一种激光功率实时在线监测装置及方法和激光加工系统与流程
1.本发明涉及激光加工技术领域,具体涉及一种激光功率实时在线监测装置及方法和激光加工系统。
背景技术:
2.高功率激光在工业加工领域具有重要的应用。近年来随着光纤激光技术的发展,高功率光纤激光器的市场占有率近年来逐年上升,已成为工业加工中最常用的激光器类型。目前,工业用激光加工主流设备在1kw~10kw之间,高端设备输出功率已达到10kw以上,最高可达30kw甚至40kw。据中国激光加工专委会统计,2020年国产光纤激光器中大功率产品(1kw~10kw)出货5.5万台、超大功率产品(》10kw)出货1500台,且国产化率进一步提升。
3.功率的准确测量对于保障激光加工产品质量十分重要,不管是激光焊接应用还是激光切割应用都需要准确控制激光器的输出功率,因此在激光器和激光加工装备出厂前都要对其输出功率进行准确定标。另外,由于激光器在长时间使用过程中会出现功率衰减,影响加工效果与质量,因此,在激光器和激光加工装备使用过程中也需要定期使用激光功率计对其输出功率进行测量校准。
4.传统高功率激光测量方法主要采用量热方法。量热方法通过吸收材料将高功率激光全部吸收并转化成热量,通过测量装置中热沉或水的温度升高量得到激光功率。测量的功率越高装置的体积越大,成本也越高,同时需要配备相应的大功率水冷装置对功率计进行冷却。此外,量热型功率计不能在激光加工过程中使用,无法实现加工过程的功率在线监测。
技术实现要素:
5.本发明所要解决的技术问题是提供一种激光功率实时在线监测装置及方法和激光加工系统,旨在解决现有技术中的问题。
6.本发明解决上述技术问题的技术方案如下:
7.一种激光功率实时在线监测装置,包括外壳、称重模块、监测模块、传感反射组件、入射接头和至少一个出射接头,所述称重模块固定安装在所述外壳内,并与所述监测模块通讯连接,所述传感反射组件固定安装在所述称重模块上;所述入射接头和所有的所述出射接头分别固定安装在所述外壳的两侧,并分别与所述外壳连通;激光由所述入射接头射入所述外壳内,经所述传感反射组件反射后由所述出射接头射出。
8.本发明的有益效果是:监测时,激光由入射接头转变为准直光束后射入外壳内,经传感反射组件反射后由出射接头射出;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。本发明的有益效果是可实现激光功率的在线测量,测量准确性高,且具有体积小、重量轻、响应速度快及无需水冷等特性,大大提高光压的增益,从而提高了激光功
率测量的精确度。
9.在上述技术方案的基础上,本发明还可以做如下改进。
10.进一步,所述传感反射组件包括传感反射镜,所述传感反射镜水平固定安装在所述称重模块上;所述入射接头和所述出射接头分别倾斜固定安装在所述外壳的两侧,激光由所述入射接头倾斜射入,经所述传感反射镜反射后由所述出射接头倾斜射出。
11.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束倾斜射入,经传感反射镜反射后由出射接头倾斜射出;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
12.进一步,还包括反射机构,所述反射机构固定安装在所述外壳内,其位于所述传感反射组件的上方;所述入射接头和所述出射接头分别水平固定安装在所述外壳的两侧,激光由所述入射接头水平射入,在所述传感反射组件和所述反射机构之间反射多次后由所述出射接头水平射出。
13.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束后水平射入,在传感反射组件和反射机构之间反射多次后由出射接头水平射出;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
14.进一步,所述传感反射组件包括传感反射镜,所述传感反射镜水平固定安装在所述称重模块上;所述反射机构包括两个基础反射镜,两个所述基础反射镜呈v字形固定安装在所述传感反射镜的上方;激光由所述入射接头水平射入其中一个所述基础反射镜,经该所述基础反射镜依次反射至所述传感反射镜及另一个所述基础反射镜后由所述出射接头水平射出。
