一种全自动超声波焊接组装测试设备及方法与流程
1.本发明涉及工件自动组装焊接设备,尤其涉及一种全自动超声波焊接组装测试设备。
背景技术:
2.现有技术中,对于一些具有盒盖等构件的盒体工件而言,其一般需要通过超声波焊接方式将盒盖、盒体等构件焊接成型,现有的加工手段,通常是人工配合使用一些焊接机构、上下料机构等实现手动焊接、转送、组装等,这种方式的加工效率低下,而且人工成本较高,此外,组装后的产品一致性以及合格率也无法满足品质要求。
技术实现要素:
3.本发明要解决的技术问题在于,针对现有技术的不足,提供一种具有自动化生产功能,同时组装效率高效,有助于节省成产成本的全自动超声波焊接组装测试设备及方法。
4.为解决上述技术问题,本发明采用如下技术方案。
5.一种全自动超声波焊接组装测试设备,所述设备用于对工件进行组装和测试,所述工件包括有盒体,所述盒体的顶部盖合有盒盖,所述盒体上插设有圆筒,所述圆筒的顶端盖合有圆盖,且所述圆盖与所述盒盖相邻设置;所述设备包括有上料机器人、盒盖上料机构、盒盖焊接转盘、盒盖超声波焊接机构、组装转盘、圆盖超声波焊接机构、圆筒圆盖焊接转台、圆筒上料机构和圆盖上料机构,所述盒盖焊接转盘与所述组装转盘之间设有第一转运机械手,所述圆筒圆盖焊接转台与所述组装转盘之间设有第二转运机械手,其中:所述上料机器人用于向所述盒盖焊接转盘装入所述盒体;所述盒盖上料机构用于向所述盒盖焊接转盘上的所述盒体上装入盒盖;所述盒盖超声波焊接机构用于将所述盒盖焊接于所述盒体上;所述第一转运机械手用于将焊接有所述盒盖的所述盒体转运至所述组装转盘;所述圆筒上料机构用于向所述圆筒圆盖焊接转台装入所述圆筒;所述圆盖上料机构用于向所述圆筒圆盖焊接转台上的所述圆筒顶端装入所述圆盖;所述圆盖超声波焊接机构用于将所述圆盖焊接于所述圆筒的顶端;所述第二转运机械手用于将焊接有所述圆盖的所述圆筒插装于所述组装转盘上的所述盒体内。
6.优选地,包括有一出料机构,所述出料机构与所述组装转盘之间设有下料机构,所述下料机构用于从所述组装转盘上取出焊接完成的所述工件并放置于所述出料机构。
7.优选地,所述出料机构的相邻处设有用于对所述工件进行气密检测的测试机构。
8.优选地,所述上料机器人的相邻处设有上料支架,所述上料支架上放置有用于装载所述盒体的吸塑盘。
9.优选地,所述盒盖上料机构包括有盒盖上料振动盘,所述盒盖上料振动盘的出料端设有盒盖上料机械手,所述盒盖上料机械手用于从所述盒盖上料振动盘的出料端拾取所述盒盖并盖合于所述盒盖焊接转盘上的所述盒体顶端。
10.优选地,所述盒盖焊接转盘上设有四个盒盖焊接工位,每个盒盖焊接工位上设有
一用于装载所述盒体的第一盒体治具。
11.优选地,所述组装转盘上设有四个工件组装工位,每个工件组装工位上设有一用于装载所述盒体的第二盒体治具。
12.优选地,所述圆筒圆盖焊接转台上设有四个组装工位,每个组装工位上设有一用于装载所述圆筒的圆筒治具。
13.优选地,所述圆筒上料机构包括有圆筒上料振动盘,所述圆筒上料振动盘的出料端设有圆筒上料机械手,所述圆筒上料机械手用于从所述圆筒上料振动盘的出料端拾取所述圆筒并装入所述圆筒治具内。
