一种研磨环带装置及一种密封锥面加工方法与流程
1.本发明涉及航空附件通用制造技术领域,尤其涉及一种研磨环带装置及一种密封锥面加工方法。
背景技术:
2.航空发动机主要附件产品电磁活门,其工作介质为燃油,安装在发动机压气机机匣安装边上部。在发动机起动过程中,向电磁活门通电,保证向起动喷嘴供油。在喷油连锁压力开关根据给定的空气压力断开其触点,从而切断电磁活门供电电路,使电磁活门关闭,此后它可使压力的空气对起动喷嘴吹风,并保证压力的空气不会流入燃油系统。
3.电磁活门采用能够自动找正的钢球锥面硬密封结构,通过钢球与活门座上的密封面进行硬接触形成密封,密封比压较大,但对活门座的加工精度要求较高。为了能够有更好的密封效果,接触锥面圆柱度要好,并且尽量为线接触,通过钢球对线接触面的磨压达到球面与线面的完全接触从而达到密封功能。常规的加工方法因活门座锥角位置的限制,难以保证要求。
4.而与此相关类型的的阀门的改进型,如中国实用新型专利,专利号cn201310384075.x,专利名称《钢球密封锥面加工方法》,该引证专利的具体结构中,同样包含相似的技术方案,具体为:“先用圆锥角为70
°
的钻头加工出要求深度的孔...”由此可知,现有技术中该类型设备多,且使用范围广,而现有技术中缺少一种制造成本低廉,施工工艺简单,操作更为方便便捷的工具和加工方法,以降低对操作者技能要,且能够稳定提升加工质量的问题。
技术实现要素:
5.本发明的目的是通过提供一种研磨环带装置及一种密封锥面加工方法,已解决现有技术中缺少一种制造成本低廉,施工工艺简单,操作更为方便便捷的工具和加工方法,以降低对操作者技能要,且能够稳定提升加工质量的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种研磨环带装置,应用于活门座,所述活门座包括:锥面底孔、钢球孔、锥面孔和钢球;所述研磨环带装置包括:
8.台阶轴体,所述台阶轴体构造呈自其第一端至第二端的呈递增的同心台阶轴体;所述台阶轴体包括:
9.位于第一端的最小轴,所述最小轴与所述活门座内锥面底孔孔径间隙配合;
10.与所述最小轴连接具有端部圆角的最大轴,
11.研磨端头,所述研磨端头连接在所述最小轴第一端,所述研磨端头为球形。
12.进一步的,所述最小轴与所述锥面底孔孔径配合间隙为0.01~0.03mm。
13.进一步的,所述研磨端头材质为红宝石油石。
14.进一步的,所述红宝石油石粒度为1200#。
15.进一步的,所述研磨端头按所述钢球直径尺寸增加0.03~0.07mm。
16.本发明还提供了一种密封锥面加工方法,应用如权利要求-任一项所述的研磨环带装置;以及包括如下步骤:
17.步骤一:通过数控车床对所述活门座进行钻孔,保证锥面底孔尺寸;
18.步骤二:通过数控车床对活门座进行粗镗孔处理得到钢球孔,保证锥面角度、圆度,为精镗孔留余量0.2mm;
19.步骤三:通过数控车床对步骤二中所得到的钢球孔进行精镗孔处理,保证锥面角度、圆度及大孔尺寸;
20.步骤四:通过钳工台对活门座密封位置进行去毛刺,用粘轮和抛光砂纸打磨密封倒角和尖边,保证表面粗糙度ra0.16;
21.步骤五:通过台式钻床对活门座密封位置进行精研锥面,用所述研磨环带装置蘸取研磨膏,轻研锥面5~10s;
22.步骤六:使用清洗液对活门座进行洗涤,目视检查去除多余研磨膏。
23.进一步的,所述步骤三中精镗孔处理中切削参数为:转速为1100r/min,进给量为0.01mm。
24.进一步的,所述步骤四中抛光砂纸粒度为1200#。
25.进一步的,所述步骤五中研磨膏具体为w1或w1.5白刚玉研磨膏,所述研磨转速为100r/min。
26.进一步的,所述步骤六中的清洗液为碳氢清洗剂。
27.本发明的有益效果
28.本发明公开了一种研磨环带装置及一种密封锥面加工方法,首先,本技术提供的一种研磨环带装置,能够提高一次装配合格率,减少返修环节,提高工作效率,并以此工具的应用设计出一种密封锥面加工方法。
29.其次,应用本技术提出的研磨环带装置和方法,能够具有制造成本低廉,工艺简单,操作方便,对操作者技能要求低,加工质量稳定等技术优势。