15.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束后水平射入其中一个基础反射镜,经该基础反射镜依次反射至传感反射镜及另一个基础反射镜后由出射接头水平射出;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
16.进一步,所述反射机构还包括至少一块拓展反射镜,每个所述拓展反射镜倾斜固定安装在所述基础反射镜和所述传感反射镜之间,其与靠近所述出射接头的所述基础反射镜平行;所述出射接头的数量与一个所述基础反射镜和至少一个所述拓展反射镜的数量之和相等并一一对应,激光由所述入射接头水平射入其中一个所述基础反射镜,经该所述基础反射镜依次反射至所述传感反射镜及所述拓展反射镜和另一个所述基础反射镜后由多个所述出射接头水平射出。
17.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束后水平射入其中一个基础反射镜,经该基础反射镜依次反射至传感反射镜及拓展反射镜和另一个基础反射镜后由多个出射接头水平射出,设计合理,可同时应用于加工多个产品;在此过
程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
18.进一步,所述传感反射组件包括两个传感反射镜,两个所述传感反射镜呈v字形固定安装在所述称重模块上;所述反射机构包括两个基础反射镜,两个所述基础反射镜呈v字形固定安装在所述传感反射镜的上方;激光由所述入射接头水平射入其中一个所述基础反射镜,经该所述基础反射镜依次反射至其中一个所述传感反射镜、另一个所述传感反射镜及另一个所述基础反射镜后由所述出射接头水平射出。
19.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束后水平射入其中一个基础反射镜,经该基础反射镜依次反射至其中一个传感反射镜、另一个传感反射镜及另一个基础反射镜后由出射接头水平射出;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
20.进一步,所述反射机构还包括至少一块拓展反射镜,每个所述拓展反射镜倾斜固定安装在所述基础反射镜和所述传感反射镜之间,其与靠近所述出射接头的所述基础反射镜平行;所述出射接头的数量与一个所述基础反射镜和至少一个所述拓展反射镜的数量之和相等并一一对应,激光由所述入射接头水平射入其中一个所述基础反射镜,经该所述基础反射镜依次反射至其中一个所述传感反射镜、另一个所述传感反射镜及所述拓展反射镜和另一个所述基础反射镜后由多个所述出射接头水平射出。
21.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束后水平射入其中一个基础反射镜,经该基础反射镜依次反射至其中一个传感反射镜、另一个传感反射镜及拓展反射镜和另一个基础反射镜后由多个出射接头水平射出,设计合理,可同时应用于加工多个产品;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
22.进一步,所述传感反射组件包括两个传感反射镜,两个所述传感反射镜呈倒v字形固定安装在所述称重模块上;所述反射机构包括两个基础反射镜,两个所述基础反射镜呈倒v字形固定安装在所述传感反射镜的上方;激光由所述入射接头水平射入其中一个所述传感反射镜,经该所述传感反射镜依次反射至其中一个所述基础反射镜、另一个所述基础反射镜及另一个所述传感反射镜后由所述出射接头水平射出。
23.采用上述进一步方案的有益效果是监测时,激光由入射接头转变为准直光束后水平射入其中一个传感反射镜,经该传感反射镜依次反射至其中一个基础反射镜、另一个基础反射镜及另一个传感反射镜后由出射接头水平射出;在此过程中,称重模块检测出激光反射作用于传感反射组件上的等效质量m,称重模块将对应的质量信号发送给监测模块,监测模块接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