14.优选地,所述圆盖上料机构包括有圆盖上料振动盘,所述圆盖上料振动盘的出料端设有圆盖上料机械手,所述圆盖上料机械手用于从所述圆盖上料振动盘的出料端拾取所述圆盖并装于所述圆筒治具内的所述圆筒顶端。
15.一种全自动超声波焊接组装测试方法,该方法基于一设备实现,所述设备用于对工件进行组装和测试,所述工件包括有盒体,所述盒体的顶部盖合有盒盖,所述盒体上插设有圆筒,所述圆筒的顶端盖合有圆盖,且所述圆盖与所述盒盖相邻设置,所述设备包括有上料机器人、盒盖上料机构、盒盖焊接转盘、盒盖超声波焊接机构、组装转盘、圆盖超声波焊接机构、圆筒圆盖焊接转台、圆筒上料机构和圆盖上料机构,所述盒盖焊接转盘与所述组装转盘之间设有第一转运机械手,所述圆筒圆盖焊接转台与所述组装转盘之间设有第二转运机械手,所述方法包括:盒体上料步骤:利用所述上料机器人向所述盒盖焊接转盘装入所述盒体;盒盖上料步骤:利用所述盒盖上料机构向所述盒盖焊接转盘上的所述盒体上装入盒盖;盒盖焊接步骤:利用所述盒盖超声波焊接机构将所述盒盖焊接于所述盒体上,之后利用所述第一转运机械手将焊接有所述盒盖的所述盒体转运至所述组装转盘;圆筒上料步骤:利用所述圆筒上料机构向所述圆筒圆盖焊接转台装入所述圆筒;圆盖上料步骤:利用所述圆盖上料机构向所述圆筒圆盖焊接转台上的所述圆筒顶端装入所述圆盖;圆盖焊接步骤:利用所述圆盖超声波焊接机构将所述圆盖焊接于所述圆筒的顶端。组装步骤:利用所述第二转运机械手将焊接有所述圆盖的所述圆筒插装于所述组装转盘上的所述盒体内。
16.优选地,所述设备包括有一出料机构,所述出料机构与所述组装转盘之间设有下料机构,所述方法包括有出料步骤:利用所述下料机构从所述组装转盘上取出焊接完成的所述工件并放置于所述出料机构。
17.优选地,所述设备包括有一测试机构,所述方法包括有气密性测试步骤:利用所述测试机构对所述出料机构上的所述工件进行气密检测。
18.本发明公开的全自动超声波焊接组装测试设备中,基于所述上料机器人、盒盖上料机构、盒盖焊接转盘、盒盖超声波焊接机构、组装转盘、圆盖超声波焊接机构、圆筒圆盖焊接转台、圆筒上料机构、圆盖上料机构、第一转运机械手和第二转运机械手的配合,能够由两侧向中间全自动完成盒体上料步骤、盒盖上料步骤、盒盖焊接步骤、圆筒上料步骤、圆盖上料步骤、圆盖焊接步骤以及组装步骤,整个过程无需人工操作,因此相比现有技术而言,本发明更具自动化生产功能,同时组装效率高效,大大节省了人工成本,较好地满足了生产要求。
附图说明
19.图1为本发明全自动超声波焊接组装测试设备的立体图;
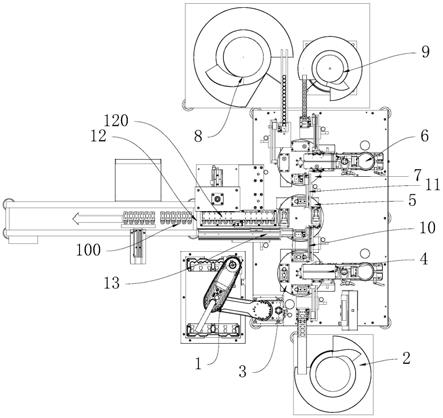
20.图2为本发明全自动超声波焊接组装测试设备的俯视图;
21.图3为本发明全自动超声波焊接组装测试设备的局部结构图一;
22.图4为本发明全自动超声波焊接组装测试设备的局部结构图二;
23.图5为本发明全自动超声波焊接组装测试设备的局部结构图三;
24.图6为工件的结构图;
25.图7为工件的分解图。
具体实施方式
26.下面结合附图和实施例对本发明作更加详细的描述。
27.本发明公开了一种全自动超声波焊接组装测试设备,结合图1至图7所示,所述设备用于对工件100进行组装和测试,所述工件100包括有盒体101,所述盒体101的顶部盖合有盒盖102,所述盒体101上插设有圆筒103,所述圆筒103的顶端盖合有圆盖104,且所述圆盖与所述盒盖102相邻设置;
