一种BOSS柱、立柱全自动组装焊接设备的制作方法
一种boss柱、立柱全自动组装焊接设备
技术领域
1.本发明涉及自动组装焊接技术领域,特别涉及一种boss柱、立柱全自动组装焊接设备。
背景技术:
2.随着现在自动化技术的快速发展,自动化生产设备在不同领域的应用范围正在逐渐深入,传统的手机中框制造业,为了改善传统单一的生产模式,越来越多的采用自动化设备生产。
3.boss柱、立柱全自动组装焊接设备是手机中框生产的重要环节,广泛应用于中框boss柱、立柱组装焊接工序作业,可大大减少工序的作业时间,降低工序作业成本,提高产品质量。与传统人工组装作业相比:boss柱、立柱全自动组装焊接设备具有高作业效率、高作业品质、节省人力的高性价比优点。
4.目前,常规的作业流程是人工将boss柱、立柱分别放到组装治具里面的固定位置,再旋转卡紧扳手将boss柱、立柱固定、再盖上盖板、再锁紧盖板后将整个组装治具拿到镭焊机中进行boss柱、立柱焊接;焊接后的组装治具再从镭焊机中拿出来后松开盖板、取出盖板、松开旋转卡紧扳手、拿出成品、清洁治具。此作业流程效率底、劳动强度大、人力多,且boss柱、立柱容易人为装反,造成焊接后的产品直接报废。
技术实现要素:
5.针对现有技术存在的问题,本发明提供一种boss柱、立柱全自动组装焊接设备。
6.为了实现上述目的,本发明技术方案如下:
7.本发明提供一种boss柱、立柱全自动组装焊接设备,其特征在于,包括:机台、置于机台旁边的两抓取机器人、对应置于每一抓取机器人旁的镭焊机、设置在机台上的环形送料机构,依次环绕环形送料机构设置的弹夹式自动上料机构、上boss柱机构、第一视觉检测机构与第二视觉检测机构、与上boss柱机构适配的送boss柱的振动盘送料机、自动旋转卡紧把手机构、自动上盖板机构、自动锁紧盖板机构、自动松开盖板机构、自动下盖板机构、自动旋转松开把手机构、自动下料机构、自动清洁治具机构;
8.所述第一视觉检测机构置于振动盘送料机的送料部,用于检测送出的boss柱;所述第二视觉检测机构置于环形送料机构上方,用于检测上好的boss立柱与boss柱;
9.两所述抓取机器人用于将自动锁紧盖板机构锁好盖板的治具抓取到镭焊机的上料位进行自动焊接,再将焊接好的组装治具抓取放回治具取料位,给自动松开盖板机构进行松开盖板。
10.优选地,所述环形送料机构包括:底座、设置在底座上的环形导轨、与环形导轨滑动连接的若干工件定位载具、用于带动工件定位载具在环形导轨上滑动的传送带驱动模组、设置在底座上用于限制工件定位载具位置的限位机构。
11.优选地,所述弹夹式自动上料机构包括:顶升机构、置于顶升机构旁的第十旋转机
构、设置在第十旋转机构输出端的旋转台、设置在旋转台上的弹夹、设置在弹夹上的两产品定位治具、设置在一产品定位治具上方的第十取料机构。
12.优选地,所述上boss柱机构包括第二十支撑架、设置在第二十支撑架上的第二十x轴直线运动模组、设置在第二十x轴直线运动模组上能沿着x轴运动的第二十z轴驱动模组、设置在第二十z轴驱动模组输出端的第二十旋转机构、设置在第二十旋转机构输出端的第二十变距组件;所述第二十变距组件包括第二十驱动机构、设置在第二十驱动机构输出端的第二十轨迹板、设置在第二十轨迹板两侧的第二十轴承、设置在第二十轨迹板下方的第二十滑动机构、一端设置在第二十轴承上且另一端与第二十滑动机构滑动连接的第二十滑动块、设置在第二十滑动块上的第一boss柱吸嘴;所述第二十轨迹板两侧开设有凸轮槽口,对应的,第二十轴承设置在凸轮槽口处;所述第二十变距组件两侧还有设有产品顶紧机构。
13.优选地,第一视觉检测机构与第二视觉检测机构均包括支撑座、设置在支撑座上的视觉相机、安装在支撑座上且置于视觉相机下方的灯罩;所述振动盘送料机包括振动盘、设置在振动盘输料端部的气缸、设置在气缸输出端的接料板。
14.优选地,所述自动旋转卡紧把手机构与自动旋转松开把手机构均包括:第四支架、设置在第四支架上的第四z轴驱动机构与第四滑动机构、设置在第四z轴驱动机构输出端且置于第四滑动机构上的第四滑动座、设置在第四滑动座上的第四旋转机构、设置在第四旋转机构输出端与下方模具上的把手适配的旋转纽手、以及安装在第四支架上且置于第四滑动座端部处的两第四缓冲组件。
15.优选地,所述自动上盖板机构与自动下盖板机构均包括包括:第三十x轴驱动模组、设置在第三十x轴驱动模组输出端的第三十z轴驱动模组、设置在第三十z轴驱动模组输出端的上下盖板组件;所述上下盖板组件包括第三十安装座、并排设置在第三十安装座上的第三十驱动机构与第三十一驱动机构、设置在第三十驱动机构输出端的第三十左夹手、设置在第三十一驱动机构输出端的第三十右夹手、设置在第三十安装座前侧和后侧的第三十滑动组件与第三十一滑动组件;所述第三十左夹手组件与第三十右夹手组件均对应与第三十滑动组件和第三十一滑动组件滑动连接。
16.优选地,所述自动锁紧盖板机构与自动松开盖板机构均设有与之相对的盖板压紧机构;
17.所述自动锁紧盖板机构与自动松开盖板机构均包括第四十支撑架、设置在第四十支撑架上的第四十z轴驱动组件、设置在第四十支撑架上且置于第四十z轴驱动组件下方的模具拉手夹转机构、设置在第四十z轴驱动组件输出端的两第四十旋转机构、设置在每一第四十旋转机构输出端的第四十变距组件、设置在第四十变距组件上的机械夹子;
18.所述模具拉手夹转机构包括第四十驱动模组、设置在第四十驱动模组输出端的两第四十一旋转机构、设置在每一第四十一旋转机构输出端的第四十夹转手;
19.所述机械夹子包括第四十驱动机构、第四十滑动组件、设置在第四十驱动机构输出端的第四十顶升组件、设置在第四十顶升组件上的第四十左凸轮板与第四十右凸轮板、设置在第四十左凸轮板与第四十右凸轮板上的两第四十夹爪;所述第四十左凸轮板与第四十右凸轮板均分别与第四十滑动组件滑动连接。