30.最后,应用本技术提出的研磨环带装置和方法能够保证产品不接通时,向进口施加2~5mpa压力的燃油,历时3~5分钟,出口无渗漏;将活门出口堵住,产品不接通,向进口施加0.1~0.3mpa压力的空气,历时3~5分钟,进口不漏气。
附图说明
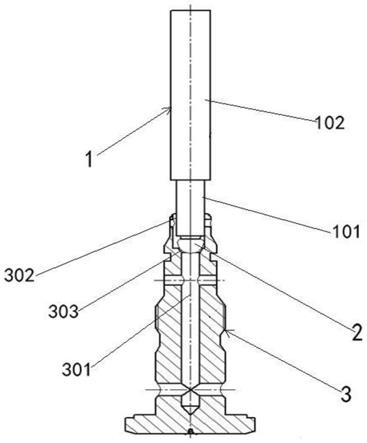
31.图1为本发明提供的活门座剖视图;
32.图2为本发明提供的活门座密封结构示意图
33.图3为本发明提供的研磨环带装置结构示意图;
34.图4为本发明提供的精研锥面示意图。
35.图中,
36.1、台阶轴体;2、研磨端头;3、活门座;
37.101、最小轴;102、最大轴;
38.301、锥面底孔;302、钢球孔;303、锥面孔;304、钢球。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围;需要说明的是,本技术中为了便于描述,以当前视图中“左侧”为“第一端”,“右侧”为“第二端”,“上侧”为“第一端”,“下侧”为“第二端”,如此描述的目的在于清楚的表达该技术方案,不应当理解为对本技术技术方案的不当限定。
40.如图1-4所示,一种研磨环带装置,应用于活门座3,所述活门座3包括:锥面底孔301、钢球孔302、锥面孔303和钢球304;其特征在于,所述研磨环带装置包括:
41.台阶轴体1,所述台阶轴体1构造呈自其第一端至第二端的呈递增的同心台阶轴体;所述台阶轴体1包括:
42.位于第一端的最小轴101,所述最小轴101与所述活门座3内锥面底孔301孔径间隙配合;进一步的,所述最小轴101与所述锥面底孔301孔径配合间隙为0.01~0.03mm。
43.与所述最小轴101连接具有端部圆角的最大轴102,
44.研磨端头2,所述研磨端头2连接在所述最小轴101第一端,所述研磨端头2为球形;进一步的,所述研磨端头2材质为红宝石油石更进一步的,所述红宝石油石粒度为1200#;更进一步的,所述研磨端头2按所述钢球304直径尺寸增加0.03~0.07mm;红宝石油石材料有气孔结构,加工过程可以含研磨膏,因红宝石油石有很高的硬度和强度,结构细腻而紧密,具有几乎不易磨损的表面,有良好的弹性及切削力、耐磨等优点。
45.一种密封锥面加工方法,应用如权利要求1-5任一项所述的研磨环带装置;以及包括如下步骤:
46.步骤一:通过数控车床对所述活门座3进行钻孔,保证锥面底孔301尺寸;
47.步骤二:通过数控车床对活门座3进行粗镗孔处理得到钢球孔302,保证锥面角度、圆度,为精镗孔留余量0.2mm;
48.步骤三:通过数控车床对步骤二中所得到的钢球孔302进行精镗孔处理,保证锥面角度、圆度及大孔尺寸;进一步的,该步骤中精镗孔处理中切削参数为:转速为1100r/min,进给量为0.01mm。
49.步骤四:通过钳工台对活门座3密封位置进行去毛刺,用粘轮和抛光砂纸打磨密封倒角和尖边,保证表面粗糙度ra0.16;进一步的,所述步骤四中抛光砂纸粒度为1200#。
50.步骤五:通过台式钻床对活门座3密封位置进行精研锥面,用所述研磨环带装置蘸取研磨膏,轻研锥面5~10s;进一步的,所述步骤五中研磨膏具体为w1或w1.5白刚玉研磨膏,所述研磨转速为100r/min;具体的,具有端部圆角的最大轴102右端为夹持部位与台式钻床夹头配合,进行研磨。
51.步骤六:使用清洗液对活门座3进行洗涤,目视检查去除多余研磨膏;进一步的,所述步骤六中的清洗液为碳氢清洗剂。
52.本技术提供的研磨环带装置和密封锥面加工方法,能够使接触锥面圆柱度更好,并且为线接触,通过钢球304对线接触面的磨压达到球面与线面的完全接触从而达到密封功能;此研磨环带装置和方法设计巧妙,操作简单,制造成本低廉,对操作者技能要求低,加工质量稳定,实用性强,能够保证产品不接通时,向进口施加2~5mpa压力的燃油,历时3~5
分钟,出口无渗漏;将活门出口堵住,产品不接通,向进口施加0.1~0.3mpa压力的空气,历时3~5分钟,进口不漏气。
53.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1