一种定位夹具的制作方法
1.本实用新型涉及3c产品装夹技术领域,具体涉及一种定位夹具。
背景技术:
2.3c产品,是计算机类、通信类和消费类电子产品三者的统称,如电脑、平板电脑、手机或数字音频播放器等。这些电子产品中的零件都非常精小。
3.可参考图1,现有的这些零件的装夹方式为:a.将工件装在产品定位槽中;b.用真空口吸紧工件;c.装进cnc机台内加工;d.关闭真空,从cnc机台上取出,完成一次装夹和加工。
4.这种夹具的使用存在以下缺陷:1.加工柱体结构的外形时,会因为工件的厚度波动和装夹误差,容易造成底部过切而产生台阶;2.在对柱体结构攻牙时,会因工件的厚度波动和装夹误差而在背面出现顶突。
技术实现要素:
5.本实用新型的一个目的在于提供一种定位夹具,以克服现有技术中容易出现过切和背面顶突的缺陷。
6.本实用新型解决其技术问题所采用的技术方案是,提供一种定位夹具,用于固定待加工的工件,所述工件上具有若干柱体,所述定位夹具包括平台、定位托板、支撑板、支撑柱和按压组件;所述定位托板上开设有与工件外形相适应的定位槽,所述工件放置在所述定位槽中;所述支撑板盖设在工件上并与定位托板固接,将工件固定在定位槽中,组成快换模块;所述支撑板上开设有若干第一避让孔,所述柱体位于第一避让孔内;多个所述支撑柱间隔地固设在平台上,并围成容纳区间;所述按压组件设置在平台上;在所述快换模块放置到支撑柱上后,所述支撑板被支撑柱顶起,所述定位托板位于容纳区间中,且与平台表面具有间隙;所述按压组件将支撑板按压在支撑柱上。
7.本实用新型提供的一种定位夹具,通过在定位托板上设有与工件外形相适应的定位槽,使得工件底面紧贴着定位托板,有效地避免柱体受力后在工件的底面出现顶突的现象。通过使用定位托板和支撑板将工件精准固定,再通过支撑柱抵顶着支撑板而定位托板悬空,保证工件主体不会进入到刀具的切削路径中,从而杜绝出现过切的问题。
8.在一些实施方式中,所述工件上还开设有通孔;所述支撑板上对应通孔的位置开设有第二避让孔;所述第二避让孔的面积大于所述通孔的面积。
9.在一些实施方式中,所述支撑板的上表面设有锥形槽;所述第一避让孔和第二避让孔均开设在所述锥形槽的底部。
10.在一些实施方式中,所述支撑板上开设有两个锥形槽;每一所述锥形槽中均开设有一个第二避让孔以及围绕着所述第二避让孔的四个第一避让孔。
11.在一些实施方式中,所述工件的上表面还设有凹槽;所述支撑板的底面设有用于将工件按压在定位托板上的凸起;所述凸起的厚度大于或等于所述凹槽的深度。
12.在一些实施方式中,所述支撑板的材质为塑料。
13.在一些实施方式中,所述工件的底部呈弧形;所述定位托板上的定位槽呈弧形。
14.在一些实施方式中,所述定位托板与支撑板之间通过螺钉连接。
15.在一些实施方式中,所述按压组件包括升降气缸和按压块;所述升降气缸的缸体与平台固接,活塞杆与按压块连接,从而驱使按压块靠近或远离支撑板。
16.在一些实施例方式,所述定位夹具还包括定位销;所述支撑板上开设有销孔;所述定位销的下端与平台连接,上端插进所述销孔中。
附图说明
17.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
18.图1是现有技术中的定位夹具的分解状态示意图;
19.图2是本实用新型实施例的工件的立体结构示意图;
20.图3是本实用新型实施例的工件另一角度的立体结构示意图;
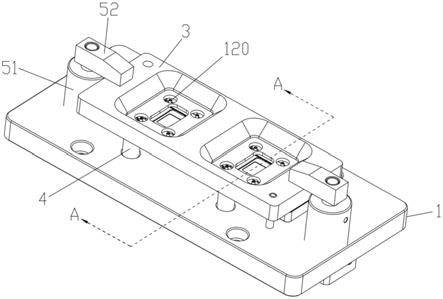
21.图4是本实用新型实施例的定位夹具的立体结构示意图;
22.图5是图4中a
‑
a位置的剖面结构示意图;
23.图6是本实用新型实施例的定位夹具的分解状态示意图;
24.图7是本实用新型实施例的定位托板的立体结构示意图;
25.图8是本实用新型实施例的支撑板的立体结构示意图;
26.图9是本实用新型实施例的支撑板另一角度的立体结构示意图。
27.附图标记说明如下:
28.100
‑
工件;110
‑
工件主体;120
‑
柱体;130
‑
凹槽;140
‑
通孔;
[0029]1‑
平台;2
‑
定位托板;21
‑
定位槽;3
‑
支撑板;31
‑
第一避让孔;32
‑
第二避让孔;33
‑
锥形槽;34
‑
凸起3;35
‑
销孔;4
‑
支撑柱;51
‑
升降气缸;52
‑
按压块;6
‑
定位销。
具体实施方式
[0030]
体现本实用新型特征与优点的典型实施方式将在以下的说明中详细叙述。应理解的是本实用新型能够在不同的实施方式上具有各种的变化,其皆不脱离本实用新型的范围,且其中的说明及图示在本质上是当作说明之用,而非用以限制本实用新型。