20.优选地,所述自动下料机构包括一第九支架、设置在第九支架上的第九x轴线性运动模组、置于第九x轴线性运动模组旁的传送带、设置在第九x轴线性运动模组组输出端的
第九滑块、设置在第九滑块上的第九驱动机构、设置在第九驱动机构输出端的第九取料吸嘴件。
21.优选地,所述自动清洁治具机构包括清刷机构、置于清刷机构旁的鼓风机;所述清刷机构包括第六安装座、设置在第六安装座上的第六x轴驱动模组、设置在第六x轴驱动模组输出端且能沿着x轴运动的第六z轴驱动模组、设置在第六z轴驱动模组输出端的第六滑板、设置在第六滑板底部的清洁刷、设置在第六安装座两端且与第六z轴驱动模组两端相对的第七十缓冲机构、设置在第六z轴驱动模组上且置于第六滑板上方的第五十缓冲机构、设置在第六滑板两侧的第六十缓冲机构。
22.采用本发明的技术方案,具有以下有益效果:本发明是一种高稳定可靠性的全自动组装焊接设备,通过自动化机械设备将boss柱、立柱分别放到组装治具,再自动化旋转卡紧扳手将boss柱、立柱固定、再自动化盖上盖板、再自动化锁紧盖板后将整个组装治具通过机器人拿到镭焊机中进行boss柱、立柱焊接;焊接后的组装治具再从镭焊机中拿出来后松开盖板、取出盖板、自动化松开旋转卡紧扳手、自动化下料成品、自动化清洁治具并通过机器人将自动组装好的组装治具直接抓取放到镭焊机进行焊接,大大降低了劳动强度,提高了产品良率,通过机器代替人工,大大节约人力成本。
附图说明
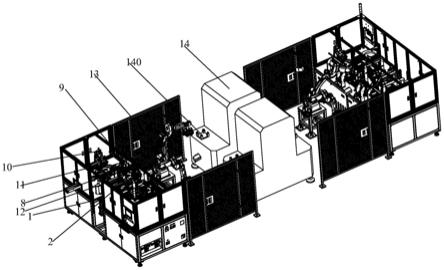
23.图1为本发明结构示意图;
24.图2为本发明各工位部件的结构示意图;
25.图3为本发明环形送料机构结构示意图;
26.图4为本发明弹夹式自动上料机构结构示意图;
27.图5为本发明弹夹式自动上料机构的取料机构结构示意图;
28.图6为本发明弹夹式自动上料机构的产品定位治具结构示意图;
29.图7为本发明上boss柱机构示意图一;
30.图8为本发明新型上boss柱机构示意图二;
31.图9为本发明上boss柱机构的变距组件结构示意图;
32.图10为本发明第一视觉检测机构或第二视觉检测机构结构示意图;
33.图11为本发明振动盘送料机结构示意图;
34.图12为本发明自动旋转卡紧把手机构4或自动旋转松开把手机构结构示意图一;
35.图13为本发明自动旋转卡紧把手机构4或自动旋转松开把手机构结构示意图二;
36.图14为本发明自动上盖板机构或自动下盖板机构示意图一;
37.图15为本发明结构自动上盖板机构或自动下盖板机构示意图二;
38.图16为本你发明z轴驱动模组与上下盖板组件结构示意图;
39.图17为本发明结构自动锁紧盖板机构或自动松开盖板机构正视图;
40.图18为本发明结构自动锁紧盖板机构或自动松开盖板机构后视图;
41.图19为本发明自动锁紧盖板机构或自动松开盖板机构的结构示意图一;
42.图20为本发明自动锁紧盖板机构或自动松开盖板机构的结构示意图二;
43.图21为本发明自动锁紧盖板机构或自动松开盖板机构的部分结构示意图;
44.图22为本发明模具拉手夹转机构的部分结构示意图;
45.图23为本发明盖板压紧机构结构示意图;
46.图24为本发明自动下料机构结构示意图;
47.图25为本发明自动清洁治具机构结构示意图;
48.图26为本发明取料机器人结构示意图;
49.图27为本发明机械手结构示意图;
50.其中,图1至图2:弹夹式自动上料机构1、上boss柱机构2、第一视觉检测机构3与第二视觉检测机构30、自动上盖板机构5、自动锁紧盖板机构6、环形送料机构7、自动松开盖板机构8、自动下盖板机构9、自动旋转松开把手机构10、自动下料机构11、自动清洁治具机构12、两抓取机器人13、镭焊机14、镭焊机的上料位140、振动盘送料机20;
51.图3:环形送料机构7、底座701、环形导轨702、工件定位载具703、滑轮704、驱动电机705、减速机706、主动轮707、从动轮708、同步带709、第一驱动气缸710、连接块711、轴杆712、定位块713;
52.图4至图6:第十z轴直线运动模组驱动101,顶升轴102、第十旋转机构103、旋转台104、两弹夹105、产品定位治具106、两竖直支撑架106a、第十轴杆106b、顶升座106c、boss立柱100、第十支架107、第十x轴线性运动模组108、第十滑块109、第十驱动机构110、第十取料吸嘴111、长条型开口111a
53.图7至图9:第二十支撑架201、第二十x轴直线运动模组202、第二十z轴驱动模组203、第二十驱动气缸203a、第二十一滑动机构203b、第二十滑动板203c、两第二十缓冲机构203e、第二十一缓冲机构203d、
54.第二十旋转机构205、第二十变距组件204、第二十驱动机构204a、第二十轨迹板204b、第二十轴承204c、第二十滑动机构204e、第二十滑动块204d、第一boss柱吸嘴204f、第二十固定座204g、boss立柱100、boss柱200;
55.图10至图11:第一视觉检测机构3与第二视觉检测机构30、支撑座301、视觉相机302、灯罩303、
56.振动盘送料机20、振动盘20a、气缸20b、接料板20c;
57.图12至图13:自动旋转卡紧把手机构4与自动旋转松开把手机构10、第四z轴驱动机构401与第四滑动机构402、第四滑动座403、第四旋转机构404、旋转纽手405、两第四缓冲组件406;
58.图14至图16:第三十x轴驱动模组591、第三十安装架591a、第三十驱动气缸591b、第三十二滑动组件591c、第三十缓冲机构591d、
59.第三十z轴驱动模组592、第三十滑动座592a、第三十z轴驱动气缸592b、第三十三滑动组件592c、第三十滑动板592d、第三十一缓冲机构592e、第三十二缓冲机构592f、第三十限位块592g、治具盖板300、
