组装时,需要进行lcm治具、手机治具之间的贴合式组装。通常采用手工组装,手动组装先给表壳的表框一圈涂胶,人工用吸盘吸住表盘屏幕目测组装,效率低,手法不熟练容易组装跑位,表盘位置不正,每个人是手法不同,组装的误差也很大。另一种组装方式是采用机械手相机ccd自动对位组装。现有技术中的机械手相机ccd自动对位组装自动化程度较低,效率低,成本非常高,无法通过xyz旋转加送料。
2、因此,需要设计一种智能手机屏幕自动化组装设备,该设备通过xyz轴加送料模组,ccd拍照补正,进行lcm治具、手机治具之间的贴合式组装,效率高,适合大批量生产。
3、因此,现有技术存在缺陷,需要改进。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种屏幕高速智能组装设备及其使用方法。
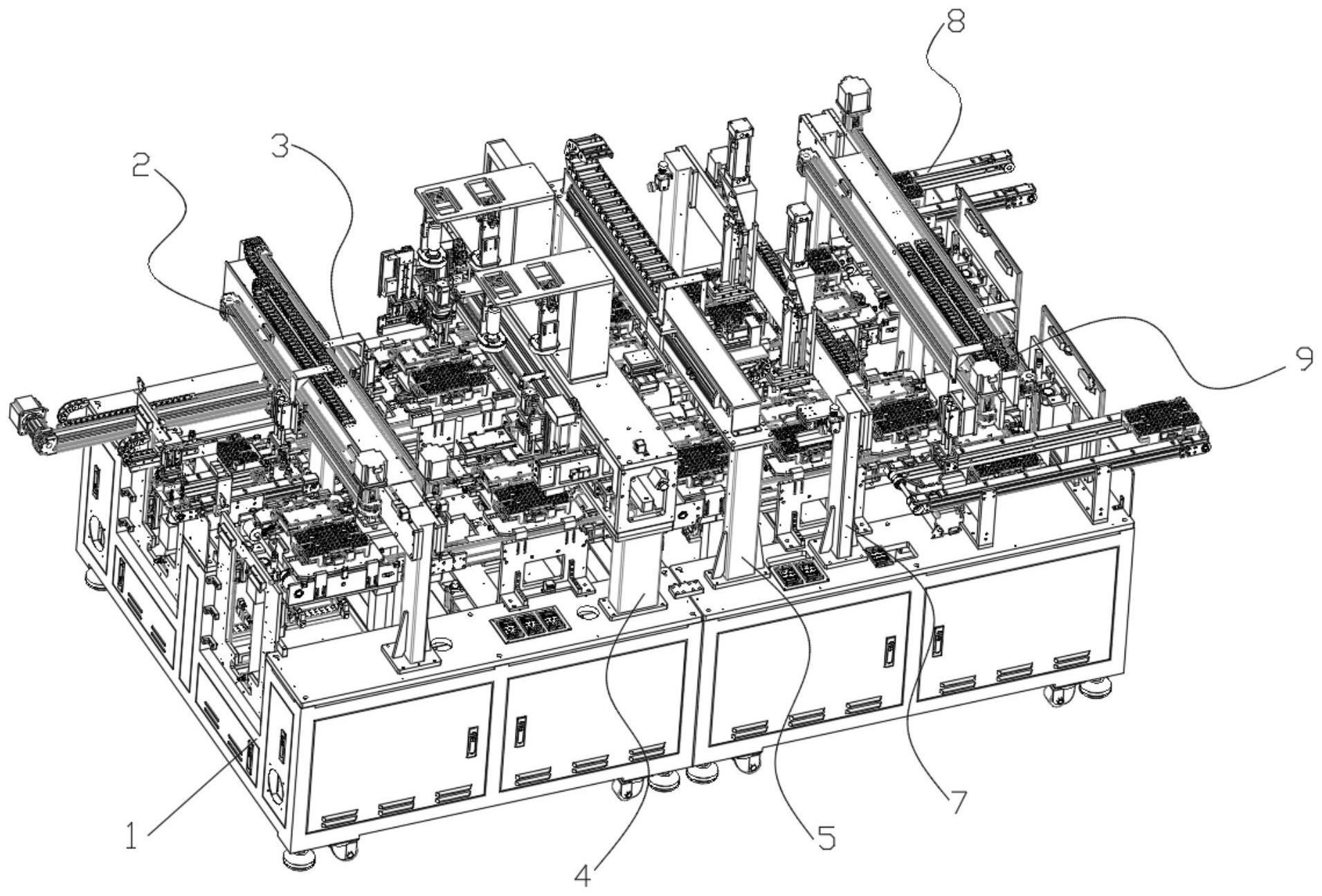
2、实现上述目的本发明的技术方案为,一种屏幕高速智能组装设备,包括运行安装操作台,所述运行安装操作台上设置有手机中框上料装置、手机屏上料装置、手机屏组装装置、搭边检测装置、ng下料装置、压合装置、产品盒上料装置和成品下料装置,所述手机中框上料装置和手机屏上料装置安装在第一吊臂上的两侧位置,且所述第一吊臂设置于所述运行安装操作台的一端;
3、所述手机屏组装装置安装在第二吊臂上,所述第二吊臂设置于所述第一吊臂沿皮带输送线运行方向的一侧;
4、所述搭边检测装置安装在第三吊臂上,所述第三吊臂设置于所述第二吊臂沿皮带输送线运行方向的一侧;
5、所述ng下料装置设置于所述第三吊臂一侧的柱脚位置;
6、所述压合装置安装在第四吊臂上,所述第四吊臂设置于所述第三吊臂沿皮带输送线运行方向的一侧;
7、所述产品盒上料装置和成品下料装置安装在第五吊臂上,所述第五吊臂设置于所述第四吊臂沿皮带输送线运行方向的一侧,且所述第五吊臂设置于所述运行安装操作台的一端。
8、作为对本发明的进一步说明,所述手机中框上料装置包括设置于所述第一吊臂侧面上的第一x轴滑轨,所述第一x轴滑轨上设置有第一滑块,所述第一滑块上安装有第一z轴伸缩吸取器,所述第一x轴滑轨的一端设置有第一驱动电机。
9、作为对本发明的进一步说明,所述手机屏上料装置包括设置于所述第一吊臂侧面上的第二x轴滑轨,所述第二x轴滑轨上设置有第二滑块,所述第二滑块上安装有第二z伸缩吸取器,所述第二x轴滑轨的一端设置有第二驱动电机。
