热卷箱的钢卷开卷控制方法与流程
本发明涉及一种热卷箱的钢卷开卷控制方法,属于用非轧制方式生产金属带的开卷。
背景技术:
1、热卷箱的主要作用是将粗轧中间坯进行无芯轴卷取,然后经开卷将中间坯尾部转变成头部、下表面变成上表面,并送入精轧机组进行轧制。其最大特点是可以消除头尾温差,保证产品质量,提高薄规格及变形抗力较大品种的稳定性,改善二次氧化铁皮对表面质量的影响,提高除鳞效果。热卷箱的开卷装置主要包括齿条缸、伺服液压机构、开卷大摆臂、插入臂、铲头组件等。其中大摆臂与插入臂形成铰接,齿条缸联接并驱动大摆臂上下转动,伺服液压机构联接插入臂并随插入臂转动而伸缩。插入臂上设有限位机械挡块,当机械挡块与铲头组件上的凸块抵靠时,可以约束铲头组件在大摆臂转动抬起和落下过程中的摆荡。
2、目前在用的热卷箱开卷装置存在着以下几方面缺点:1、大摆臂转动落下过程中,插入臂存在相对大摆臂的转动,因此会使铲头组件摆动角度过大,从而破坏限位机械挡块造成铲头倾翻,无法开卷。2、在开重量较小的钢卷时容易出现翻卷现象。
3、公开号cn103521553的中国专利公开了一种热卷箱开卷器的控制方法,该方法通过伺服液压机构油缸压力调整插入臂的转动来控制铲刀的角度和整个铲头组件的角度值,该方法的整个控制过程较复杂,必须通过伺服比例以及关键的位置、角度、压力等传感器控制;而且仍然无法避免小钢卷开卷时容易出现翻卷。
技术实现思路
1、本发明要解决的技术问题是:通过调整热卷箱在开卷时对开卷装置的具体控制,以使铲头组件减少摆动角度并在机械限位后处于合适的角度并保持机械限位的有效,同时避免小钢卷时容易出现翻卷。
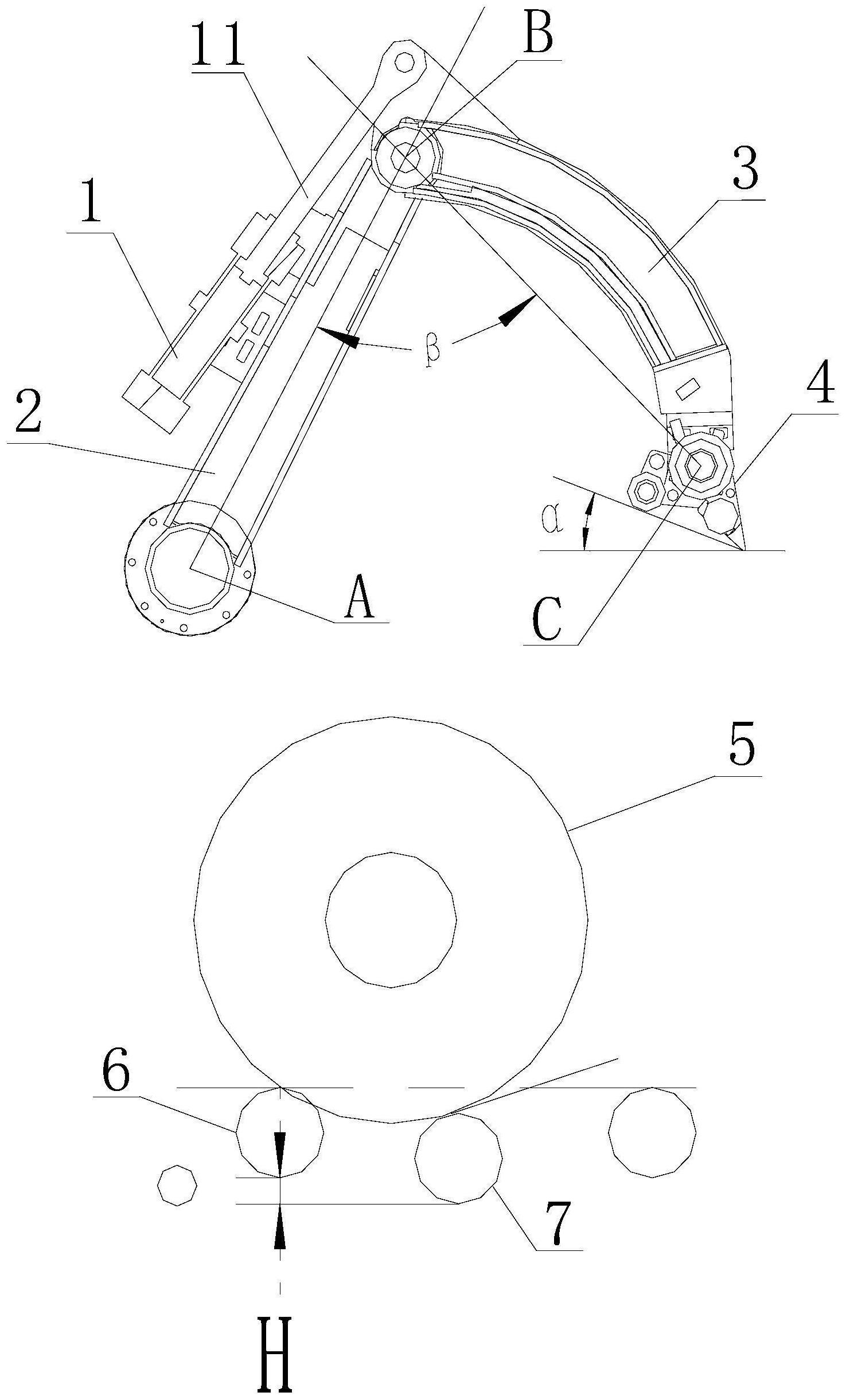
2、本发明为解决上述技术问题提出的技术方案是:一种热卷箱的钢卷开卷控制方法,涉及所述热卷箱的的开卷装置包括大摆臂、插入臂、齿条缸、油缸、铲刀组件、承托所述钢卷的第一托辊和第二托辊,所述大摆臂具有通过所述齿条缸驱使而转动的第一铰接点,所述大摆臂与插入臂的一端形成第二铰接点,所述插入臂可通过所述油缸驱使在第二铰接点转动,所述铲刀组件设置在插入臂的另一端,所述插入臂的另一端还设有机械挡块,所述铲刀组件包括铲刀架、位于铲刀架中部的转轴、位于转轴中心一侧的小压轮、位于转轴中心另一侧的小导轮和铲刀,所述铲刀架顶部设有凸台;其特征在于执行以下步骤:
3、1)以转轴中心为界,通过钻孔或加配重,降低转轴中心一侧的铲刀架重量并增加转轴中心另一侧的铲刀架重量;使铲刀组件在其自重下由小压轮的外圆与铲刀的顶点连线和水平面形成的第一夹角为20-21度;
4、2)当钢卷卷取完成后,如果钢卷的外径大于1400mm,则将第一托辊落下,第二托辊辊的位置保持不变,使第一托辊与第二托辊形成第一高度差;如果钢卷的外径小于等于1400mm,则将第一托辊抬起并将第二托辊落下,使第一托辊与第二托辊形成第二高度差;
5、3) 所述油缸采用无伺服机构的油缸,开卷时先控制所述油缸的活塞杆完全伸出,使所述大摆臂与插入臂相对不转动并形成第二夹角;
6、4) 控制所述齿条缸驱动所述大摆臂以第一铰接点为圆心向下旋转,此时保持第二夹角不变,当所述大摆臂接近所述钢卷的外圆表面时,所述机械挡块抵住所述凸台使所述铲头组件固定不动,此时保持第一夹角不变;
7、5) 控制所述齿条缸驱动所述大摆臂继续向下旋转,所述小压轮先与所述钢卷的外圆表面接触并沿钢卷的外圆表面向下移动,所述小导轮与所述钢卷的表面不接触;
8、6) 控制所述齿条缸驱动所述大摆臂继续向下旋转,所述小导轮与所述钢卷的外圆表面接触并沿钢卷的外圆表面向下移动,此时所述油缸的活塞杆回缩,所述插入臂相对大摆臂转动,所述第二夹角和第一夹角逐渐变大,完成对钢卷的开卷。
9、进一步,所述第一高度差是60-70mm,所述第二高度差是110-120mm。
10、本发明的有益效果是:
11、1)由于将铲刀组件沿其转轴中心一侧的铲刀架重量进行加减调整,使得转轴中心一侧(即小压轮一侧)重量减轻而转轴中心另一侧(即小导轮和铲刀一侧)的重量加重,因此铲刀组件在其自重作用力下沿其转轴中心容易形成顺时针转动,使得由小压轮的外圆与铲刀的顶点连线和水平面形成第一夹角可以达到20-21度,可以减少在大摆臂向下旋转时铲刀组件产生的摆荡幅度;而且保持第一夹角可以保证小压轮先接触钢卷而小导轮和铲刀后接触钢卷,这样当小压轮先接触钢卷时可以使铲刀组件形成顺时针旋转而抵消钢卷对铲刀组件及其凸块对机械挡块的冲击力,也可以降低小导轮接触钢卷后产生的反作用力使铲刀组件逆时针转动的幅度,进而减小铲刀组件及其凸块对机械挡块的冲击,保证机械挡块对铲刀组件的限位。