60.上下盖板组件593、第三十安装座593a、第三十驱动机构593b与第三十一驱动机构593c、第三十左夹手组件593d、第三十右夹手组件593e、第三十滑动组件593f与第三十一滑动组件593g;
61.图17至图23:第四十z轴驱动组件681、第四十z轴驱动气缸681a、第四十一滑动组件681b、设第四十滑动板681c、第四十缓冲板681d、两第四十缓冲机构681e、
62.两第四十旋转机构682、第四十旋转气缸682a、第四十安装座682b、
63.第四十变距组件683、第四十轨迹板683a、第四十二滑动组件683b、第四十转动板683c、第四十轴承683d、第四十三滑动组件683e、
64.机械夹子684、第四十驱动机构684a、第四十滑动组件684b、第四十顶升组件684c、第四十左凸轮板与第四十右凸轮板684d、两第四十夹爪684e、
65.模具拉手夹转机构685、第四十二驱动气缸685a、第四十六滑动组件685b、第四十滑动座685c、两第四十一缓冲机构685d、第四十限位挡块68e、第四十一旋转机构685f、第四十夹转手685g、第四十二缓冲机构685h、
66.盖板压紧机构686、第四十支撑座686a、第四十支撑座686a上、第四十一驱动气缸686b与第四十五滑动组件686c、第四十压块686d、第四十支撑架687。
67.图24:自动下料机构11、第九x轴线性运动模组1111、第九驱动机构112、第九取料吸嘴件113、传送带114;
68.图25:自动清洁治具机构12、第六x轴驱动气缸121、第六x轴滑轨122、第六滑动座123、第六z轴气缸124、第六滑动模组125、第六滑板126、清洁刷127、第七十缓冲机构128、第五十缓冲机构129、第六十缓冲机构150、第六限位板子160、鼓风机170;
69.图26至27:取料机器人13、机械臂131、机械手132、安装座板132a、同步气缸132b、第六十滑动组件132c与第七十第三十滑动组件132f、左夹爪子132d与右夹爪子132e。
具体实施方式
70.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
71.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
72.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
73.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
74.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之
[0075]“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特
征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0076]
参照图1至图27,本发明提供一种boss柱、立柱全自动组装焊接设备,包括:机台、置于机台旁边的两抓取机器人13、对应置于每一抓取机器人13旁的镭焊机14、设置在机台上的环形送料机构7,依次环绕环形送料机构4设置的弹夹式自动上料机构1、上boss柱机构2、第一视觉检测机构3与第二视觉检测机构30、与上boss柱机构2适配的振动盘送料机20、自动旋转卡紧把手机构4、自动上盖板机构5、自动锁紧盖板机构6、自动松开盖板机构8、自动下盖板机构9、自动旋转松开把手机构10、自动下料机构11、自动清洁治具机构12;
[0077]
所述环形送料机构7用于传送治具;所述弹夹式自动上料机构1用于将boss立柱上到治具上;所述上boss柱机构2用于将振动盘送料机20送出的boss柱上到已经上好boss立柱的治具上;所述第一视觉检测机构3置于振动盘送料机20的送料部,用于检测送出的boss柱;所述第二视觉检测机构30置于环形送料机构7上方,用于检测上好的boss立柱与boss柱;所述自动旋转卡紧把手机构4用于旋转治具的把手,将boss立柱与boss柱固定;所述自动上盖板机构5用于将盖板上在治具上;所述自动锁紧盖板机构6用于将上好的盖板锁紧;
[0078]
两所述抓取机器人13用于将自动锁紧盖板机构6锁好盖板的治具抓取到镭焊机14的上料位140进行自动焊接,再将焊接好的组装治具抓取放回治具取料位给自动松开盖板机构8进行松开盖板;所述自动下盖板机构9再将松开盖板的盖板取开;所述自动旋转松开把手机构10用于将治具上的把手400松开,自动下料机构11用于将焊接好的产品取出;所述自动清洁治具12用于将治具清洁干净。
[0079]
参照图3,本实施例中的若干工件定位载具设有12个,均安装在环形导轨702上,环形送料机构7工作原理:驱动电机705驱动,带动主动轮707,进而带动同步带709,从而带动工件定位载具703在环形导轨702上滑动,当工件定位载具703运动到工位处时,限位机构的第一驱动气缸710驱动,带动连接块711,进而带动轴杆712,从而带动安装在轴杆712上的定位块713,使定位块713卡设在与之对应的工件定位载具703上,将工件定位载具703定位,防止在工位处的部件操作时,工件定位载具703不稳,影响操作;所述环形送料机构7包括:底座701、设置在底座701上的环形导轨702、与环形导轨702滑动连接的若干工件定位载具703、用于带动工件定位载具703在环形导轨702上滑动的传送带驱动模组、设置在底座701上用于限制工件定位载具703位置的限位机构。所述传送带驱动模组包括驱动电机705、与驱动电机705传动连接的减速机706、设置在减速机706输出端的主动轮707、与主动轮707适配的从动轮708、设置在主动轮707与从动轮708的上同步带709;每一所述工件定位载具703底部还设有滑轮704,所述滑轮704与环形导轨702滚动接触,安装在环形导轨702两侧;所述工件定位载具703一侧通过连接件安装在同步带709上。所述限位机构包括一第一驱动气缸710、设置在第一驱动气缸710输出端的连接块711、贯穿连接块711的轴杆712;所述轴杆712上设有与工件定位载具703适配的定位块713,该工件定位载具703端部开设有与定位块713相适配的限位口。
