一种刷盒支架和接线片自动铆接装置的制作方法
1.本发明涉及一种自动铆接装置,更具体地说,尤其涉及一种刷盒支架和接线片自动铆接装置。
背景技术:
2.在现有的生产流程中,刷盒支架和接线片的铆接方式是采用的人工放料、人工取料的手动铆接,效率低下且人工成本高。同时,工人长时间工作后,容易在放料时出现偏差,影响铆接的零件质量。
技术实现要素:
3.本发明的目的在于针对上述现有技术的不足,提供一种结构紧凑、自动运行的自动铆接装置。
4.本发明的技术方案是这样实现的:一种刷盒支架和接线片自动铆接装置,包括机架,所述机架上设有组装定位器。在组装定位器正上方的机架上设有铆合机构。
5.在组装定位器侧边的机架上分别设置有刷盒支架上料单元、接线片上料单元和出料机构。
6.接线片通过接线片上料单元输送至组装定位器上,刷盒支架通过刷盒支架上料单元输送并层叠至位于组装定位器上的接线片上,且接线片上的铆接片穿过刷盒支架上对应的铆接孔,然后通过铆合机构进行铆合组装,铆合完成的产品通过出料机构输出。
7.上述铆合机构包括沿竖直方向设置在组装定位器上方的机架上的铆接气缸。
8.在铆接气缸下面的移动端上设有铆接头安装座,在铆接头安装座底部设有与刷盒支架的铆接孔相对应的铆接头。
9.在铆接头安装座侧边的机架上沿竖向设置有线性导轨,所述铆接头安装座通过滑块与线性导轨滑动连接。
10.上述组装定位器包括设置在机架上的组装定位座,在组装定位座上设有与接线片铆接片配合的第一定位针,所述第一定位针活动设置在组装定位器内且下方设有复位弹簧;
11.在组装定位座上设有用于限制接线片位置的第二定位针;在组装定位座上设有与刷盒支架配合的定位槽。
12.上述出料机构包括竖直设置在组装定位器一侧机架上的卸料气缸,在卸料气缸的活塞杆自由端设有连接块,在连接块上设有两根与组装定位器上的待组装零件相配合的卸料棒。
13.在待组装零件下方的组装定位器上表面成形有与卸料棒相适应的容置槽。
14.在组装定位器一侧的机架上设有喷气管,在机架上设有与喷气管配合的出料槽道。组装完成的零件通过卸料气缸带动卸料棒从组装件定位器中取出,并通过喷气管吹入出料槽道输出。
15.上述机架上设有水平导向组件,所述刷盒支架上料单元和接线片上料单元分别与水平导向组件连接。
16.所述刷盒支架上料单元的上料工位和接线片上料单元的上料工位分别位于水平导向组件两侧且组装定位器位于刷盒支架上料单元上料工位和接线片上料单元上料工位之间。
17.上述刷盒支架上料单元包括设置在机架上的第一振动盘,在第一振动盘出料端设置有用于暂存刷盒支架的第一振动滑道,在第一振动滑道下方的机架上设有第一直振器。在第一振动滑道出料端设有刷盒支架定位座,刷盒支架定位座上成形有存放单个刷盒支架的定位槽。
18.在水平导向组件上设置有第一定点输送机构,位于刷盒支架定位座上的刷盒支架通过第一定点输送机构送至组装定位器上。
19.上述第一定点运输机构包括设置在水平导向组件上的第一滑座,在第一滑座上竖直设有第一滑台气缸,在第一滑台气缸的滑座底部设有第一吸嘴安装板,在第一吸嘴安装板上设有与刷盒支架对应的第一吸嘴。在水平导向组件上设有与第一滑座连接的第一水平气缸。
20.位于刷盒支架定位座上的刷盒支架通过第一吸嘴吸附并由第一滑台气缸取出,通过第一水平气缸输送至组装定位器上。
21.上述接线片上料单元包括设置在机架上的第二振动盘,在第二振动盘出料端设置有用暂存接线片的第二振动滑道,在第二振动滑道下方的机架上设有第二直振器。在第二振动滑道出料端设有接线片定位座,接线片定位座上成形有两个分别存放单个接线片的定位槽。
22.在水平导向组件上设置有第二定点输送机构,位于接线片定位座上的接线片通过第二定点输送机构送至组装定位器上。
23.上述第二定点运输机构包括设置在水平导向组件上的第二滑座,在第二滑座上竖直设有第二滑台气缸,在第二滑台气缸的滑座底部设有第二吸嘴安装板,在第二吸嘴安装板上设有与接线片对应的第二吸嘴。在水平导向组件上设有与第二滑座连接的第二水平气缸。