12、2)由于采用无伺服机构的常规油缸代替现有的伺服液压机构并在开卷时先控制油缸的活塞杆完全伸出,使大摆臂与插入臂相对不转动并形成固定的第二夹角;因此,不仅减少了复杂的伺服控制和液压控制,而且可以使大摆臂开始向下转动时与插入臂之间相对不转动,这样就可以进一步保证铲刀组件维持在第一夹角。
13、3)由于合理调整承载大小钢卷的第一托辊与第二托辊的高度差(相对距离),尤其是开小钢卷时通过加大第一托辊与第二托辊的高度差,使第一托辊与第二托辊之间形成“窝”,可以有效遏制小钢卷开卷时形成翻卷。
技术特征:
1.一种热卷箱的钢卷开卷控制方法,涉及所述热卷箱的的开卷装置包括大摆臂、插入臂、齿条缸、油缸、铲刀组件、承托所述钢卷的第一托辊和第二托辊,所述大摆臂具有通过所述齿条缸驱使而转动的第一铰接点,所述大摆臂与插入臂的一端形成第二铰接点,所述插入臂可通过所述油缸驱使在第二铰接点转动,所述铲刀组件设置在插入臂的另一端,所述插入臂的另一端还设有机械挡块,所述铲刀组件包括铲刀架、位于铲刀架中部的转轴、位于转轴中心一侧的小压轮、位于转轴中心另一侧的小导轮和铲刀,所述铲刀架顶部设有凸台;其特征在于执行以下步骤:
2.根据权利要求1所述热卷箱的钢卷开卷控制方法,其特征在于:所述第一高度差是60-70mm,所述第二高度差是110-120mm。
技术总结
本发明涉及一种热卷箱的钢卷开卷控制方法,属于用非轧制方式生产金属带的开卷技术领域。该方法通过降低一侧的铲刀架重量并增加另一侧的铲刀架重量,使铲刀组件在其自重下由小压轮的外圆与铲刀的顶点连线和水平面形成第一夹角;对于大钢卷使第一托辊与第二托辊形成第一高度差,对于小钢卷使第一托辊与第二托辊形成第二高度差;采用常规油缸开卷时先控制油缸的活塞杆完全伸出,使大摆臂与插入臂相对不转动并形成第二夹角;控制大摆臂以第一铰接点为圆心向下旋转并保持第二夹角不变,当大摆臂接近钢卷的外圆表面时机械挡块抵住凸台使铲头组件固定不动并保持第一夹角不变;控制大摆臂继续向下旋转,小压轮先接触钢卷的外圆表面,然后小导轮接触钢卷的外圆表面并使油缸的活塞杆回缩,插入臂相对大摆臂转动使第二夹角和第一夹角逐渐变大,完成对钢卷的开卷。该方法可以保持机械限位的有效并避免开小钢卷时容易出现翻卷。
技术研发人员:罗克力,袁亚东,吴索团,张星
受保护的技术使用者:上海梅山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!