[0031]
参考图2至图6,本实施例提供的一种定位夹具,用于固定待加工的工件100。工件主体110上具有若干柱体120。定位夹具包括平台1、定位托板2、支撑板3、支撑柱4和按压组件。其中,定位托板2上开设有与工件100外形相适应的定位槽21,所述工件100放置在该定位槽21中。支撑板3盖设在工件100上并与定位托板2固接,将工件100固定在定位槽21中,组成一个快换模块。支撑板3上开设有若干第一避让孔31,所述柱体120位于第一避让孔31内。多个支撑柱4间隔地固设在平台1上,并围成容纳区间。所述按压组件设置在平台1上。
[0032]
在快换模块放置到支撑柱4上后,支撑板3被支撑柱4顶起,定位托板2位于容纳区间中且与平台1表面具有间隙,按压组件将支撑板3按压在支撑柱4上。
[0033]
通过在定位托板2上设有与工件100外形相适应的定位槽21,使得工件100底面紧贴着定位托板2,有效地避免柱体120受力后在工件100的底面出现顶突的现象。通过使用定位托板2和支撑板3将工件100精准固定,再通过支撑柱4抵顶着支撑板3而定位托板2悬空
(见图5),保证工件主体110不会进入到刀具的切削路径中,从而杜绝出现过切的问题。
[0034]
具体的,如图2所示,工件主体110呈片状,边缘上设有四个柱体120,四个柱体120之间具有凹槽130,凹槽130的中部具有一个长方形的通孔140。如图3所示,工件100的底部为弧面。
[0035]
如图6所示,本实施例的平台1为一个长方体板体。平台1的两端各设有一个按压组件,中部均布有四个圆柱状的支撑柱4。四个支撑柱4围成用于容纳定位托板2的容纳区间。
[0036]
参考图7,本实施例的定位托板2为长条形的板状结构,其上开设有两个定位槽21。由于本实施例的工件100的底部呈弧形,为更好地实现紧贴,上述定位槽21也呈弧形。
[0037]
参考图8,本实施例的支撑板3也为长条形的板状结构,其上开设有若干第一避让孔31,上述柱体120在组装后均位于第一避让孔31内。第一避让孔31能起到防护作用,防止刀具在走刀过程中过切。
[0038]
一同继续参考图4、图8,支撑板3上对应通孔140的位置开设有第二避让孔32,该第二避让孔32的面积大于所述通孔140的面积,从而将通孔140位置露出,便于加工。
[0039]
仍然参考图8,由于工件100上的柱体120不长,为兼顾支撑板3的整体强度要求,在支撑板3的上表面开设有锥形槽33。对应的,本实施例的支撑板3上开设有两个锥形槽33。每一个锥形槽33的底部均开设有一个第二避让孔32以及围绕着第二避让孔32的四个第一避让孔31。
[0040]
参考图2、图9,由于本实施例的工件100的上表面设有凹槽130,为更全面地将工件100按压在定位托板2上,支撑板3的底面设有凸起34。所述凸起34呈块状,插进所述凹槽130中,其厚度大于或等于凹槽130的深度。
[0041]
特别的,为防止支撑板3压伤或刮伤工件100,支撑板3的材质可选用塑料。
[0042]
一同参考图4、图6,本实施例的按压组件包括升降气缸51和按压块52。其中,升降气缸51的缸体与平台1固接,活塞杆与按压块52连接,从而驱使按压块52靠近或远离支撑板3。
[0043]
进一步的,为了提高装夹速度,本实施例的定位夹具还包括便于对准位置的定位销6。所述支撑板3上开设有销孔35。所述定位销6的下端与平台1固接,上端插进所述销孔35中。
[0044]
综合上述对定位夹具的结构描述,以下结合附图对本夹具的使用方式作具体描述:
[0045]
步骤1.将工件100放置到定位托板2的定位槽21中。
[0046]
步骤2.将定位托板2、工件100和支撑板3组装到一起,并使用螺钉锁紧,形成一个快换模块。
[0047]
步骤3.将快换模块放置到支撑柱4上,并利用两个定位销6快速地定位好位置。见图5,虽然快换模块的总厚度w会随着不同的工件而产生变化,但支撑板3底面至平台1上表面的距离h却总是保持恒定,因而能保证工件主体110不会进入刀具的走刀路径中,从而不会被刀具切到,即无法产生过切。
[0048]
步骤4.升降气缸51驱使按压块52下降,将支撑板3紧压在支撑柱4上,从而完成装夹。随后cnc车床的刀具(图未示)对工件100的柱体120进行外形车削和攻牙等。
[0049]
虽然已参照上述的典型实施方式描述了本实用新型,但应当理解,所用的术语是
说明和示例性、而非限制性的术语。由于本实用新型能够以多种形式具体实施而不脱离实用新型的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1