24.位于接线片定位座上的接线片通过第二吸嘴吸附并由第二滑台气缸取出,通过第二水平气缸输送至组装定位器上。
25.本发明采用上述结构后,待组装的刷盒支架和接线片分别通过刷盒支架上料单元、接线片上料单元自动输送至组装定位器上且接线片的铆接片与刷盒支架的铆接孔对位配合,通过铆合机构进行铆合组装,铆合完成的产品通过出料机构输出。整个过程自动完成,无需人工操作,既提高了效率,又能保证铆接对位准确,确保质量。
附图说明
26.下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的任何限制。
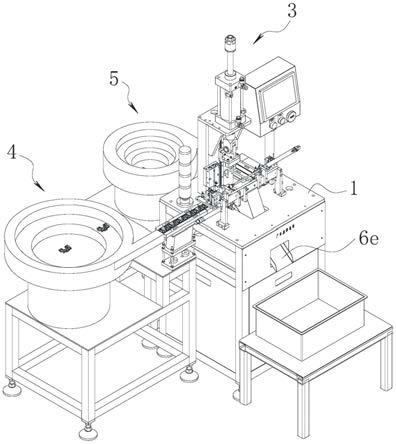
27.图1是本发明的结构示意图;
28.图2是本发明的铆合机构和退料机构结构示意图;
29.图3是本发明的铆合机构剖面结构示意图;
30.图4是本发明的组装定位器结构示意图;
31.图5是本发明的组装定位器剖面结构示意图;
32.图6是本发明的上料单元结构示意图;
33.图7是本发明的定点输送机构结构示意图。
34.图中:1、机架;2、组装定位器;2a、组装定位座;2b、第一定位针;2c、第二定位针;2d、定位槽;3、铆合机构;3a、铆接气缸;3b、铆接头安装座;3c、铆接头;3d、线性导轨;4、刷盒支架上料单元;4a、第一振动盘;4b、第一振动滑道;4c、第一直振器;4d、刷盒支架定位座;4e、第一定点输送机构;4f、第一滑座;4g、第一滑台气缸;4h、第一吸嘴安装板;4i、第一吸嘴;4j、第一水平气缸;5、接线片上料单元;5a、第二振动盘;5b、第二振动滑道;5c、第二直振器;5d、接线片定位座;5e、第二定点输送机构;5f、第二滑座;5g、第二滑台气缸;5h、第二吸嘴安装板;5i、第二吸嘴;5j、第二水平气缸;6、出料机构;6a、卸料气缸;6b、连接块;6c、卸料棒;、6d喷气管;6e、出料槽道;7、水平导向组件。
具体实施方式
35.参阅图1所示,本发明的一种刷盒支架和接线片自动铆接装置,包括机架1,所述机架1上设有组装定位器2。在组装定位器2正上方的机架1上设有铆合机构3。
36.在组装定位器2侧边的机架上分别设置有刷盒支架上料单元4、接线片上料单元5和出料机构6。所述机架1上设有水平导向组件7,所述刷盒支架上料单元4和接线片上料单元5分别与水平导向组件7连接。
37.所述刷盒支架上料单元4的上料工位和接线片上料单元5的上料工位分别位于水平导向组件7两侧且组装定位器2位于刷盒支架上料单元4上料工位和接线片上料单元5上料工位之间。在本实施例中,为了节省成本以及减小设备占用空间,水平导向组件采用双滑块导轨。
38.接线片通过接线片上料单元5输送至组装定位器2上,刷盒支架通过刷盒支架上料单元4输送并层叠至位于组装定位器2上的接线片上,且接线片上的铆接片穿过刷盒支架上对应的铆接孔,然后通过铆合机构3进行铆合组装,铆合完成的产品通过出料机构6输出。
39.参阅图2-3所述,本实施例中,所述铆合机构3包括沿竖直方向设置在组装定位器2上方的机架1上的铆接气缸3a。在铆接气缸3a下面的移动端上设有铆接头安装座3b,在铆接头安装座3b底部设有与刷盒支架的铆接孔相对应的铆接头3c。
40.在铆接头安装座3b侧边的机架1上沿竖向设置有线性导轨3d,所述铆接头安装座3b通过滑块与线性导轨3d滑动连接。
41.所述出料机构6包括竖直设置在组装定位器2一侧机架1上的卸料气缸6a,在卸料气缸6a的活塞杆自由端设有连接块6b,在连接块6b上设有两根与组装定位器2上的待组装零件相配合的卸料棒6c。
42.在待组装零件下方的组装定位器2上表面成形有与卸料棒6c相适应的容置槽。
43.在组装定位器2一侧的机架1上设有喷气管6d,在机架1上设有与喷气管6d配合的出料槽道6e。组装完成的零件通过卸料气缸6a带动卸料棒6c从组装定位器2中取出,并通过喷气管6d吹入出料槽道6e输出。
