自动化钢管牵引冲孔切割装置的制作方法
1.本实用新型涉及钢管加工设备领域,特别是一种自动化钢管牵引冲孔切割装置。
背景技术:
2.在钢管加工过程中,经常需要对钢管进行切割和冲孔加工,通常采用人工操作切割机和冲孔机对钢管进行操作,需要人为固定,容易导致钢管在切割过程中发生移动影响切割质量,而且工作环境危险系数高,工作效率低。
3.专利文献cn211661234u公开了一种钢管切割机,这种钢管切割机在伸缩气缸下端部安装有定位卡块,定位卡块设置在v形卡槽正上方,定位卡块下端面开有弧形凹槽,弧形凹槽内壁上设置橡胶垫,采用此结构,能够将待切割钢管固定在v形卡槽内,有效的防止钢管在切割过程中发生移动,提高切割质量。能够卡接不同直径的钢管,能够对钢管进行夹紧定位后快速切割,能够提高切割效率,此外,切割过程中具有良好的缓冲性能,有效的保护切割轮。但是这种结构,一次只能卡接切割一根钢管,不能实现同时切割多跟钢管,切割效率提高不明显。并且这种结构只能实现钢管切割,不能进行牵引以及冲孔作业。
4.专利文献cn112157436a,公开了一种钢管切割冲孔机,包括外壳系统、推进系统、移动系统、冲压系统、主体系统、驱动系统,能全自动实现钢管指定位置的打孔和切割,能够控制钢管在装置上旋转,来实现多角度的打孔。移动系统可脱离冲压系统,可移动,方便进行检修。这种结构虽然能够实现钢管切割冲孔,但是同样一次只能加工一根钢管,效率提高不明显。
5.专利文献cn212144719u,公开了一种加工复合钢管制件产品的金属钢管冲切装置,这种装置,将钢管的两端使用螺栓固定在两个固定环的内部,打开电机的开关,电机带动螺纹杆进行旋转,限位块在限位槽将螺纹孔块限位,使螺纹孔块通过马达带动切割片移动,观察刻度尺的刻度,当切割片移动到合适的位置时候,关闭电机,打开开关,马达带动切割片旋转,电动伸缩杆通过横杆带动移动柱移动,使固定环带动钢管移动,进行切割,切割其它的钢管的时候,只要将钢管更换即可,在切割时候,调整装置一次,后面的钢管不需要在进行测量,可以直接进行切割,使用起来简单。同样的,这种结构一次只能加工一根钢管,效率提高不明显。
技术实现要素:
6.本实用新型的目的在于克服以上技术缺陷,提出一种工作效率高、安全系数提高并且节省人工成本的自动化钢管牵引冲孔切割装置。
7.本实用新型为实现其技术目的所采取的技术方案是:自动化钢管牵引冲孔切割装置,包括工作平台和设置在所述工作平台上的冲孔装置,在所述工作平台上还设有牵引杆,所述牵引杆上设有牵引机,所述牵引机能够牵引钢管沿着所述牵引杆纵向移动;
8.在所述工作平台一端、所述冲孔装置外侧,还设有切割装置,所述切割装置通过支架与所述工作平台连接,在所述支架上还设有驱动装置,所述驱动装置能够驱动所述切割
装置沿着所述工作平台横向移动;
9.在所述工作品台一端、所述切割装置下方,还设有夹持装置,所述夹持装置实现对钢管的夹持和支撑。
10.优选的,所述夹持装置包括设置在所述工作平台上的夹持块,所述夹持块顶部固定连接有上推板,所述上推板两端分别设有与所述上推板相互垂直的夹持导轨,所述夹持导轨贯穿所述工作平台向下延伸,在所述夹持导轨下端连接有下推板,所述工作平台下方连接有夹持气缸,所述夹持气缸缸筒固定连接在所述工作平台上,夹持气缸活塞杆向下伸出,末端连接在所述下推板上。
11.优选的,所述夹持块为两组,每组夹持块包括相互对称的上夹持块和下夹持块,在所述上夹持块与所述下夹持块上均设有若干个夹持槽,所述夹持槽槽口截面为半圆形。
12.优选的,所述切割装置包括切割导轨、滑块、电机、减速器、锯轮,所述切割导轨通过所述支架连接在所述工作平台上,所述滑块套接在所述切割导轨上,所述减速器通过连接板连接在所述滑块上,所述电机设置在所述减速器上方,所述锯轮设置在所述减速器输出轴上,并且所述锯轮与所述切割导轨相互垂直;
