一种便于散热的气保焊电焊机的制作方法
1.本实用新型涉及焊接技术领域,具体涉及一种便于散热的气保焊电焊机。
背景技术:
2.电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,使被接触物相结合的目的,其结构十分简单,就是一个大功率的变压器;各器件安装在由顶板、前壁、后壁、底板和侧壁包围形成的壳体内,由于功率器件在运行时会产生大量的热量,大多是在前壁和后壁分别安装风扇和散热窗,使空气流通带走热量,但是实际运行的过程中,被加热空气有一部分会向上流动,被顶板所阻碍难以及时将热量散发掉,随着运行时间的延长而温度越积越高,妨碍功率器件的散热,对电焊机的稳定、长时间运行造成不利影响。
技术实现要素:
3.针对上述的技术问题,本技术方案提供了一种便于散热的气保焊电焊机,能有效的解决上述问题。
4.本实用新型通过以下技术方案实现:
5.一种便于散热的气保焊电焊机,包括电焊机壳体结构,所述的壳体结构包括前壁、后壁、顶板、底板、左侧壁和右侧壁包围而成的密闭腔;所述的壳体结构采用导热快的材质制成;所述的密闭腔内安装有高压元件和低压元件,所述的高压元件和低压元件之间通过隔热板分隔。
6.进一步的,所述的壳体结构的外表面上均匀的设置有多个散热片。
7.进一步的,所述的壳体结构采用铝材质制成;所述的顶板、左侧壁和右侧壁一体成型,位于前壁、左侧壁和右侧壁上设置有用于散热的散热片。
8.进一步的,所述的顶板与左侧壁和右侧壁的边沿处设置有用于固定的安装孔;所述前壁、后壁和底板的外边沿上设置有向电焊机内侧延伸的衔接板,所述的衔接板上设置有多个用于固定安装的安装孔;紧固件贯穿安装孔,将顶板与前壁、后壁和底板固定为一体。
9.进一步的,所述的底板上通过支柱固定连接有平行于水平面的主板,主板的中部焊接有整流二极管、主电源变压和多个电解电容,位于整流二极管的上侧设置有两个igbt散热器和两个整流二极管散热器;主电源变压器和多个电解电容均设置在igbt散热器和整流二极管散热器的一侧。
10.进一步的,所述主板与底板之间设置有绝缘隔板。
11.进一步的,位于所述两个igbt散热器和两个整流二极管散热器的上侧安装有通过接口与主板信号连接的辅助控制板,所述的辅助控制板上设置有辅助电源;位于散热器和辅助控制板之间设置有隔热片。
12.进一步的,位于所述隔热片的上侧设置有与控制面板连接的控制板,所述的控制
板通过接口与辅助控制板和主板信号连接;所述的控制板通过紧固件固定安装在顶板的内壁上,顶板的外表面设置有多个与控制板相连的按键和数字显示表。
13.进一步的,所述的前壁和后壁上均设置有通气孔,位于靠近散热装置的前壁或后壁上设置有风机,位于风机的位置处,在后壁上设置有与风机连通的通风口,通风口处设置有防护罩。
14.(三)有益效果
15.本实用新型提出的一种便于散热的气保焊电焊机,与现有技术相比较,其具有以下有益效果:
16.(1)本技术方案通过壳体结构采用导热快的材质制成,能快速的将密闭腔体中高压元件产生的热量带走,尽快的对密闭腔起到降温的作用。另外,设置在壳体上凸起的散热片,可以有效的增加散热面积,进一步的加快密闭腔内的散热速度,对密闭腔起到降温起到更进一步加速的作用。
17.(2)本技术方案中通过设置在前壁和后壁上的通风孔,以及与风机的配合,能产生气流,加速密闭腔中气体的转换,将密闭腔中高压元件产生的热量带出;可以有效的、快速的给密闭腔体中的高压元件起到降温的作用。