10、作为对本发明的进一步说明,所述手机屏组装装置包括呈工字型的第二吊臂,所述第二吊臂包括上安装板和下安装板,所述下安装板上设置有第三x轴滑轨,所述第三x轴滑轨上设置有第三滑块,所述第三滑块上设置有第一z轴滑动组件,所述第一z轴滑动组件的侧面连接有屏幕吸取器,所述上安装板上固定安装有支撑架,所述支撑架上设置有若干定位摄像头,所述第三x轴滑轨、第三滑块、第一z轴滑动组件、屏幕吸取器、支撑架和定位摄像头在第二吊臂上沿x轴方向呈对称分布设置。
11、作为对本发明的进一步说明,所述搭边检测装置和ng下料装置包括设置于所述第三吊臂上的第四x轴滑轨,所述第四x轴滑轨上设置有第四滑块,所述第四滑块的下方连接有y轴滑轨,所述y轴滑轨上设置有第一z轴伸缩组件,所述第一z轴伸缩组件的底部的两端分别设置有ng抓取组件和3d检测传感器。
12、作为对本发明的进一步说明,所述ng下料装置设置于所述第三吊臂和第四吊臂之间,所述ng下料装置包括工字架,所述工字架的安装台上设置有ng下料皮带线,所述工字架的内部固定安装有ng下料电机。
13、作为对本发明的进一步说明,所述压合装置包括设置于所述第四吊臂一侧上的第五x轴滑轨,所述第四吊臂的另一侧设置有下压顶进组件,所述第五x轴滑轨上设置有第六滑块,所述第六滑块上设置有第二z轴滑动组件,所述第二z轴滑动组件上设置有呈l形的扣合夹爪组件,所述下压顶进组件包括固定在第四吊臂上的固定板,所述固定板上端设置有保压气缸,所述下压气缸通过顶杆组件连接压合组件,所述压合组件包括压板,所述压板通过滑动螺栓连接压板下部的定位条,所述定位条对应的压板位置开设有用于固定安装弹簧的槽孔。
14、作为对本发明的进一步说明,所述产品盒上料装置包括设置于所述第五吊臂一侧上的第六x轴滑轨,所述第六x轴滑轨上设置有第七滑块,所述第七滑块上设置有设置有第二z轴伸缩组件,所述第二z轴伸缩组件上设置有产品盒夹具,所述第六x轴滑轨下方设置有产品盒上料皮带线。
15、作为对本发明的进一步说明,所述成品下料装置包括设置于所述第五吊臂一侧上的第七x轴滑轨,所述第七x轴滑轨上设置有第八滑块,所述第八滑块上设置有第三z轴伸缩组件,所述第三z轴伸缩组件上设置有产品夹具,所述第七x轴滑轨下方设置有产品下料皮带线。
16、一种屏幕高速智能组装设备的使用方法,包括以下步骤:
17、s1、上料,工作人员将手机中框由上料皮带线流入设备,手机中框上料装置中的第一z轴伸缩吸取器将手机中框吸取起来,沿着第一x轴滑轨和第一z轴伸缩吸取器移动方向移送到保压治具底模上,即中框上料完成;工作人员将手机屏由上料皮带线流入设备,手机屏上料装置中的第二z伸缩吸取器将手机中框吸取起来,沿着第一x轴滑轨和第一z轴伸缩吸取器移动方向移送到屏治具上,即手机屏上料完成;