13.所述驱动装置为驱动气缸,所述驱动气缸缸筒连接在所述连接板上,活塞杆末端连接在所述支架上,所述驱动气缸与所述切割导轨相互平行,所述驱动气缸通过伸缩能够带动所述连接板和滑块沿着所述切割导轨前后移动。
14.优选的,所述冲孔装置包括液压站和液压缸,所述液压站与所述液压缸通过管路连接,所述液压缸活塞杆末端连接有冲压板,所述冲压板上设有若干个冲孔柱。
15.优选的,所述牵引机包括牵引板、牵引电机、牵引气缸、牵引套筒、牵引滑块、牵引杆,所述牵引杆设置在所述工作平台前后两侧,所述牵引滑块设置在所述牵引板前后两端,所述牵引板横跨所述工作平台,并且所述牵引滑块套接在所述牵引杆上;
16.所述牵引气缸垂直设置在所述牵引板上,其活塞杆朝下,并且活塞杆末端连接牵引套筒;所述牵引电机为直线电机,能够驱动所述牵引滑块沿着所述牵引杆移动。
17.本实用新型的有益效果是:夹持装置与切割装置配合工作,能够实现对钢管的切割。夹持装置与冲孔装置配合工作,能够实现对钢管的冲孔加工。夹持槽为若干个,可以实现对多根钢管的同时切割、冲孔,提高工作效率。牵引套筒牵引钢管时,夹持槽夹持住钢管时,牵引套筒、夹持槽分别与钢管轴心线重合,可以确保钢管移动和加工过程中精确、平稳。
附图说明
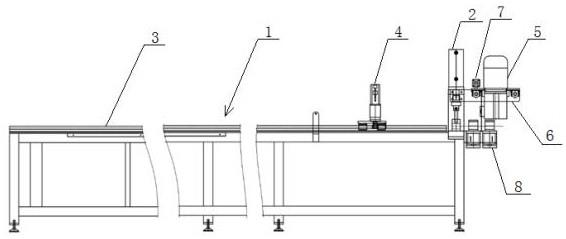
18.图1为本实用新型整体示意图;
19.图2为图1右侧放大图;
20.图3为图1右视图;
21.图4为切割装置与夹持装置部位结构示意图;
22.图5为切割装置与夹持装置部位立体状态示意图。
23.图中标记为:1、工作平台;2、冲孔装置;21、液压站;22、液压缸;23、冲压板;24、冲孔柱;3、牵引杆;4、牵引机;41、牵引板;42、牵引电机;43、牵引气缸;
24.44、牵引套筒;45、牵引滑块;5、切割装置;51、切割导轨;52、滑块;53、电机;
25.54、减速器;55、锯轮;56、连接板;6、支架;7、驱动装置;8、夹持装置;
26.81、夹持块;82、上推板;83、夹持导轨;84、下推板;85、夹持气缸;811、上夹持块;812、下夹持块;813、夹持槽;9、钢管。
具体实施方式
27.下面结合附图实施例,对本实用新型做进一步说明。
28.实施例一
29.如图1
‑
5所示:自动化钢管牵引冲孔切割装置,包括工作平台1和设置在所述工作平台1上的冲孔装置2,在所述工作平台1上还设有牵引杆3,所述牵引杆3上设有牵引机4,所述牵引机4能够牵引钢管9沿着所述牵引杆3纵向移动;
30.在所述工作平台1一端、所述冲孔装置2外侧,还设有切割装置5,所述切割装置5通过支架6与所述工作平台1连接,在所述支架6上还设有驱动装置7,所述驱动装置7能够驱动所述切割装置5沿着所述工作平台1横向移动;
31.在所述工作平台1一端、所述切割装置5下方,还设有夹持装置8,所述夹持装置8实现对钢管的夹持和支撑。
32.所述夹持装置8包括设置在所述工作平台1上的夹持块81,所述夹持块81顶部固定连接有上推板82,所述上推板82两端分别设有与所述上推板82相互垂直的夹持导轨83,所述夹持导轨83贯穿所述工作平台1向下延伸,在所述夹持导轨83下端连接有下推板84,所述工作平台1下方连接有夹持气缸85,所述夹持气缸85缸筒固定连接在所述工作平台1上,夹持气缸85活塞杆向下伸出,末端连接在所述下推板84上。
33.所述夹持块81为两组,每组夹持块81包括相互对称的上夹持块811和下夹持块812,在所述上夹持块811与所述下夹持块812上均设有若干个夹持槽813,所述夹持槽813槽口截面为半圆形。