[0080]
参照图4至图6,本实施例中的弹夹式自动上料机构1包括:顶升机构、置于顶升机构旁的第十旋转机构103、设置在第十旋转机构103输出端的旋转台104、设置在旋转台104上的两弹夹105、设置在每一弹夹105上的产品定位治具106、设置在产品定位治具106上方的第十取料机构;所述第十旋转机构103用于旋转旋转台104,进而将一产品定位治具106上
的产品旋转到顶升机构输出端上方;所述顶升机构用于将一产品定位治具106上的产品顶升至第十取料机构工位处进行取料。
[0081]
本实施例中顶升机构工作原理为:第十z轴直线运动模组驱动101,顶升轴102沿着第十z轴直线运动模组101的z轴方向上运动,将产品定位治具106上的产品(boss立柱100)进行顶升,所述顶升机构包括第十z轴直线运动模组101、设置在第十z轴直线运动模组101输出端的顶升轴102;所述第十旋转机构103包括第十旋转电机、与第十旋转电机输出端连接的第十减速机。
[0082]
本实施例中第十取料机构工作原理:第十x轴线性运动模组108驱动,第十滑块109沿着x轴方向运动至产品定位治具106上方,同时第十驱动机构110进行驱动使第十取料吸嘴111运动至取料位;所述第十取料机构包括一第十支架107、设置在第十支架107上的第十x轴线性运动模组108、设置在第十x轴线性运动模组108输出端的第十滑块109、设置在第十滑块109上的第十驱动机构110、设置在第十驱动机构110输出端的第十取料吸嘴111(第十取料吸嘴处设有吸气管,图中未画出);所述第十驱动机构110设为第十驱动气缸;所述第十取料吸嘴111底部开设有两并排设置的长条型开口111a,用于吸取产品定位治具106上的boss立柱100。本实施例中顶升座106c上放置有若干叠加的boss立柱,所述产品定位治具106包括两竖直支撑架106a、设置在竖直支撑架106a之间的两第十轴杆106b、设置在每一第十轴杆106b上的轴套、通过轴套安装在第十轴杆上的顶升座106c、设置在顶升座106c两侧的boss立柱100,该boss立柱100两端还置于竖直支撑架106a的凹槽内。
[0083]
本实施例中弹夹式自动上料机构工作原理如下:
[0084]
作业员将装好产品的产品定位治具106放入弹夹105,第十旋转机构103驱动旋转台104将弹夹105与产品定位治具106一同旋转到顶升轴102上方,顶升机构的第十z轴直线运动模组101驱动,带动顶升轴102将产品定位治具106中的boss立柱100向上顶升到取料高度,第十取料机构进行取料,每取走一个boss立柱100料后顶升轴102顶升一个产品高度,如定位治具中所有产品均取完后则第十旋转机构103驱动旋转台104旋转位置,将另一产品定位治具106旋转至顶升轴102上方,继续顶升取料,不会出现弹夹105切换需要停机的情况,整个上料流程全部完成,以上流程动作循环。
[0085]
本实施例中弹夹式自动上料机构上料速度是传统振动盘上料的多倍,从而大大提高了送料效率,并提商了产品良率;广泛应用于不能通过传统振动盘上料的场合(大、长的产品)可大大减少制造成本,与传统振动盘送料比:弹夹式自动上料机构具有高稳定性、成本低及空间占用小等优点;具有自动工位切换功能,弹夹切换不需停机操作,提高了工作效率。
[0086]
参照图7至图9,本实施例中的上boss柱机构包括:包括:第二十支撑架201、设置在第二十支撑架201上的第二十x轴直线运动模组202、设置在第二十x轴直线运动模组202上能沿着x轴运动的第二十z轴驱动模组203、设置在第二十z轴驱动模组203输出端的第二十旋转机构205、设置在第二十旋转机构205输出端的第二十变距组件204;所述第二十变距组件204包括第二十驱动机构204a、设置在第二十驱动机构204a输出端的第二十轨迹板204b、设置在第二十轨迹板204b两侧的第二十轴承204c、设置在第二十轨迹板204b下方的第二十滑动机构204e、一端设置在第二十轴承204c上且另一端与第二十滑动机构204e滑动连接的第二十滑动块204d、设置在第二十滑动块204d上的第一boss柱吸嘴204f;所述第二十轨迹
板204b两侧开设有凸轮槽口,对应的,第二十轴承204c设置在凸轮槽口处;本实施例中第二十变距组件204工作原理:第二十驱动气缸204a驱动,带动第二十轨迹板204b运动,进而使第二十滑动块204d在第二十滑动机构204e左右移动一距离,从而达到变距功能;所述第二十变距组件204还包括一设置在第二十旋转机构205输出端的第二十固定座204g,所述第二十驱动机构204a安装在第二十固定座204g上,所述第二十滑动机构204e安装在第二十固定座204g下端;所述第二十驱动机构204a设为第二十驱动气缸;所述第二十滑动机构204e包括第二十滑轨、以及设置在第二十滑轨上的第二十滑块,其中第二十滑动块204d安装在第二十滑块上,第二十滑轨上还安装有一第二boss柱吸嘴,该第二boss柱吸嘴置于两第一boss柱吸嘴204f之间,第二boss柱吸嘴与两第一boss柱吸嘴204f用于吸取振动盘送料机20输送的boss柱200,然后在将boss柱200放置模具上。本实施例中产品顶紧机构206用于将模具上的boss立柱100顶紧,所述第二十变距组件204两侧还有设有产品顶紧机构206;所述产品顶紧机构206设为第二十伸缩气缸。