24.本发明还涉及一种采用如上所述的激光功率实时在线监测装置的监测方法,包括
以下具体步骤:
25.s1:监测模块记录激光的入射角度θ,同时通过称重模块获得激光反射作用于传感反射组件上力的等效质量m;
26.s2:所述监测模块将所述s1中获得的入射角度θ和质量m代入其内部预存的公式(1)中,以获得入射激光的功率p,
[0027][0028]
其中,c为真空光速(m/s),g为重力加速度(m/s^2),θ为激光入射角度(
°
),r和a分别为反射镜的反射率和吸收率,n为激光在传感反射组件上反射的次数,p为入射激光的功率(w)。
[0029]
采用上述进一步方案的有益效果是监测时,监测模块根据激光的入射角度θ,同时通过称重模块获得激光反射作用于传感反射组件上力的等效质量m;另外,监测模块将上述获得的入射角度θ和质量m代入其内部预存的公式中,以获得入射激光的功率p,实现激光功率的在线监测,监测方便,精确度大大提高。
[0030]
本发明还涉及一种激光加工系统,包括激光器和至少一个与所述射出接头一一对应的激光加工头,还包括如上所述的激光功率实时在线监测装置,所述激光器通过传输光纤与所述入射接头连接,并与所述监测模块通讯连接;每个所述激光加工头通过操作光纤与对应所述出射接头连接。
[0031]
采用上述进一步方案的有益效果是本发明具有体积小、重量轻、响应速度快及无需水冷等特性,且可实时在线测量,测量准确性高;另外,可实现多个产品的同步加工,加工效率高。
附图说明
[0032]
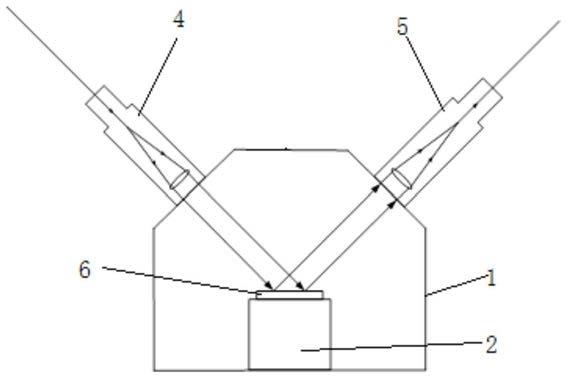
图1为本发明第一种实施方式的结构示意图;
[0033]
图2为本发明第二种实施方式中设置一个出射接头时的结构示意图;
[0034]
图3为本发明第二种实施方式中设置多个出射接头时的结构示意图;
[0035]
图4为本发明第三种实施方式中设置一个出射接头时的结构示意图;
[0036]
图5为本发明第三种实施方式中设置两个出射接头时的结构示意图;
[0037]
图6为本发明第三种实施方式中设置多个出射接头时的结构示意图;
[0038]
图7为本发明第四种实施方式的结构示意图;
[0039]
图8为本发明激光加工系统的结构示意图;
[0040]
图9为本发明的电路框图。
[0041]
附图中,各标号所代表的部件列表如下:
[0042]
1、外壳;2、称重模块;3、监测模块;4、入射接头;5、出射接头;6、传感反射镜;7、基础反射镜;8、拓展反射镜;9、激光器;10、激光加工头。
具体实施方式
[0043]
以下结合附图及具体实施例对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
[0044]
实施例1
[0045]
如图1至图7、图9所示,本实施例提供一种激光功率实时在线监测装置,包括外壳1、称重模块2、监测模块3、传感反射组件、入射接头4和至少一个出射接头5,称重模块2固定安装在外壳1内,并与监测模块3通讯连接,传感反射组件固定安装在称重模块2上;入射接头4和所有的出射接头5分别固定安装在外壳1的两侧,并分别与外壳1连通;激光由入射接头4射入外壳1内,经传感反射组件反射后由出射接头5射出。
[0046]
监测时,激光由入射接头4转变为准直光束后射入外壳1内,经传感反射组件反射后由出射接头5射出;
[0047]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0048]
优选地,本实施例中,上述外壳1可以采用矩形体状的壳体,也可以采用其他适宜几何形状的壳体,优选矩形体状的壳体,方便安装各个部件。
[0049]
另外,外壳1上设有多个与入射接头4和出射接头5数量之和相等的内外贯穿的安装孔,入射接头4和出射接头5分别固定安装在多个安装处。
[0050]
优选地,本实施例中,入射接头4和/或出射接头5为qbh接头,也可以为qd接头。
