一种提高焊接效率的网篮焊接装置的制作方法
1.本实用新型涉及网篮焊接设备技术领域,尤其是涉及一种提高焊接效率的网篮焊接装置。
背景技术:
2.现有的金属网篮包括网状篮体及焊接于网状篮体顶部篮口的加固边框。网状篮体的生产首先是通过将底网片及连接于底网片四周的侧网片经过折弯压紧成型,随后进行焊接加工,对在网状篮体的四角位置形成由相邻两块侧网片重叠形成的对接区域进行焊接,从而生产出网状篮体。目前,网状篮体的生产中,用以对网状篮体进行焊接加工的方式通常是工人通过夹具将成型未焊接的网状篮体固定后,手持焊枪地人工进行焊接,过多地依靠人工操作,生产效率底。
技术实现要素:
3.本实用新型的目的在于提供一种提高焊接效率的网篮焊接装置,该提高焊接效率的网篮焊接装置仅需工人将成型未焊接的网状篮体放入后,启动所述提高焊接效率的网篮焊接装置进行自动化焊接后,将焊接后的网状篮体取出即可,无需过多的人工操作,生产效率高。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种提高焊接效率的网篮焊接装置,包括安装台、定位结构及焊接结构,所述定位结构包括四件支撑座及用于压紧网篮的压紧组件,四件支撑座两两相对设置在安装台的中部上,每一支撑座上设有电极板,每一支撑座的外侧对应地设有一压紧组件,以供网篮以篮口朝下方式罩设于四件支撑座上,四件支撑座对应贴合网篮四角位置的内壁,压紧组件压紧网篮四角位置的外壁,并带动网篮向下抵压,使四件支撑座的顶端抵顶网篮的底壁,且电极板贴合网篮四角位置处的对接区域,所述焊接结构包括四个焊接单元,四个焊接单元两两相对设置在安装台的两侧上,每一焊接单元与一支撑座对应设置,焊接单元包括固定座、可上下滑动地设置在固定座上的伸缩焊接枪及用以驱动伸缩焊接枪在固定座上下滑动的驱动结构,所述伸缩焊接枪上设有电极焊接头,以供压紧组件压紧网篮,两两相对设置的四支伸缩焊接枪在驱动结构的驱动下,沿固定座滑动并伸缩,通过电极焊接头与电极板多次配合,焊接网篮四角位置处的网片重叠对接区域。
6.作为本实用新型进一步技术方案:所述压紧组件包括升降气缸、安装板及压紧气缸,所述升降气缸立设,升降气缸的伸缩杆向上设置,所述安装板水平地设置于升降气缸的伸缩杆上,通过升降气缸的伸缩杆伸缩带动安装板升降,所述压紧气缸设置于安装板上,压紧气缸的伸缩杆朝向对应的支撑座设置,所述压紧气缸的伸缩杆上设有压紧板,以供压紧气缸的伸缩杆伸出,带动压紧板压紧网篮四角位置的外壁,升降气缸的伸缩杆收缩带动安装板与压紧气缸下降,从而以压紧板带动网篮向下抵压。
7.作为本实用新型进一步技术方案:所述固定座设有相对设置的两块固定板,两块
固定板之间设有所述伸缩焊接枪,每一固定板邻近对应的支撑座的一面为导向面,所述导向面上设有导轨,所述伸缩焊接枪与驱动结构之间设有连接板,所述连接板相对连接伸缩焊接枪与驱动结构,连接板上设有与导轨对应匹配的滑块,以供驱动结构通过连接板带动伸缩焊接枪沿导轨上下滑动。
8.作为本实用新型进一步技术方案:所述驱动结构包括丝杆及用以驱动丝杆转动的驱动电机,所述丝杆可转动地设于一固定板的外侧面上,所述丝杆上设有随同丝杆转动而活动的活动块,所述活动块与连接板之间设有连接件,通过连接件连接活动块与连接板,以供驱动电机带动丝杆转动,活动块随同丝杆转动而沿丝杆向上或向下活动,连接板在连接件与活动块的带动下,上下活动,从而使驱动结构通过连接板带动伸缩焊接枪沿导轨上下滑动。
9.作为本实用新型进一步技术方案:网篮四角位置处的网片重叠对接区域呈倾斜状,所述导向面对应地为倾斜面,所述丝杆在固定板的外侧面上对应地呈倾斜设置。
10.作为本实用新型进一步技术方案:所述支撑座包括座体部及设置于座体部顶端上的支撑部,所述支撑部设有与网篮四角位置处的对接区域贴合的边角段,所述电极板嵌设于边角段上。
11.与现有技术相比,本实用新型的有益效果是:本实用新型提出一种提高焊接效率的网篮焊接装置通过安装台、定位结构及焊接结构之间的配合,仅需工人将成型未焊接的网状篮体放入后,启动所述提高焊接效率的网篮焊接装置进行自动化焊接后,将焊接后的网状篮体取出即可,无需过多的人工操作,生产效率高。
附图说明
12.图1为网篮放置至提高焊接效率的网篮焊接装置上的示意图。
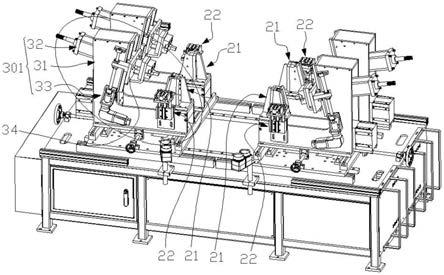
13.图2为提高焊接效率的网篮焊接装置的示意图。
14.图3为图2的局部图。
15.图4为图3的另一视角图。
具体实施方式
16.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型的保护范围。
17.请参阅图1、图2、图3及图4,一种提高焊接效率的网篮焊接装置,包括安装台10、定位结构20及焊接结构30,所述定位结构20包括四件支撑座21及用于压紧网篮的压紧组件22,四件支撑座21两两相对设置在安装台10的中部上,每一支撑座21上设有电极板201,每一支撑座21的外侧对应地设有一压紧组件22,以供网篮以篮口朝下方式罩设于四件支撑座21上,四件支撑座21对应贴合网篮四角位置的内壁,压紧组件22压紧网篮四角位置的外壁,并带动网篮向下抵压,使四件支撑座21的顶端抵顶网篮的底壁,且电极板201贴合网篮四角位置处的对接区域,所述焊接结构30包括四个焊接单元301,四个焊接单元301两两相对设置在安装台10的两侧上,每一焊接单元301与一支撑座21对应设置,焊接单元301包括固定座31、可上下滑动地设置在固定座31上的伸缩焊接枪32及用以驱动伸缩焊接枪32在固定座