[0087]
本实施例中第二十z轴驱动模组203工作原理:第二十驱动气缸203a驱动,带动第二十滑动板203c运动,进而带动第二十旋转机构205上下运动;所述第二十z轴驱动模组203包括第二十驱动气缸203a、第二十一滑动机构203b、与第二十一滑动机构203b滑动连接的第二十滑动板203c;所述第二十驱动气缸203a的输出端设置在第二十滑动板203c一端,第二十驱动气缸203a驱动,带动第二十滑动板203c在第二十一滑动机构203b上滑动;所述第二十一滑动机构203b包括第二十一滑轨、以及设置在第二十一滑轨上的第二十一滑块。本实施例中第二十驱动气缸203a通过第二十安装座子设置在第二十x轴直线运动模组202上,对应的,两第二十缓冲机构203e设置在第二十安装座子两侧且与下方的第二十滑动板203c相对,能对向上运动的第二十滑动板203c起到缓冲的作用;第二十安装座子两侧的下端部还设有第二十限位挡块且与第二十一缓冲机构203d一一相对,能对向下运动的第二十滑动板203c起到缓冲的作用;所述第二十z轴驱动模组203还包括设置在第二十滑动板203c上方的第二十缓冲机构203e、设置在第二十滑动板203c两侧的第二十一缓冲机构203d;所述第二十缓冲机构203e与第二十一缓冲机构203d均设为第二十缓冲支杆。本实施例中第二十旋转机构205工作原理:第二十旋转气缸驱动,进而带动第二十固定座204g转动,从而带动安装在第二十固定座204g上的构件转动;所述第二十旋转机构205包括第二十旋转气缸,该第二十旋转气缸设置在第二十滑动板203c另一端,通过第二十滑动板203c运动,进而带动第二十旋转气缸运动。
[0088]
本实施例中上boss柱机构2工作原理如下:第二十x轴直线运动模组202驱动,进而带动第二十z轴驱动模组203沿着x轴方向运动,第二十z轴驱动模组203的第二十驱动气缸203a驱动,带动第二十滑动板203c沿着第二十一滑动机构203b运动,进而带动第二十旋转机构205运动,第二十旋转机构205的第二十旋转气缸驱动,进而带动第二十变距组件204转动;第二十变距组件204的第二十驱动机构204a驱动,带动第二十轨迹板204b运动,从而使第二十轴承204c沿着凸轮槽口运动,进而使第二十滑动块204d在第二十一滑动机构203b左右移动一距离,从而达到变距功能。本实施例中上boss柱机构2的有益效果:机械代替人工操作,工作效率高,节约人力成本,省时省力;第十变距组件204空间占用小,稳定性高、减少了制造成本,速度快。
[0089]
参照图10至图11,本实施例中灯罩数量为2个,视觉相机安装在两灯罩之间,所述
第一视觉检测机构3与第二视觉检测机构30均包括支撑座301、设置在支撑座上的视觉相机302、安装在支撑座301上且置于视觉相机302下方的灯罩303;本实施例中的振动盘20a输料部设有三个料槽口,用于放置boss柱,接料板20c用于接住3个并排设置的boss柱,给上boss柱机构进行上料;所述振动盘送料机20包括振动盘20a、设置在振动盘20a输料端部的气缸20b、设置在气缸20b输出端的接料板20c。
[0090]
参照图12至图13,本实施例中自动旋转卡紧把手机构4或自动旋转松开把手机构10工作原理:第四z轴驱动机构401驱动,带动第四滑动座403沿着第四滑动机构402运动,从而带动第四旋转机构404运动到治具把手位置后,第四旋转机构404驱动带动治具把手运动将将boss立柱与boss柱固定或松开;所述自动旋转卡紧把手机构4与自动旋转松开把手机构10均包括:第四支架、设置在第四支架上的第四z轴驱动机构401与第四滑动机构402、设置在第四z轴驱动机构401输出端且置于第四滑动机构402上的第四滑动座403、设置在第四滑动座403上的第四旋转机构404、设置在第四旋转机构404输出端与下方模具上的把手400适配的旋转纽手405、以及安装在第四支架上且置于第四滑动座403端部处的两第四缓冲组件406,该第四滑动座403的端部穿过第四支架;所述第四z轴驱动机构401设为第四z轴气缸;所述第四滑动机构402包括第四滑动轨道、设置在第四滑动轨道上的第四滑块;两所述第四缓冲组件406正对设置,安装在第四滑动座403端部的上方与下方,该第四缓冲组件406设为第四缓冲支杆;所述第四旋转机构404设为第四旋转气缸。
[0091]
参照图14至图16,本实施例中自动上盖板机构5与自动下盖板机构9均包括:第三十x轴驱动模组591、设置在第三十x轴驱动模组591输出端的第三十z轴驱动模组592、设置在第三十z轴驱动模组592输出端的上下盖板组件593;所述上下盖板组件593包括第三十安装座593a、并排设置在第三十安装座593a上的第三十驱动机构593b与第三十一驱动机构593c、设置在第三十驱动机构593b输出端的第三十左夹手组件593d、设置在第三十一驱动机构593c输出端的第三十右夹手组件593e、设置在第三十安装座593a上的第三十滑动组件593f与第三十一滑动组件593g;所述第三十左夹手组件593d与第三十右夹手组件593e均对应与第三十滑动组件593f和第三十一滑动组件593g滑动连接。
[0092]
本实施例中第三十x轴驱动模组591工作原理:第三十驱动气缸591b驱动,带动第三十z轴驱动模组592沿着第三十二滑动组件591c方向滑动;所述第三十x轴驱动模组591包括第三十安装架591a、设置在第三十安装架591a上的第三十驱动气缸591b、设置在第三十驱动气缸591b输出端两侧的第三十二滑动组件591c、设置在第三十安装架591a两端的两第三十缓冲机构591d;所述第三十安装架591a呈龙门型设计,两第三十缓冲机构591d能在第三十z轴驱动模组592运动到第三十二滑动组件591c两端处时,起到缓冲的作用;所述第三十二滑动组件591c包括第三十二滑轨、设置在第三十二滑轨上的第三十二滑块。