[0051]
而且,入射接头4是将激光转变成准直光束,以增加激光照射在传感反射组件上的次数,便于称重模块2精确的测量激光的光压,进而精确测量激光的功率;出射接头5将传感反射组件反射的光束聚会后射出,保证射出激光的强度,以便满足加工产品的要求。
[0052]
本实施例可实现激光功率的在线测量,测量准确性高,且具有体积小、重量轻、响应速度快及无需水冷等特性,大大提高光压的增益,从而提高了激光功率测量的精确度。
[0053]
需要说明的是,光子虽然没有静止质量,但是有动量,当激光照射到物体表面时会产生压力,通过测量激光压力的大小即该力等效的质量m即可得到激光功率。因此本实施例中,称重模块2测量的是激光反射作用于传感反射组件上力等效的质量m。
[0054]
实施例2
[0055]
如图1所示,在实施例1的基础上,本实施例中,传感反射组件包括传感反射镜6,传感反射镜6水平固定安装在称重模块2上;入射接头4和出射接头5分别倾斜固定安装在外壳1的两侧,激光由入射接头4倾斜射入,经传感反射镜6反射后由出射接头5倾斜射出。
[0056]
上述方案中激光的路线为:由入射接头4射入的激光直接倾斜射到传感反射镜6上,经传感反射镜6反射后由出射接头5射出。
[0057]
监测时,激光由入射接头4转变为准直光束倾斜射入,经传感反射镜6反射后由出射接头5倾斜射出;
[0058]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0059]
优选地,本实施例中,上述传感反射镜6优选平面镜。
[0060]
实施例3
[0061]
如图2至图7所示,在实施例1的基础上,本实施例还包括反射机构,反射机构固定安装在外壳1内,其位于传感反射组件的上方;入射接头4和出射接头5分别水平固定安装在
外壳1的两侧,激光由入射接头4水平射入,在传感反射组件和反射机构之间反射多次后由出射接头5水平射出。
[0062]
上述方案中激光的路线为:由入射接头4水平射入的激光射到反射机构,在反射机构和传感反射组件之间反射后由出射接头5水平射出。
[0063]
监测时,激光由入射接头4转变为准直光束后水平射入,在传感反射组件和反射机构之间反射多次后由出射接头5水平射出;
[0064]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0065]
优选地,本实施例中,上述传感反射镜6优选平面镜。
[0066]
上述实施例3的方案与实施例2的方案为并列方案,实施例3的方案在实施例2方案的基础上增加了反射机构,且其中的激光是水平射入、水平射出,而实施例2的方案中激光是倾斜向下射入、倾斜向上射出。
[0067]
实施例4
[0068]
如图2和图3所示,在实施例3的基础上,本实施例中,传感反射组件包括传感反射镜6,传感反射镜6水平固定安装在称重模块2上;反射机构包括两个基础反射镜7,两个基础反射镜7呈v字形固定安装在传感反射镜6的上方;激光由入射接头4水平射入其中一个基础反射镜7,经该基础反射镜7依次反射至传感反射镜6及另一个基础反射镜7由出射接头5水平射出。
[0069]
上述方案中激光的路线为:由入射接头4水平射入的激光射到其中一个基础反射镜7上,由该基础反射镜7反射至传感反射镜6上,再将传感反射镜6反射至另一个基础反射镜7上,最后由该基础反射镜7反射并从出射接头5水平射出。
[0070]
监测时,激光由入射接头4转变为准直光束后水平射入,在传感反射镜6和两个基础反射镜7之间反射多次后由出射接头5水平射出;
[0071]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0072]
实施例5
[0073]
在实施例4的基础上,本实施例中,反射机构还包括至少一块拓展反射镜8,每个拓展反射镜8倾斜固定安装在基础反射镜7和传感反射镜6之间,其与靠近出射接头5的基础反射镜7平行;出射接头5的数量与一个基础反射镜7和至少一个拓展反射镜8的数量之和相等并一一对应,激光由入射接头4水平射入其中一个基础反射镜7,经该基础反射镜7依次反射至传感反射镜6及拓展反射镜8和另一个基础反射镜7后由多个出射接头5水平射出。