31上下滑动的驱动结构33,所述伸缩焊接枪32上设有电极焊接头321,以供压紧组件22压紧网篮,两两相对设置的四支伸缩焊接枪32在驱动结构33的驱动下,沿固定座31滑动并伸缩,通过电极焊接头321与电极板201多次配合,焊接网篮四角位置处的网片重叠对接区域。
18.进一步地,所述压紧组件22包括升降气缸221、安装板222及压紧气缸223,所述升降气缸221立设,升降气缸221的伸缩杆向上设置,所述安装板222水平地设置于升降气缸221的伸缩杆上,通过升降气缸221的伸缩杆伸缩带动安装板222升降,所述压紧气缸223设置于安装板222上,压紧气缸223的伸缩杆朝向对应的支撑座21设置,所述压紧气缸223的伸缩杆上设有压紧板224,以供压紧气缸223的伸缩杆伸出,带动压紧板224压紧网篮四角位置的外壁,升降气缸221的伸缩杆收缩带动安装板222与压紧气缸223下降,从而以压紧板224带动网篮向下抵压,使支撑座21的顶端抵顶网篮的底壁。
19.进一步地,所述固定座31设有相对设置的两块固定板311,两块固定板311之间设有所述伸缩焊接枪32,每一固定板311邻近对应的支撑座21的一面为导向面302,所述导向面302上设有导轨303,所述伸缩焊接枪32与驱动结构33之间设有连接板34,所述连接板34相对连接伸缩焊接枪32与驱动结构33,连接板34上设有与导轨303对应匹配的滑块341,以供驱动结构33通过连接板34带动伸缩焊接枪32沿导轨303上下滑动。
20.进一步地,所述驱动结构33包括丝杆331及用以驱动丝杆331转动的驱动电机332,所述丝杆331可转动地设于一固定板311的外侧面上,所述丝杆331上设有随同丝杆331转动而活动的活动块3311,所述活动块3311与连接板34之间设有连接件3312,通过连接件3312连接活动块3311与连接板34,以供驱动电机332带动丝杆331转动,活动块3311随同丝杆331转动而沿丝杆331向上或向下活动,连接板34在连接件3312与活动块3311的带动下,上下活动,从而使驱动结构33通过连接板34带动伸缩焊接枪32沿导轨303上下滑动。
21.进一步地,本实施例中,网篮四角位置处的网片重叠对接区域呈倾斜状,所述导向面302对应地为倾斜面,所述丝杆331在固定板311的外侧面上对应地呈倾斜设置,以便于焊接网篮四角位置处的网片重叠对接区域。
22.进一步地,每一固定座31的固定板311向对应的支撑座21延伸设有延展连接段312,所述延展连接段312与支撑座21连接。
23.进一步地,所述支撑座21包括座体部211及设置与座体部211顶端上的支撑部212,所述支撑部212设有与网篮四角位置处的对接区域贴合的边角段2121,所述电极板201嵌设于边角段2121上,所述座体部211与延展连接段312连接。
24.本实用新型一种提高焊接效率的网篮焊接装置的焊接方法,如下:将未焊接的网篮放置至所述提高焊接效率的网篮焊接装置上,网篮以篮口朝下方式罩设于四件支撑座21上,四件支撑座21上的边角段2121及电极板201对应贴合网篮四角位置的对接区域内壁,压紧组件22压紧金属网篮四角位置的外壁,压紧气缸223的伸缩杆伸出,带动压紧板224压紧网篮四角位置的外壁,升降气缸221的伸缩杆收缩带动安装板222与压紧气缸223下降,从而以压紧板224带动网篮向下抵压,使支撑座21的顶端抵顶网篮的底壁,从而以定位结构20对网篮定位;随后,焊接结构30启动,两两相对设置的四支伸缩焊接枪32在驱动结构33的驱动下,沿固定座31滑动并伸缩,通过电极焊接头321与电极板201多次配合,焊接网篮四角位置处的网片重叠对接区域;在焊接完成后,两两相对设置的四支伸缩焊接枪32在驱动结构33的驱动下回位,而定位结构20解除对网篮定位,将焊接完成后的网篮取出,放入下一未焊接
的网篮,并重复上述流程。如此,快捷方便地完成对网篮的焊接加工。
25.综上所述,本实用新型一种提高焊接效率的网篮焊接装置通过安装台10、定位结构20及焊接结构30之间的配合,仅需工人将成型未焊接的网状篮体放入后,启动所述提高焊接效率的网篮焊接装置进行自动化焊接后,将焊接后的网状篮体取出即可,无需过多的人工操作,生产效率高。
26.只要不违背本实用新型创造的思想,对本实用新型的各种不同实施例进行任意组合,均应当视为本实用新型公开的内容;在本实用新型的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本实用新型创造的思想的任意组合,均应在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1