[0093]
本实施例中第三十z轴驱动模组592的工作原理为:第三十z轴驱动气缸592b驱动,带动第三十滑动板592d沿着第三十三滑动组件592c方向上下运动,进而带动上下盖板组件593运动,第三十一缓冲机构592e与下方的第三十滑动板592d正对,用于缓冲向上运动的第三十滑动板592d;所述第三十z轴驱动模组592包括第三十滑动座592a、设置在第三十滑动座592a上的第三十z轴驱动气缸592b、设置在第三十滑动座592a上的第三十三滑动组件592c、设置在第三十三滑动组件592c上的第三十滑动板592d、设置在第三十滑动板592d两侧的两第三十缓冲组件、安装在第三十滑动座592a上且置于第三十z轴驱动气缸592b两侧
的第三十一缓冲机构592e;所述第三十z轴驱动气缸592b的输出端设置在第三十滑动板592d上;所述第三十滑动座592a设置在第三十二滑动组件591c上且置于两第三十缓冲机构591d之间;所述第三十驱动气缸591b的输出端设置在第三十滑动座592a上;所述第三十三滑动组件592c包括第三十三滑轨、设置在第三十三滑轨上的第三十三滑块。本实施例中第三十二缓冲机构592f用于缓冲向下运动的第三十滑动板592d,第三十限位块592g用于限制向下运动的位置,防止上下盖板组件593向下运动时,压坏下面的治具盖板300;每一所述第三十缓冲组件均包括第三十二缓冲机构592f、一端设置在第三十二缓冲机构592f下方的第三十限位块592g,所述第三十限位块592g另一端安装在第三十滑动座592a上;所述第三十缓冲机构591d、第三十一缓冲机构592e、第三十二缓冲机构592f均设为第三十缓冲支杆。
[0094]
本实施例中第三十左夹手驱动气缸与第三十右夹手驱动气缸驱动可带动第三十左夹手组件593d与第三十右夹手组件593e沿着第三十滑动组件593f和第三十一滑动组件593g运动,进而夹紧或松开治具盖板300;所述第三十驱动机构593b设为第三十左夹手驱动气缸;所述第三十一驱动机构593c设为第三十右夹手驱动气缸;所述第三十滑动组件593f包括第三十滑动轨道、设置在第三十滑动轨道上的两第三十滑动小块;所述第三十一滑动组件593g包括第三十一滑动轨道、设置在第三十一滑动轨道上的两第三十一滑动小块。本实施例中第三十左夹手组件593d包括第三十左夹手、与第三十左夹手固定的第三十左固定块;所述第三十右夹手组件593e包括第三十右夹手、与第三十右夹手固定的第三十右固定块,其中第三十左固定块的两侧均与对应的一第三十滑动小块和一第三十一滑动小块固定,第三十右固定块的两侧均与对应的另一第三十滑动小块和另一第三十一滑动小块固定,其中第三十左固定块与第三十右固定块相对设置,两第三十滑动小块与两第三十一滑动小块相对设置。本实施例中第三十顶板与第三十滑动板592d连接,第三十顶板与第三十滑动板还通过加强板进行加强,第三十滑动组件593f安装在第三十前板上,第三十一滑动组件593g安装在第三十后板上;所述第三十安装座593a包括第三十顶板、设置在第三十顶板前侧的第三十前板、设置在第三十顶板后侧的第三十后板、与第三十前板和第三十后板连接的第三十底板;所述第三十底板上开设有与治具盖板相适配的孔位。
[0095]
本实施例中自动上盖板机构5或自动下盖板机构9工作原理如下:
[0096]
工作时,第三十x轴驱动模组591的第三十驱动气缸591b驱动,带动第三十z轴驱动模组592沿着第三十二滑动组件591c方向滑动;同时第三十z轴驱动气缸592b驱动,带动第三十滑动板592d沿着第三十三滑动组件592c方向上下运动,(进而带动上下盖板组件593运动至治具盖板取料处或上盖板工位);上下盖板组件593的第三十左夹手驱动气缸与第三十右夹手驱动气缸驱动可带动第三十左夹手组件593d与第三十右夹手组件593e沿着第三十滑动组件593f和第三十一滑动组件593g运动,进而夹紧或松开治具盖板300。本实施例中自动上盖板机构5与自动下盖板机构9通过机械化代替人工操作,工作效率高,节约人力成本,省时省力;缓冲支杆的设计能起到缓冲的作用,能有效的保护装置。
[0097]
参照图17至图23,本实施例中的自动锁紧盖板机构6与自动松开盖板机构8均设有与之相对的盖板压紧机构686;所述自动锁紧盖板机构6与自动松开盖板机构8均包括第四十支撑架687、设置在第四十支撑架687上的第四十z轴驱动组件681、设置在第四十支撑架687上且置于第四十z轴驱动组件681下方的模具拉手夹转机构685、设置在第四十z轴驱动组件681输出端的两第四十旋转机构682、设置在每一第四十旋转机构682输出端的第四十
变距组件683、设置在第四十变距组件683上的机械夹子684;所述模具拉手夹转机构685包括第四十驱动模组、设置在第四十驱动模组输出端的两第四十一旋转机构685f、设置在每一第四十一旋转机构685f输出端的第四十夹转手685g;所述机械夹子684包括第四十驱动机构684a、第四十滑动组件684b、设置在第四十驱动机构684a输出端的第四十顶升组件684c、设置在第四十顶升组件684c上的第四十左凸轮板与第四十右凸轮板684d、设置在第四十左凸轮板与第四十右凸轮板684d上的两第四十夹爪684e;所述第四十左凸轮板与第四十右凸轮板684d均分别与第四十滑动组件684b滑动连接。
[0098]