[0074]
优选地,本实施例中,反射机构还包括多块拓展反射镜8,多块拓展反射镜8从上至至均匀间隔分布在基础反射镜7和传感反射镜6之间,且相互平行,此时出射接头5的数量为多个。
[0075]
上述方案中激光的路线为:由入射接头4水平射入的激光射到其中一个基础反射镜7上,由该基础反射镜7反射至传感反射镜6上,激光再由传感反射镜6反射至另一个基础反射镜7和拓展反射镜8上,最后由该基础反射镜7反射并从多个出射接头5水平射出。
[0076]
监测时,激光由入射接头4转变为准直光束后水平射入,在传感反射镜6与两个基础反射镜7及拓展反射镜8之间反射多次后多个出射接头5水平射出,设计合理,可同时应用于加工多个产品;
[0077]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0078]
当设置拓展反射镜8时,整个方案有以下两种工作模式:
[0079]
(1)分时复用模式:每个拓展反射镜8采用可拆卸安装的方式,例如通过粘胶粘在对应的支架上,支架位于对应基础反射镜7的下方;支架的底部固定安装有电机,电机的驱动端竖直向上,并与支架的底部固定连接,电机驱动直接转动;当拓展反射镜8的数量为多个时,其呈周向间隔分布在支架上并错开设置。使用时,电机驱动支架转动,并带动其中任意一个拓展反射镜8转动至对应基础反射镜7的下方以挡住该基础反射镜7,此时由传感反射镜6反射的激光由该拓展反射镜8反射后从对应的出射接头5射出;或电机驱动支架转动至多个拓展反射镜8与对应基础反射镜7错开,此时由传感反射镜6反射的激光由对应的基础反射镜7反射后从对应的出射接头5射出。
[0080]
需要说明的是,该模式下监测的是激光的整体功率即激光射出时的功率。
[0081]
(2)功率复用模式:每个拓展反射镜8均采用拓展分束镜,即一部分激光被分束镜反射,一部分激光透过分束镜,两部分激光分别进入不同的出射接头5。
[0082]
需要说明的是,该模式下监测是仍然是激光的整体功率,该功率值等于从多个出射接头5射出的激光的功率之和。
[0083]
上述两种模式优选分时复用模式。
[0084]
实施例6
[0085]
如图4和图6所示,在实施例3的基础上,本实施例中,传感反射组件包括两个传感反射镜6,两个传感反射镜6呈v字形固定安装在称重模块2上;反射机构包括两个基础反射镜7,两个基础反射镜7呈v字形固定安装在传感反射镜6的上方;激光由入射接头4水平射入其中一个基础反射镜7,经该基础反射镜7依次反射至其中一个传感反射镜6、另一个传感反射镜6及另一个基础反射镜7由出射接头5水平射出。
[0086]
上述方案中激光的路线为:由入射接头4水平射入的激光射到其中一个基础反射镜7上,由该基础反射镜7反射至其中一个传感反射镜6上,该传感反射镜6再将激光反射至另一个传感反射镜6,该传感反射镜6再将激光反射至另一个基础反射镜7上,最后激光由该基础反射镜7反射并从出射接头5水平射出。
[0087]
监测时,激光由入射接头4转变为准直光束后水平射入,在传感反射镜6与两个基础反射镜7及拓展反射镜8之间反射多次后由多个出射接头5水平射出,设计合理,可同时应用于加工多个产品;
[0088]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0089]
实施例7
[0090]
在实施例6的基础上,本实施例中,反射机构还包括至少一块拓展反射镜8,每个拓
展反射镜8倾斜固定安装在基础反射镜7和传感反射镜6之间,其与靠近出射接头5的基础反射镜7平行;出射接头5的数量与一个基础反射镜7和至少一个拓展反射镜8的数量之和相等并一一对应,激光由入射接头4水平射入其中一个基础反射镜7,经该基础反射镜7依次反射至其中一个传感反射镜6、另一个传感反射镜6及拓展反射镜8和另一个基础反射镜7由多个出射接头5水平射出。
[0091]
优选地,本实施例中,反射机构还包括多块拓展反射镜8,多块拓展反射镜8从上至至均匀间隔分布在基础反射镜7和传感反射镜6之间,且相互平行,此时出射接头5的数量为多个。
