一种用于油气悬挂箱体空间尺寸加工的装夹装置的制作方法
1.本实用新型涉及一种油气悬挂箱体空间尺寸加工的装置,属于车辆机械加工技术领域。
背景技术:
2.用于某特种车辆的悬挂箱体属于焊接箱体,悬挂箱体是一组复杂零件,其中镗斜孔、刮面—铣斜面—斜面上钻孔、攻丝、铣槽—铣斜面—镗孔等工序需要不同的加工设备,悬挂箱体的加工过程中对精度的要求高,工序复杂,设计基准与工艺基准要求统一,且有密封要求;但是悬挂箱体结构复杂,空间尺寸多,装夹过程中工件易变形,调整难度大,导致对悬挂箱体加工过程中出现空间尺寸及各孔超差的问题,甚至有导致报废的风险。
3.因此,亟需提出一种用于油气悬挂箱体空间尺寸加工的装夹装置,以解决上述技术问题。
技术实现要素:
4.本实用新型研发解决了悬挂箱体装夹困难,工件在加工装置上调整难度大的问题。在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
5.本实用新型的技术方案:
6.一种用于油气悬挂箱体空间尺寸加工的装夹装置,包括夹具底座、两个第一支承立板、第一螺钉、第二支承立板、第二螺钉、压板、螺母、螺栓、第三支承立板和第三螺钉,所述两个第一支承立板对称安装在夹具底座的前侧,第一支承立板与第一螺钉连接,所述第二支承立板和第三支承立板从左到右顺次安装在夹具底座的后侧,第二支承立板与第二螺钉连接,第三支承立板与第三螺钉连接,所述定位轴固定连接在夹具底座中心,所述螺栓通过定位轴与夹具底座连接,螺栓的另一端从上到下顺次安装螺母、压板。
7.优选的:所述螺栓为双头螺栓。
8.优选的:所述第一支承立板、第二支承立板和第三支承立板均与夹具底座通过沉头螺钉连接,第二支承立板和第三支承立板与夹具底座连接的孔为腰形孔。
9.优选的:所述压板为u型。
10.优选的:所述定位轴为阶梯轴。
11.本实用新型具有以下有益效果:
12.本实用新型通过对悬挂箱体进行定位、压紧及锁固,提高悬挂箱体装夹的可靠性和有效性,本实用新型可对悬挂箱体采用多种装夹方式,装夹拆卸操作简单方便,便于悬挂箱体调整,加工稳定性高,在提高加工效率的同时,保证加工质量,不易产生超差的问题。
附图说明
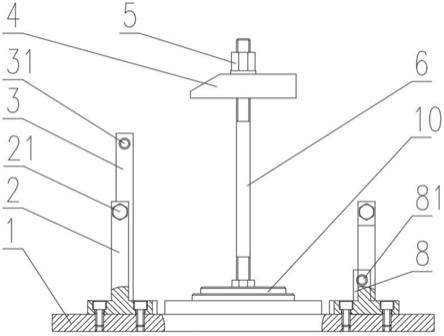
13.图1是一种用于油气悬挂箱体空间尺寸加工的装夹装置的主视图;
14.图2是一种用于油气悬挂箱体空间尺寸加工的装夹装置的俯视图;
15.图3是左旋挂箱体第一装夹示意图;
16.图4是左旋挂箱体第二装夹示意图;
17.图5是右旋挂箱体第一装夹示意图;
18.图6是右旋挂箱体第二装夹示意图;
19.图中1
‑
夹具底座,2
‑
第一支承立板,21
‑
第一螺钉,3
‑
第二支承立板,31
‑
第二螺钉,4
‑
压板,5
‑
螺母,6
‑
螺栓,8
‑
第三支承立板,81
‑
第三螺钉,10
‑
定位轴。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
21.本实用新型所提到的连接分为固定连接和可拆卸连接,所述固定连接即为不可拆卸连接包括但不限于折边连接、铆钉连接、粘结连接和焊接连接等常规固定连接方式,所述可拆卸连接包括但不限于螺纹连接、卡扣连接、销钉连接和铰链连接等常规拆卸方式,未明确限定具体连接方式时,默认为总能在现有连接方式中找到至少一种连接方式能够实现该功能,本领域技术人员可根据需要自行选择。例如:固定连接选择焊接连接,可拆卸连接选择铰链连接。