44.参阅图4所示,所述组装定位器2包括设置在机架1上的组装定位座2a,在组装定位座2a上设有与接线片铆接片配合的第一定位针2b,所述第一定位针2b活动设置在组装定位器内且下方设有复位弹簧。铆接时,当上方铆接头下降且与第一定位针接触时,第一定位针被压进组装定位座中让位,从而使铆接头能够将接线片的铆接片顶开完成铆接。
45.在组装定位座2a上设有用于限制接线片位置的第二定位针2c。第二定位针上端部所在水平面低于第一定位针上端部初始状态所在水平面,当接线片输送至组装定位座上时,依次与第一定位针、第二定位针配合调节完成定位。
46.在组装定位座2a上设有与刷盒支架配合的定位槽2d。定位槽宽度与刷盒支架下部相适应且定位槽的两上边线做倒圆角处理,当刷盒支架输送至组装定位座上时,刷盒支架下部与定位槽配合定位。
47.参阅图5-6所示,本实施例中,所述刷盒支架上料单元4包括设置在机架1上的第一振动盘4a,在第一振动盘4a出料端设置有用于暂存刷盒支架的第一振动滑道4b,在第一振动滑道4b下方的机架1上设有第一直振器4c。在第一振动滑道4b出料端设有刷盒支架定位座4d,刷盒支架定位座4d上成形有存放单个刷盒支架的定位槽。当第一振动盘发生堵塞时,第一振动滑道上依然有刷盒支架可以继续输送至刷盒支架定位座,可以保证生产流程的连续性。
48.在水平导向组件7上设置有第一定点输送机构4e,位于刷盒支架定位座4d上的刷盒支架通过第一定点输送机构4e送至组装定位器2上。
49.所述第一定点输送机构4e包括设置在水平导向组件7上的第一滑座4f,在第一滑座4f上竖直设有第一滑台气缸4g,在第一滑台气缸4g的滑座底部设有第一吸嘴安装板4h,在第一吸嘴安装板4h上设有与刷盒支架对应的第一吸嘴4i。在水平导向组件7上设有与第一滑座4f连接的第一水平气缸4j。
50.位于刷盒支架定位座4d上的刷盒支架通过第一吸嘴4i吸附并由第一滑台气缸4g取出,通过第一水平气缸4j输送至组装定位器2上。
51.参阅图5-6所示,本实施例中,所述接线片上料单元5包括设置在机架1上的第二振动盘5a,接线片通过第二振动盘调整为接线片竖直向上的状态进行输出。在第二振动盘5a出料端设置有用暂存接线片的第二振动滑道5b,在第二振动滑道5b下方的机架1上设有第二直振器5c。在第二振动滑道5b出料端设有接线片定位座5d,接线片定位座5d上成形有两个分别存放单个接线片的定位槽。当第二振动盘发生堵塞时,第二振动滑道上依然有接线片可以继续输送至接线片定位座,可以保证生产流程的连续性。
52.在水平导向组件7上设置有第二定点输送机构5e,位于接线片定位座5d上的接线片通过第二定点输送机构5e送至组装定位器2上。
53.所述第二定点输送机构5e包括设置在水平导向组件7上的第二滑座5f,在第二滑座5f上竖直设有第二滑台气缸5g,在第二滑台气缸5g的滑座底部设有第二吸嘴安装板5h,在第二吸嘴安装板5h上设有与接线片对应的第二吸嘴5i。在水平导向组件7上设有与第二滑座5f连接的第二水平气缸5j。
54.位于接线片定位座5d上的接线片通过第二吸嘴5i吸附并由第二滑台气缸5g取出,通过第二水平气缸5j输送至组装定位器2上。
55.装置运行时,两个振动盘分别将刷盒支架和接线片调整至适合的状态后,通过振
动滑道输送至各自的定位座中。初始状态下,第一吸嘴与刷盒支架定位座上的刷盒支架相对,第二吸嘴与接线片定位座上的接线片相对,第一滑台气缸、第二滑台气缸配合吸嘴分别将刷盒支架和接线片取出,第二水平气缸活塞杆收缩,将接线片输送至组装定位座上且接线片上的铆接片与组装定位座上的第一定位针配合,然后第一水平气缸收缩将刷盒支架运输至组装定位座上的接线片上且铆接孔与接线片的铆接片配合。
56.当接线片与刷盒支架均到位后,铆接气缸下降,第一定位针被压进组装定位座中让位,铆接头将接线片的铆接片顶开完成铆接,铆接气缸收回,第一定位针通过复位弹簧复位,卸料气缸驱动卸料棒将组装完成的零件抬起,喷气管将零件吹入出料槽道中进行输出。
57.以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1