[0092]
上述方案中激光的路线为:由入射接头4水平射入的激光射到其中一个基础反射镜7上,由该基础反射镜7反射至其中一个传感反射镜6上,该传感反射镜6再将激光反射至另一个传感反射镜6,该传感反射镜6再将激光反射至另一个基础反射镜7和拓展反射镜8上,最后激光由该基础反射镜7和拓展反射镜8反射并从多个出射接头5水平射出。
[0093]
优选地,本实施例中,上述两个传感反射镜6可以均为平面镜,两个平面镜倾斜相对固定安装在称重模块2上,且其与称重模块2之间的夹角均为45
°
;而且,两个基础反射镜7分别与两个传感反射镜6平行。
[0094]
除上述实施方式外,上述两个传感反射镜6也可以均为45
°
反射镜,45
°
反射镜相对固定安装在称重模块2上,且两个基础反射镜7分别与两个45
°
反射镜的反射镜面平行。
[0095]
监测时,激光由入射接头4转变为准直光束后水平射入,在两个传感反射镜6与两个基础反射镜7及拓展反射镜8之间反射多次后由多个出射接头5水平射出,设计合理,可同时应用于加工多个产品;
[0096]
在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0097]
当设置拓展反射镜8时,整个方案有以下两种工作模式:
[0098]
(1)分时复用模式:每个拓展反射镜8采用可拆卸安装的方式,例如通过粘胶粘在对应的支架上,支架位于对应基础反射镜7的下方;支架的底部固定安装有电机,电机的驱动端竖直向上,并与支架的底部固定连接,电机驱动直接转动;当拓展反射镜8的数量为多个时,其呈周向间隔分布在支架上并错开设置。使用时,电机驱动支架转动,并带动其中任意一个拓展反射镜8转动至对应基础反射镜7的下方以挡住该基础反射镜7,此时由传感反射镜6反射的激光由该拓展反射镜8反射后从对应的出射接头5射出;或电机驱动支架转动至多个拓展反射镜8与对应基础反射镜7错开,此时由传感反射镜6反射的激光由对应的基础反射镜7反射后从对应的出射接头5射出。
[0099]
需要说明的是,该模式下监测的是激光的整体功率即激光射出时的功率。
[0100]
(2)功率复用模式:每个拓展反射镜8均采用拓展分束镜,即一部分激光被分束镜反射,一部分激光透过分束镜,两部分激光分别进入不同的出射接头5。
[0101]
需要说明的是,该模式下监测是仍然是激光的整体功率,该功率值等于从多个出射接头5射出的激光的功率之和。
[0102]
上述两种模式优选分时复用模式。
[0103]
实施例8
[0104]
如图7所示,在实施例3的基础上,本实施例中,传感反射组件包括两个传感反射镜6,两个传感反射镜6呈倒v字形固定安装在称重模块2上;反射机构包括两个基础反射镜7,两个基础反射镜7呈倒v字形固定安装在传感反射镜6的上方;激光由入射接头4水平射入其中一个传感反射镜6,经该传感反射镜6依次反射至其中一个基础反射镜7、另一个基础反射镜7及另一个传感反射镜6后由出射接头5水平射出。
[0105]
上述方案中激光的路线为:由入射接头4水平射入的激光射到其中一个传感反射镜6上,由该传感反射镜6反射至其中一个基础反射镜7上,再由该基础反射镜7反射至另一个基础反射镜7上,最后由另一个传感反射镜6反射并从出射接头5水平射出。
[0106]
优选地,本实施例中,两个传感反射镜6呈倒v字形固定安装在称重模块2上,其与称重模块2之间的夹角为45
°
;两个基础反射镜7分别与两个传感反射镜6平行。
[0107]
除上述实施方式外,上述两个传感反射镜6也可以采用一个三棱镜替代,三棱镜固定安装在称重模块2上,其中一个面与称重模块2贴合,且其上的尖锥朝上。
[0108]
监测时,激光由入射接头4转变为准直光束后水平射入,在两个传感反射镜6和两个基础反射镜7之间反射多次后由出射接头5水平射出;在此过程中,称重模块2检测出激光反射作用于传感反射组件上的等效质量m,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0109]