22.具体实施方式一:结合图1
‑
图6说明本实施方式,本实施方式的一种用于油气悬挂箱体空间尺寸加工的装夹装置,包括夹具底座1、两个第一支承立板2、第一螺钉21、第二支承立板3、第二螺钉31、压板4、螺母5、螺栓6、第三支承立板8和第三螺钉81,所述两个第一支承立板2对称安装在夹具底座1的前侧,第一支承立板2的上端与第一螺钉21连接,所述第二支承立板3和第三支承立板8从左到右顺次安装在夹具底座1的后侧,第二支承立板3的上端与第二螺钉31连接,第三支承立板8的上端与第三螺钉81连接,所述定位轴10为阶梯轴,在更换装夹方式时,方便与悬挂箱体进行配合安装,定位轴10固定连接在夹具底座1中心,所述螺栓6通过定位轴10与夹具底座1连接,螺栓6的另一端从上到下顺次安装螺母5、压板4;夹具底座1和定位轴10实现装置定位,压板4、螺母5和螺栓6实现对油气悬挂箱体的压紧,两个第一支承立板2、第一螺钉21、第二支承立板3、第二螺钉31、第三支承立板8和第三螺钉81实现对油气悬挂箱体的锁紧,使装置满足五种工序加工的装夹要求,悬挂箱体不易变形,本装置提高了悬挂箱体装夹的可靠性和有效性;本装置可对悬挂箱体采用多种装夹方式,装夹拆卸操作简单方便,便于悬挂箱体调整,加工稳定性高,设计基准与工艺基准易统一,不易产生超差的问题,在提高加工效率的同时,保证加工质量,节约生产成本;
23.本装置的使用方法为将一种用于油气悬挂箱体空间尺寸加工的装夹装置安装在加工设备上,找正基准a不大于0.015
㎜
,调整简便;将待加工油气悬挂箱体吊放到夹具体1上方,待加工零件定位部分插入定位轴10,使用压板4、螺母5、螺栓6初步锁紧但不锁死;将第一螺钉21、第二螺钉31、第三螺钉81与待加工零件上的孔进行配合,找正待加工零件预划
找正线,调整待加工零件至工艺要求位置及精度要求范围,最后将各螺母5、第一螺钉21、第二螺钉31、第三螺钉81拧紧,装置限制的自由度完全满足代加工件在加工时的需要,不会出现过定位及欠定位情况。
24.具体实施方式二:结合图1
‑
图6说明本实施方式,本实施方式的一种用于油气悬挂箱体空间尺寸加工的装夹装置,所述螺栓6为双头螺栓,螺栓6的一端与定位轴10螺纹连接,螺栓6穿过悬挂箱体与压板4、螺母5顺次连接,旋转螺母5实现压板4对悬挂箱体的压紧定位,螺栓6的非螺纹段使压板4的运动更顺畅。
25.具体实施方式三:结合图1
‑
图2说明本实施方式,本实施方式的一种用于油气悬挂箱体空间尺寸加工的装夹装置,所述第一支承立板2、第二支承立板3和第三支承立板8均与夹具底座1通过沉头螺钉连接,避免对加工过程产生干扰,拆装方便,便于位置调整,第二支承立板3、第三支承立板8与夹具底座1连接的孔为腰形孔,在改变第二支承立板3、第三支承立板8位置时改变沉头螺钉的位置后,使用配合的螺母拧紧固定。
26.具体实施方式四:结合图2说明本实施方式,本实施方式的一种用于油气悬挂箱体空间尺寸加工的装夹装置,所述压板4为u型,便于压板4的安装和拆卸。
27.需要说明的是,在以上实施例中,只要不矛盾的技术方案都能够进行排列组合,本领域技术人员能够根据排列组合的数学知识穷尽所有可能,因此本实用新型不再对排列组合后的技术方案进行一一说明,但应该理解为排列组合后的技术方案已经被本实用新型所公开。
28.本实施方式只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1