本实施例中第四十z轴驱动气缸681a安装在第四十支撑架687顶板,第四十一滑动组件681b数量为2个,安装在第四十支撑架687两侧且置于第四十z轴驱动气缸681a下方,第四十一滑动组件681b包括第四十一滑动轨道、以及设置在第四十一滑动轨道上的两第四十一滑动小块,第四十滑动板681c安装在第四十一滑动小块上,该第四十z轴驱动组件681工作原理为:第四十z轴驱动气缸681a驱动,带动第四十滑动板681c沿着第四十一滑动组件681b上下运动,从而带动安装在第四十滑动板681c上的两第四十旋转机构682运动,两第四十缓冲机构681e的设计起到缓冲作用;所述第四十z轴驱动组件681包括第四十z轴驱动气缸681a、第四十一滑动组件681b、设置在第四十一滑动组件681b上的第四十滑动板681c、安装在第四十滑动板681c端部的第四十缓冲板681d、设置在第四十缓冲板681d上端与下端的两第四十缓冲机构681e;两所述第四十缓冲机构681e设为第四十缓冲支杆,其中一第四十缓冲支杆安装在第四十支撑架687顶板,另一第四十缓冲支杆681e通过连接板设置在第四十支撑架687上,两第四十缓冲支杆相对设置。
[0099]
本实施例中两第四十旋转气缸682a并排设置,第四十旋转气缸682a驱动时,带动第四十转动板683c沿着第四十凸轮槽口转动,进而带动第四十三滑动组件683e运动,从而带动安装在第四十三滑动组件683e上的机械夹子684运动;每一所述第四十旋转机构682均包括第四十旋转气缸682a、设置在第四十旋转气缸682a下方的第四十安装座682b;所述第四十旋转气缸682a与第四十安装座682b均安装在第四十滑动板681c上。本实施例中所述第四十二滑动组件683b包括第四十二滑动轨道、以及设置在第四十二滑动轨道上的两第四十二滑动小块;所述第四十三滑动组件683e包括第四十三滑动轨道、以及设置在第四十三滑动轨道上的两第四十三滑动小块,第四十二滑动轨道安装在第四十安装座682b上,两第四十三滑动小块通过固定板设置在两第四十二滑动小块上;所述第四十变距组件683包括第四十轨迹板683a、第四十二滑动组件683b、第四十转动板683c、第四十轴承683d、第四十三滑动组件683e;所述第四十轨迹板683a安装在第四十安装座682b上端部;所述第四十二滑动组件683b安装在第四十安装座682b下端部;所述第四十轨迹板683a两侧开设有第四十凸轮槽口;所述第四十转动板683c一端设置在第四十旋转气缸682a输出端,另一端通过第四十轴承683d设置在第四十凸轮槽口处;所述第四十三滑动组件683e与第四十二滑动组件683b滑动连接且安装在第四十轴承上。
[0100]
本实施例中第四十驱动机构684a通过安装板安装在第四十三滑动轨道上,第四十滑动组件684b的第一滑动轨道安装在安装板底部,第四十左凸轮板与第四十右凸轮板684d通过轴杆安装在第四十顶升组件684c上,该第四十左凸轮板与第四十右凸轮板684d均开设有凸轮槽开口,对应的轴杆设置在凸轮槽开口内;机械夹子684工作原理:第四十驱动气缸驱动带动第四十顶升组件684c沿着凸轮槽开口运动,从而带动第四十左凸轮板与第四十右
凸轮板684d在第四十滑动组件684b上运动,进而带动两第四十夹爪684e运动将模具的拉手400抓紧(该拉手400可折叠),将治具盖板锁紧或松开;所述机械夹子684设置在第四十三滑动组件683e上;所述第四十驱动机构684a设为第四十驱动气缸;所述第四十顶升组件684c设为第四十顶升板;第四十滑动组件684b包括第一滑动轨道、以及设置在第一滑动轨道上的两第一滑动小块。
[0101]
本实施例中第四十六滑动组件685b包括第四十六滑动轨道、以及设置在第四十六滑动轨道上的第四十六滑动小块,两第四十六滑动组件685b与两第四十限位挡块68e均安装在第四十支撑架687上;模具拉手夹转机构685的工作原理为:第四十二驱动气缸685a驱动,带动第四十滑动座685c沿着第四十六滑动组件685b运动,从而带动安装在第四十滑动座685c上的第四十一旋转机构685f运动,运动至治具拉手400位时,第四十一旋转机构685f驱动,带动第四十夹转手685g将治具拉手400掰平;所述第四十驱动模组包括第四十二驱动气缸685a、两相对设置的第四十六滑动组件685b、与两第四十六滑动组件685b滑动连接的第四十滑动座685c、设置在第四十滑动座685c上的两第四十一缓冲机构685d、与每一第四十一缓冲机构685d相对的第四十限位挡块68e、以及设置在第四十二驱动气缸685a两侧且与第四十滑动座685c相对的第四十二缓冲机构685h;所述第四十二驱动气缸685a的输出端与第四十滑动座685c连接。两第四十一缓冲机构685d与两第四十二缓冲机构685h均设为第四十缓冲支杆;所述第四十一旋转机构685f设为第四十一旋转气缸,该第四十一旋转气缸设置在第四十滑动座685c上。
[0102]
本实施例中第四十一驱动气缸686b设置在第四十支撑座686a顶部,第四十五滑动组件686c安装在第四十一驱动气缸686b下方,第四十压块686d与第四十五滑动小块滑动连接,盖板压紧机构686工作原理为:第四十一驱动气缸686b驱动,带动第四十压块686d沿着第四十五滑动组件686c的第四十五滑动轨道运动,将下方的治具盖板压紧,便于机械夹子684的第四十夹爪684e将治具的拉手400抓紧进行锁紧或松开治具盖板的操作;所述盖板压紧机构686包括一第四十支撑座686a、设置在第四十支撑座686a上的第四十一驱动气缸686b与第四十五滑动组件686c、与第四十五滑动组件686c滑动连接的第四十压块686d;所述第四十一驱动气缸686b的输出端与第四十压块686d连接;所述第四十五滑动组件686c包括第四十五滑动轨道、以及设置在第四十五滑动轨道上的第四十五滑动小块。
[0103]
本实施例中自动锁紧盖板机构6或自动松开盖板机构工作原理如下:
[0104]