28.所述设备包括有上料机器人1、盒盖上料机构2、盒盖焊接转盘3、盒盖超声波焊接机构4、组装转盘5、圆盖超声波焊接机构6、圆筒圆盖焊接转台7、圆筒上料机构8和圆盖上料机构9,所述盒盖焊接转盘3与所述组装转盘5之间设有第一转运机械手10,所述圆筒圆盖焊接转台7与所述组装转盘5之间设有第二转运机械手11,其中:
29.所述上料机器人1用于向所述盒盖焊接转盘3装入所述盒体101;
30.所述盒盖上料机构2用于向所述盒盖焊接转盘3上的所述盒体101上装入盒盖102;
31.所述盒盖超声波焊接机构4用于将所述盒盖102焊接于所述盒体101上;
32.所述第一转运机械手10用于将焊接有所述盒盖102的所述盒体101转运至所述组装转盘5;
33.所述圆筒上料机构8用于向所述圆筒圆盖焊接转台7装入所述圆筒103;
34.所述圆盖上料机构9用于向所述圆筒圆盖焊接转台7上的所述圆筒103顶端装入所述圆盖104;
35.所述圆盖超声波焊接机构6用于将所述圆盖104焊接于所述圆筒103的顶端;
36.所述第二转运机械手11用于将焊接有所述圆盖104的所述圆筒103插装于所述组装转盘5上的所述盒体101内。
37.上述设备中,基于所述上料机器人1、盒盖上料机构2、盒盖焊接转盘3、盒盖超声波焊接机构4、组装转盘5、圆盖超声波焊接机构6、圆筒圆盖焊接转台7、圆筒上料机构8、圆盖上料机构9、第一转运机械手10和第二转运机械手11的配合,能够由两侧向中间全自动完成盒体上料步骤、盒盖上料步骤、盒盖焊接步骤、圆筒上料步骤、圆盖上料步骤、圆盖焊接步骤以及组装步骤,整个过程无需人工操作,因此相比现有技术而言,本发明更具自动化生产功能,同时组装效率高效,大大节省了人工成本,较好地满足了生产要求。
38.为了方便下料出料,本实施例包括有一出料机构12,所述出料机构12与所述组装转盘5之间设有下料机构13,所述下料机构13用于从所述组装转盘5上取出焊接完成的所述工件100并放置于所述出料机构12。
39.本实施例还具有自动检测功能,具体是指,所述出料机构12的相邻处设有用于对所述工件100进行气密检测的测试机构120。
40.作为一种优选方式,所述上料机器人1的相邻处设有上料支架14,所述上料支架14上放置有用于装载所述盒体101的吸塑盘15。此外,所述上料机器人1还用于将所述上料支架14上空的吸塑盘15取下并放置于收集工位。
41.关于所述盒盖上料机构2的优选结构,本实施例中,所述盒盖上料机构2包括有盒盖上料振动盘20,所述盒盖上料振动盘20的出料端设有盒盖上料机械手21,所述盒盖上料机械手21用于从所述盒盖上料振动盘20的出料端拾取所述盒盖102并盖合于所述盒盖焊接转盘3上的所述盒体101顶端。
42.为了更好地装载所述盒体101,本实施例中,所述盒盖焊接转盘3上设有四个盒盖焊接工位,每个盒盖焊接工位上设有一用于装载所述盒体101的第一盒体治具30。
43.相应地,所述组装转盘5上设有四个工件组装工位,每个工件组装工位上设有一用于装载所述盒体101的第二盒体治具50。
44.作为一种优选方式,所述圆筒圆盖焊接转台7上设有四个组装工位,每个组装工位上设有一用于装载所述圆筒103的圆筒治具70。