18、s2、组装,手机屏组装装置中的屏幕吸取器将从皮带输送线传输过来的手机屏吸取起来,沿着第三x轴滑轨和第一z轴滑动组件移动方向移送到手机中框上方,通过定位摄像头进行位置精确确认,确认无误后通过第一z轴滑动组件带动手机屏沿着z轴进行下压组装,即完成手机屏和手机中框的组装;
19、s3、检测,搭边检测装置对从皮带输送线传输过来组装品进行检测,通过3d检测传感器对手机中框和手机屏的搭接的边角进行缝隙尺寸的检测,检测手机屏的贴合状态,若检测合格,则继续通过皮带输送线流入下一道工序,若出现不良品,则通过ng抓取组件将不良品沿着第四x轴滑轨x轴、y轴滑轨和第一z轴伸缩组件移动方向进行移送,转移到ng下料皮带线上,将不良品从本设备移送出去;
20、s4、压合,检测完成后的组装品沿着皮带输送线移送到保压位置,扣合夹爪组件沿着压合装置上的第二z轴滑动组件在z轴方向先将保压上模抓取起来,然后在第五x轴滑轨和第二z轴滑动组件移动方向上进行移送,放到下模上,接着保压气缸下压进行保压,下压顶进组件带动压板下部的定位条对组装品进行压合;
21、s5、下料,产品盒上料皮带线将产品盒运送到第六x轴滑轨下方,通过产品盒夹具将产品盒沿着第六x轴滑轨和第二z轴伸缩组件移动方向移送到产品下料皮带线,产品下料皮带线先反向运输,将产品盒移送到第七x轴滑轨下方,成品下料装置中的产品夹具将产品产品夹起,沿着第七x轴滑轨和第三z轴伸缩组件移动方向移送到产品盒中,产品下料皮带线正向运输,将组装完成入盒的产品输送出来;
22、s6、依次重复s1、s2、s3、s4和s5的步骤。
23、其有益效果在于,①设备采用左进右出的在线式工作方式,如从左到右依次是手机中框上料装置、手机屏上料装置、手机屏组装装置、搭边检测装置、ng下料装置、压合装置、产品盒上料装置和成品下料装置,节省工作占用空间,合理分配工位;
24、②设备采用多工位独立式设计,手机中框上料装置和手机屏上料装置对应的是上料工艺,手机屏组装装置对应的是完成组装品,搭边检测装置和ng下料装置对应的是检测步骤,压合装置对应的是成品的压合工艺,产品盒上料装置和成品下料装置对应的是产品入盒和出产线的步骤。各工位前后互相递进配合,工位间动作互不干扰,大大提高设备效率;
25、③具备检测功能,通过3d检测传感器对手机中框和手机屏的搭接的边角进行缝隙尺寸的检测,检测手机屏的贴合状态,保证在静置保压前屏幕组装完全符合标准,避免非合格组装品流入保压工序造成浪费;
26、④采用plc总线控制,触控式触摸屏人机交互。
- 还没有人留言评论。精彩留言会获得点赞!