18.(3)本技术方案中将主板水平设置在密闭腔内,使得主板上的重量元件的重力能均匀的分散到主板上,使得主板受力更均匀,减少了重量元件的重力对主板的影响;增加了主板的平稳性,和工作状态时的稳定性;有效延长了主板的使用年限,增加了电焊机的使用寿命。
19.(4)技术方案将顶板与左侧壁和右侧壁整体一体成型,增加了壳体的整体性,便于电焊机最后的壳体整体组装工作,缩短了组装时间;增加了生产效率。
附图说明
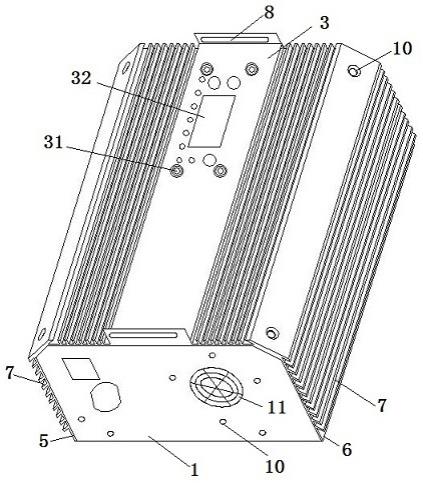
20.图1是本实用新型外部整体结构的左侧示意图。
21.图2是本实用新型拆分状态结构示意图。
22.附图中的标记为:1
‑
前壁、11
‑
通气孔、2
‑
后壁、21
‑
散热孔、3
‑
顶板、31
‑
按键、32
‑
数字显示表、4
‑
底板、5
‑
左侧壁、6
‑
右侧壁、7
‑
散热片、8
‑
穿绳孔、9
‑
衔接板、10
‑
安装孔、12
‑
主板、13
‑
散热器、14
‑
电解电容、15
‑
电源变压器、16
‑
绝缘隔板。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围。
24.实施例1:
25.如图1
‑
图2所示,一种便于散热的气保焊电焊机,包括电焊机壳体结构,所述的壳体结构包括前壁1、后壁2、顶板3、底板4、左侧壁5和右侧壁6包围而成的密闭腔。密闭腔内安装有高压元件和低压元件,所述的高压元件和低压元件之间通过隔热板分隔。
26.顶板3与左侧壁5和右侧壁6的边沿处设置有用于固定的安装孔10;在前壁1、后壁2
和底板4的外边沿上设置有向电焊机内侧延伸的衔接板9,衔接板9上设置有多个用于固定安装的安装孔10;紧固件贯穿安装孔10,将顶板3与前壁1、后壁2和底板4固定为一体。
27.壳体结构采用导热快的材质制成,在本实施例中,壳体结构采用铝材质制成;在壳体结构的外表面上均匀的设置有多个散热片7。在本实施例中,顶板3、左侧壁5和右侧壁6一体成型,位于前壁1、左侧壁5和右侧壁6上设置有用于散热的散热片7。
28.位于底板4的顶面上设置有绝缘隔板16,在底板4的四角和中部均设置有支柱,支柱贯穿底板4和绝缘隔板16,顶部固定连接有平行于水平面的主板12,主板12的中部焊接有整流二极管、主电源变压器15和多个电解电容14,位于整流二极管的上侧设置有两个igbt散热器和两个整流二极管散热器;主电源变压器和多个电解电容均设置在igbt散热器和整流二极管散热器的一侧。
29.位于两个igbt散热器和两个整流二极管散热器的上侧安装有通过接口与主板12信号连接的辅助控制板,所述的辅助控制板上设置有辅助电源;位于散热器和辅助控制板之间设置有隔热片。
30.位于隔热片的上侧设置有与控制面板连接的控制板,所述的控制板通过接口与辅助控制板和主板12信号连接;所述的控制板通过紧固件固定安装在顶板3的内壁上,位于顶板3的中部设置有多个与控制板相连的按键31和数字显示表32。
31.所述的按键31包括:
32.1.功能键(菜单):轻触此案键可以在焊接功能、推力、热启动、手工焊/氩弧焊、vrd控制这些功能依次循环转换。配合操作加大减小按键可以对不同的功能进行参数设定。如轻触功能键到某一功能无操作或操作后5 秒没有继续进行操作,那么机器将自己动记录设定的数据并返回到焊接指示指示功能状态。
33.2.减小键(下翻):焊接状态下减小焊接电流,其它功能状态减小或下翻。
34.3.加大键(下翻):焊接状态下加大焊接电流,其它功能状态加大或上翻。
35.所述的数字显示表32包括:
36.1.设置在中部的led显示屏:3位led数码显示屏,显示焊接电流设定和功能设定时的数据。
37.2.vrd状态指示灯:vrd处于关闭状态此指示灯发红光,vrd处于开启状态此指示灯发绿光。
38.3.手工焊或接触式氩弧焊状态指示灯:手工焊状态此指示灯发红光,氩弧焊状态此指示灯发绿光。
39.4.vrd控制指示:触动功能键到vrd功能状态,此时vrd功能指示灯点亮。触动加大或减小轻触开关改变vrd打开或关闭。vrd是限制焊接设备输出空载电压的电路,开启此功能后机器将空载输出电压限制在安全电压内,这样在更换焊条或焊接防护不可靠的情况下都不会出现对人体伤害或导致操作人员有触电的感觉出现。所以所它也是一台安全的焊机。
40.5.手工焊/氩弧焊功能指示:触动功能键到手工焊/氩弧焊功能状态,此时手工焊/氩弧焊功能指示灯点亮。触动加大或减小轻触开关更改电焊机处于手工焊或氩弧焊工作模式。氩弧焊工作模式vrd强制关闭,推力和热启动需要设定到最小值,要不然影响焊接效果。手工焊工作模式vrd可以手动开启或关闭,推力和热启动可以根据需要任意调节设定。
41.6.热启动(热引弧)功能指示:触动功能键到热启动功能状态,此时热启动功指示灯点亮。触动加大或减小轻触开关更改热启动电流大小,当焊接薄板时,不具备热启动功能的普通电焊机焊接会出现引弧困难,如果加大电流解决引弧问题,但是会出现烧穿铁板的问题。如果开启了热启动功能可以根据铁板的厚度设定合适的热启动电流,热启动功能在焊接的瞬间工作,当引弧成功后热启动功能自动关闭,电流恢复到正常焊接的小电流状态,在下次引弧时热启动再次工作。这样就可以达到接触起弧,不沾焊条的效果。
42.7.电弧推力功能指示:触动功能键到电弧推力功能状态,此时推力功指示灯点亮。触动加大或减小轻触开关更改推力电流大小。不具备热电弧推力功能的普通电焊机在小电流、工件表面不平整、工件表面不干净或使用特殊焊条(如6010、7018)连续焊接过程中会会出现断弧或焊条粘住工件等问题。如果开启了电弧推力功能可以根据使用不同焊条,如酸性焊条推力设定到20%,到热启动功能在焊接的瞬间工作,当引弧成功后热启动功能自动关闭,电流恢复到正常焊接的小电流状态,在下次引弧时热启动再次工作。这样就可以达到接触起弧,不沾焊条的效果。将碱性焊条推力设定到50%,纤维素焊条推力设定到100%.即可有效解决了焊接过程中粘焊条或断弧的问题。
43.8.焊接功能指示:开机默认焊接功能状态,同时焊接功能指示灯点亮。触动加大或减小轻触开关更改焊接电流大小。如轻触功能键到某一功能无操作或操作后5 秒没有继续进行操作,那么机器将自己动记录设定的数据并返回到焊接指示指示功能状态。
44.在前壁1和后壁2的中部均设置有通气孔11和散热孔21,位于靠近散热装置的前壁1或后壁2上设置有风机,位于风机的位置处,在后壁2上设置有与风机连通的通风口,通风口处设置有防护罩。
45.在前壁1和后壁2的顶部设置有穿绳孔8,穿绳孔8内穿有背带,便于操作者携带使用。
46.在本实施例中,电焊机内部的主板采用32位微处理器并嵌入了焊接操作系统(32 bits rtos).实现了电焊机的多功能和多种焊接状态设定。满足了全部电焊条种类和手弧焊接工艺的需求。
47.电焊机的外壳采用全铝外壳,造型美观大方,同时利用铝制外壳导热快,重量轻的特性,机器内部电路设计的更紧凑,制作出了小体积、大功率的电焊机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1