45.关于所述圆筒上料机构8的优选结构,本实施例中,所述圆筒上料机构8包括有圆筒上料振动盘80,所述圆筒上料振动盘80的出料端设有圆筒上料机械手81,所述圆筒上料机械手81用于从所述圆筒上料振动盘80的出料端拾取所述圆筒103并装入所述圆筒治具70内。
46.进一步地,所述圆盖上料机构9包括有圆盖上料振动盘90,所述圆盖上料振动盘90的出料端设有圆盖上料机械手91,所述圆盖上料机械手91用于从所述圆盖上料振动盘90的出料端拾取所述圆盖104并装于所述圆筒治具70内的所述圆筒103顶端。
47.本实施例优选采用三个振动盘来实现盒盖102、圆筒103和圆盖104的自动上料、送料功能,这种送料机构的结构稳定,输送效率高,特别适合应用于本发明自动化组装测试设备中。
48.为了更好地描述本发明的技术方案,本发明还公开了一种全自动超声波焊接组装测试方法,结合图1至图7所示,该方法基于一设备实现,所述设备用于对工件100进行组装和测试,所述工件100包括有盒体101,所述盒体101的顶部盖合有盒盖102,所述盒体101上插设有圆筒103,所述圆筒103的顶端盖合有圆盖104,且所述圆盖与所述盒盖102相邻设置,所述设备包括有上料机器人1、盒盖上料机构2、盒盖焊接转盘3、盒盖超声波焊接机构4、组装转盘5、圆盖超声波焊接机构6、圆筒圆盖焊接转台7、圆筒上料机构8和圆盖上料机构9,所述盒盖焊接转盘3与所述组装转盘5之间设有第一转运机械手10,所述圆筒圆盖焊接转台7与所述组装转盘5之间设有第二转运机械手11,所述方法包括:
49.盒体上料步骤:利用所述上料机器人1向所述盒盖焊接转盘3装入所述盒体101;
50.盒盖上料步骤:利用所述盒盖上料机构2向所述盒盖焊接转盘3上的所述盒体101上装入盒盖102;
51.盒盖焊接步骤:利用所述盒盖超声波焊接机构4将所述盒盖102焊接于所述盒体101上,之后利用所述第一转运机械手10将焊接有所述盒盖102的所述盒体101转运至所述组装转盘5;
52.圆筒上料步骤:利用所述圆筒上料机构8向所述圆筒圆盖焊接转台7装入所述圆筒103;
53.圆盖上料步骤:利用所述圆盖上料机构9向所述圆筒圆盖焊接转台7上的所述圆筒103顶端装入所述圆盖104;
54.圆盖焊接步骤:利用所述圆盖超声波焊接机构6将所述圆盖104焊接于所述圆筒103的顶端。
55.组装步骤:利用所述第二转运机械手11将焊接有所述圆盖104的所述圆筒103插装于所述组装转盘5上的所述盒体101内。
56.作为一种优选方式,所述设备包括有一出料机构12,所述出料机构12与所述组装转盘5之间设有下料机构13,所述方法包括有出料步骤:利用所述下料机构13从所述组装转盘5上取出焊接完成的所述工件100并放置于所述出料机构12。
57.进一步地,所述设备包括有一测试机构120,所述方法包括有气密性测试步骤:利用所述测试机构120对所述出料机构12上的所述工件100进行气密检测。
58.以上所述只是本发明较佳的实施例,并不用于限制本发明,凡在本发明的技术范围内所做的修改、等同替换或者改进等,均应包含在本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1