上述实施例4和实施例5的方案、实施例6和实施例7的方案以及实施例8的方案为并列方案,实施例4和实施例5的方案以及实施例6和实施例7的方案出射接头5的数量可以为一个,也可以为多个,均可实现多个产品的同步加工,且激光最后经基础反射镜7和拓展反射镜8反射至出射接头5;而实施例8的方案出射接头5的数量只有一个,且激光最后经传感反射镜6反射至出射接头5。
[0110]
实施例9
[0111]
在上述各实施例的基础上,本实施例还涉及一种采用如上所述的激光功率实时在线监测装置的监测方法,包括以下具体步骤:
[0112]
s1:监测模块3记录激光的入射角度θ,同时通过称重模块2获得激光反射作用于传感反射组件上力的等效质量m;
[0113]
s2:监测模块3将所述s1中获得的入射角度θ和质量m代入其内部预存的公式(1)中,以获得入射激光的功率p,
[0114][0115]
其中,c为真空光速(m/s),g为重力加速度(m/s^2),θ为激光入射角度(
°
),r和a分别为反射镜的反射率和吸收率,n为激光在传感反射组件上反射的次数,p为入射激光的功率(w)。
[0116]
监测时,监测模块3根据激光的入射角度θ,同时通过称重模块2获得激光反射作用于传感反射镜6上力等效的质量m;另外,监测模块3将上述获得的入射角度θ和质量m代入其内部预存的公式中,以获得入射激光的功率p,实现激光功率的在线监测,监测方便,精确度大大提高。
[0117]
实施例10
[0118]
如图8和图9所示,在上述各实施例的基础上,本实施例还提供一种激光加工系统,包括激光器9和至少一个与出射接头5一一对应的激光加工头10,还包括如上所述的激光功率实时在线监测装置,激光器9通过传输光纤与入射接头4连接,并与监测模块3通讯连接;每个激光加工头10通过操作光纤与对应出射接头5连接。
[0119]
工作原理为:激光器9发射激光,该激光由传输光纤入射接头4射入外壳1内,并经传感反射组件和反射机构反射多次后由出射接头5射出,并通过操作光纤到达激光加工头10,通过激光加工头10对产品进行加工,加工效率高。
[0120]
优选地,本实施例中,上述监测模块3即为现有技术中的控制器。
[0121]
另外,监测模块3可以安装在外壳1内,此时外壳1的侧壁上设有供监测模块3与激光器9之间连接线路的穿线孔;监测模块3也可以安装在外壳1外,此时外壳1的侧壁上供监测模块3与称重模块2之间连接线路的穿线孔。
[0122]
在此过程中,监测模块3配合称重模块2实时监测激光的实时功率。
[0123]
本实施例具有体积小、重量轻、响应速度快及无需水冷等特性,且可实时在线测量,测量准确性高;另外,可实现多个产品的同步加工,加工效率高。
[0124]
本发明的工作原理如下:
[0125]
加工时,激光器9发射激光,该激光由传输光纤入射接头4射入外壳1内,并经传感反射组件和反射机构反射多次后由出射接头5射出,并通过操作光纤到达激光加工头10,通过激光加工头10对产品进行加工,加工效率高。
[0126]
在此过程中,激光由入射接头4转变为准直光束后射入外壳1内,经传感反射组件反射后由出射接头5射出;同时,称重模块2检测出激光反射作用于传感反射组件上力的等效,称重模块2将对应的质量信号发送给监测模块3,监测模块3接收对应的质量信号,并将该质量代入相关的公式获得射入激光的功率,实现激光功率的在线监测,精确度大大提高。
[0127]
相比与传统量热型激光功率计,本发明所提供的监测装置具有响应速度快、功率测量上限高、无需水冷等优点,且测量的激光功率越高测量结果的信噪比越高,因此在测量更高功率的激光时该装置具有明显的优势。另外,激光经过光压型功率计后传输方向可保持不变,且功率衰减极小(通常在0.1%以下),非常适合激光器9和激光加工装备输出功率的原位在线测量。
[0128]
需要说明的是,本发明所涉及到的激光器9和称重模块2均采用现有技术,并且上述激光器9和称重模块2与监测模块3电连接,监测模块3与各个部件之间的控制电路为现有技术。
[0129]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1