34.所述切割装置5包括切割导轨51、滑块52、电机53、减速器54、锯轮55,所述切割导轨51通过所述支架6连接在所述工作平台1上,所述滑块52套接在所述切割导轨51上,所述减速器54通过连接板56连接在所述滑块52上,所述电机53设置在所述减速器54上方,所述锯轮55设置在所述减速器54输出轴上,并且所述锯轮55与所述切割导轨51相互垂直;
35.所述驱动装置7为驱动气缸,所述驱动气缸缸筒连接在所述连接板56上,活塞杆末端连接在所述支架6上,所述驱动气缸与所述切割导轨51相互平行,所述驱动气缸通过伸缩能够带动所述连接板56和滑块52沿着所述切割导轨51前后移动。
36.所述冲孔装置2包括液压站21和液压缸22,所述液压站21与所述液压缸22通过管路连接,所述液压缸22活塞杆末端连接有冲压板23,所述冲压板23上设有若干个冲孔柱24。
37.所述牵引机4包括牵引板41、牵引电机42、牵引气缸43、牵引套筒44、牵引滑块45,所述牵引杆3设置在所述工作平台1前后两侧,所述牵引滑块45设置在所述牵引板41前后两端,所述牵引板41横跨所述工作平台1,并且所述牵引滑块45套接在所述牵引杆3上;
38.所述牵引气缸43垂直设置在所述牵引板41上,其活塞杆朝下,并且活塞杆末端连接牵引套筒44;所述牵引电机42为直线电机,能够驱动所述牵引滑块45沿着所述牵引杆3移动。
39.本实用新型的工作原理及工作过程如下:如图1,图2,图4,图5所示:钢管由前一道工序的上料装置推送,进入工作平台1。即由上料装置将钢管沿着夹持块81推送,钢管9穿过
夹持块81的上夹持块811与下夹持块812,以及夹持槽813,沿着牵引杆3向工作平台左端移动,一直到钢管9前段伸进牵引气缸43活塞杆末端连接的牵引套筒44内,上料装置停止上料,牵引气缸43向下伸出,推动牵引套筒44卡住钢管9。
40.牵引套筒44卡住钢管9之后,牵引电机42为直线电机,直线电机正转,驱动牵引滑块45沿着牵引杆3向左移动,一直移动到工作平台最左端,牵引电机42停止。
41.此时钢管9右端位于工作平台1右端,牵引电机42反转,带动钢管9向右移动,将钢管9右端推到切割装置5下方,根据设定的钢管9成品规格,夹持装置8与切割装置5配合工作,将钢管9右端余料切割。
42.即:夹持装置8的夹持气缸85向下伸出,推动下推板84向下移动,进而带动夹持导轨83向下移动,夹持导轨83与工作平台1之间连接有轴套,夹持导轨83能够沿着轴套向下移动,带动上推板82推动上夹持块81向下移动,使得上夹持块811与下夹持块812共同夹持住钢管9。驱动气缸通过伸缩,带动连接板56和滑块52沿着切割导轨51移动,进而带动电机53、减速器54、锯轮55一起移动,电机53在移动的同时带动减速器54和锯轮55转动,将钢管9余料切割下来。
43.钢管9余料切割完毕,夹持气缸85向上收缩,进而带动下推板84、夹持导轨83以及上推板82向上移动,解除对钢管9的夹持。牵引电机42反转,带动钢管9继续向右移动,等到钢管9的第一个需要冲孔的位置到达冲孔柱24下方时,牵引电机42停止,夹持气缸85继续动作夹持住钢管9,液压缸22推动冲压板23、冲孔柱24向下移动,完成冲孔作业。液压缸22复位,夹持气缸85复位,进而继续下一步工作。如此方式,钢管9逐渐向右移动,完成多次冲孔。
44.上夹持块811与下夹持块812上均设有若干个夹持槽813,夹持槽813槽口截面为半圆形。本实用新型中优选夹持槽813为4个,则可以实现对4根钢管9的同时切割、冲孔。
45.牵引套筒44牵引钢管9时,夹持槽813夹持住钢管9时,牵引套筒44、夹持槽813分别与钢管9轴心线重合,这样以来可以确保钢管9移动和加工过程中精确、平稳。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1