工作时,该第四十z轴驱动组件681工作原理为:第四十z轴驱动气缸681a驱动,带动第四十滑动板681c沿着第四十一滑动组件681b上下运动,从而带动安装在第四十滑动板681c上的两第四十旋转机构682运动;第四十旋转机构682的第四十旋转气缸682a驱动时,带动第四十转动板683c沿着第四十凸轮槽口转动,进而带动第四十三滑动组件683e运动,从而带动安装在第四十三滑动组件683e上的机械夹子684运动;机械夹子684工作原理:第四十驱动机构684a驱动带动第四十顶升组件684c沿着凸轮槽开口运动,从而带动第四十左凸轮板与第四十右凸轮板684d在第四十滑动组件684b上运动,进而带动两第四十夹爪684e运动将模具的拉手400抓紧(该拉手400可折叠),将治具盖板锁紧或松开;盖板压紧机构686工作原理为:第四十一驱动气缸686b驱动,带动第四十压块686d沿着第四十五滑动组件686c运动,将下方的治具盖板压紧,便于机械夹子684的第四十夹爪684e将治具的拉手400抓紧进行锁紧或松开治具盖板的操作;模具拉手夹转机构685的工作原理为:第四十二驱动
气缸685a驱动,带动第四十滑动座685c沿着第四十六滑动组件685b运动,从而带动安装在第四十滑动座685c上的第四十一旋转机构685f运动,运动至治具拉手400位时,第四十一旋转机构685f驱动,带动第四十夹转手685g将治具拉手400掰平。本实施例中自动锁紧盖板机构6与自动松开盖板机构8通过机械代替人工操作,省时省力,工作效率高,节约人力成本,能将模具盖板进行松开或锁紧操作,方便实用;盖板压紧机构686的设计便于进行松盖或锁紧盖板的操作,方便实用。
[0105]
参照图24,本实施例中自动下料机构11工作原理:第九x轴线性运动模组1111工作,带动第九驱动机构112运动至焊接好的boss立柱与boss柱的位置,第九驱动机构112驱动,带动第九取料吸嘴进行取料,在通过第九x轴线性运动模组1111工作运动至传送带114下料位进行下料;所述自动下料机构11包括一第九支架、设置在第九支架上的第九x轴线性运动模组1111、置于第九x轴线性运动模组1111旁的传送带114、设置在第九x轴线性运动模组1111输出端的第九滑块、设置在第九滑块上的第九驱动机构112、设置在第九驱动机构112输出端的第九取料吸嘴件113;所述第九驱动机构112设为第九驱动气缸;
[0106]
参照图25,本实施例中自动清洁治具机构12工作原理:第六z轴气缸124驱动,带动清洁刷127运动至清洁工位,同时第六x轴驱动气缸121驱动,带动第六z轴气缸124运动,进而带动清洁刷127运动对治具进行清刷,同时开启鼓风机170对治具进行吹风;所述自动清洁治具机构12包括清刷机构、置于清刷机构旁的鼓风机170;所述清刷机构包括第六安装座、设置在第六安装座上的第六x轴驱动模组、设置在第六x轴驱动模组输出端且能沿着x轴运动的第六z轴驱动模组、设置在第六z轴驱动模组输出端的第六滑板126、设置在第六滑板126底部的清洁刷127、设置在第六安装座两端且与第六z轴驱动模组两端相对的第七十缓冲机构128、设置在第六z轴驱动模组上且置于第六滑板126上方的第五十缓冲机构129、设置在第六滑板126两侧的第六十缓冲机构150;所述第六x轴驱动模组包括第六x轴驱动气缸121、设置在第六x轴驱动气缸121两侧的第六x轴滑轨122、设置在第六x轴滑轨122上的第六x轴滑块;所述第六z轴驱动模组包括第六滑动座123、设置在第六滑动座123上的第六z轴气缸124与第六滑动模组125;所述第六z轴气缸124的输出端与第六滑板126连接,且该第六滑板126安装在第六滑动模组125上;所述第六滑动模组125包括第六滑轨、设置在第六滑轨上的第六滑块;两所述第七十缓冲机128对应与第六滑动座123两端相对,两第五十缓冲机构129安装在第六滑动座123上,且置于第六z轴气缸124两侧;第六十缓冲机构150与安装在第六滑动座123两底端部的第六限位板子160相对;所述第七十缓冲机构128、第五十缓冲机构129、第六十缓冲机构150均设为第六缓冲支杆。
[0107]
参照图26至27,本实施例中取料机器人工作原理为:同步气缸132b驱动,带动左夹爪子132d与右夹爪子132e在第六十滑动组件132c与第七十第三十滑动组件132f上运动,进而夹取或松开治具;所述取料机器人13包括机械臂131、与机械臂131连接的机械手132,该机械手132包括安装座板132a、设置在安装座板132a顶部的同步气缸132b、设置在安装座板132a两侧的第六十滑动组件132c与第七十滑动组件132f、设置在同步气缸132b上的左夹爪子132d与右夹爪子132e;所述第六十滑动组件132c包括第六十滑动导轨、设置在第六十滑动导轨上的第六十左滑动块与第六十右滑动块;所述第七十滑动组件132f包括第七十滑动导轨、设置在第七十滑动导轨上的第七十左滑动块与第七十右滑动块;所述左夹爪子132d两端对应安装在第六十左滑动块与第七十左滑动块上;所述右夹爪子132e两端对应安装在
第六十右滑动块与第七十右滑动块上。
[0108]
本发明工作原理如下:
[0109]
环性导轨上安装有12个工位,各工站分别放置一个组装治具,并完成一个工位功能,弹夹式自动上料机构1自动上2pcs boss立柱到治具,上boss柱机构2自动上6pcs boss柱到治具,第一视觉检测机构3与第二视觉检测机构30检测立柱与boss柱有无漏装,自动旋转卡紧把手机构4旋紧把手将boss立柱与boss柱固定,自动上盖板机构5将盖子盖好,自动锁紧盖板机构6将盖子锁紧,抓取机器人13将组装好的治具抓取到镭焊机14上料位140自动焊接、焊接好的组装治具放回治具取料位,自动松开盖板机构8将盖子松开,自动下盖板机构9将盖板取开,自动旋转松开把手机构10将把手松开,自动下料机构11将焊接好的产品取出,自动清洁治具机构12将治具清洁干净,整个boss柱、boss立柱全自动组装焊接设备流程完成,以上动作均为同步完成。
[0110]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1