一种基于单转轴制造矩形钢管的装置的制作方法
1.本实用新型属于钢管制造辅助设备技术领域,具体涉及一种基于单转轴制造矩形钢管的装置。
背景技术:
2.目前,企业通常采用热轧穿孔+连续轧管的方式来生产钢管;相对于其他断面的型材,钢管具有相对较高的抵抗弯曲和抵抗扭转的性能;相对于圆形钢管,矩形钢管具有相对较高的受力面积和稳定的结构性能;因此,矩形钢管得到机械制造及结构工程领域的广泛应用。通常的矩形钢管制造装置设计相对比较复杂,因此,矩形钢管的制造成本相对较高,同时制造难度也相对较大。
3.文献cn104384189a公开一种联动调辊式矩形钢管轧机,该装置主要由底座、左右两个机架、左右两块支板、左右两个滑座、上下左右四个轧辊、活塞杆、气缸、调节架、横梁、升降杆和锁紧螺母组成,然而其采用轧制成型的方式来制造矩形钢管,而不是采用挤压成型的方式来制造矩形钢管。
4.文献cn110726064a公开一种角部增厚冷热复合成型的方矩形钢管,该装置主要由上料装置、辊压导入机组、局部感应加热装置、精成形机组、测温仪、自动反馈系统、火焰喷枪保温装置、水冷装置、切割装置、轧辊和感应加热线圈组成。然而该装置采用轧制成型的方式来制造矩形钢管,而不是采用挤压成型的方式来制造矩形钢管。
5.文献cn110052503a公开一种无缝矩形钢管成型装置,该装置主要由定型芯块、第一基座、滚轮、机架、固定杆、定位单元和拉拔单元组成。由于该装置基于矩形模具、采用拉拔的方式来制造矩形钢管,因此,该装置的生产效率相对较低。
技术实现要素:
6.针对现有技术中存在的问题一个或多个,本实用新型提供一种基于单转轴制造矩形钢管的装置,其包括四块支撑竖板(2)、两个第一支架(3)、一个第二支架(18)、八个轧辊(4)、八块连接板(5)、四根转轴(6)、一块底板(7)、一根内衬管(10)、八个轴承支座(11)、两个第一挤压块(13)、四个第二挤压块(20)、八个直线轴承(14)、两块支板(16)、十六个第一滚动轴承(a12)、八个第二滚动轴承(b12)、八个第一轮(a17)、八个第二轮(b17)、八根第一铰(a19)、八根第二铰(b19)、八根第三铰(c19)、三十二根螺钉(15)、九十六根螺杆(1)和九十六个螺母(8);其中:
7.所述支撑竖板(2)由一个第一主体(201)和两个第一凸台(202)连接组成;所述第一主体(201)和所述第一凸台(202)均为长方体状的对称结构,两个所述第一凸台(202)对称设置于所述第一主体(201)的上下两端;每个所述第一凸台(202)均对称开设有四个圆柱体状的第一通孔(203),所述第一通孔(203)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);
8.所述第一支架(3)由一个第二主体(302)和两个第二凸台(301)连接组成;所述第
二主体(302)和所述第二凸台(301)均为长方体状的对称结构,两个所述第二凸台(301)对称设置于所述第二主体(302)的下端;每个所述第二凸台(301)均开设有一条长方体状的第一通槽(304),所述第一通槽(304)之内穿设有所述第一轮(a17);每条所述第一通槽(304)的前后两侧均开设有两个圆柱体状的第二通孔(303),所述第二通孔(303)之内穿设有所述第一铰(a19);所述第二主体(302)对称开设有两个圆柱体状的第三通孔(305),所述第三通孔(305)之内穿设有所述直线轴承(14);每个所述第三通孔(305)的四周均对称开设有四个第一螺孔(306),所述第一螺孔(306)之内拧接有所述螺钉(15);
9.所述第二支架(18)由一个第八主体(1802)、一个第九凸台(1803)、一个第十凸台(1804)和四个第十一凸台(1805)连接组成;所述第八主体(1802)、所述第九凸台(1803)、所述第十凸台(1804)和所述第十一凸台(1805)均为长方体状的对称结构,所述第十凸台(1804)垂直设置于所述第八主体(1802)的下端,所述第九凸台(1803)垂直设置于所述第十凸台(1804)的下端,四个所述第十一凸台(1805)对称设置于所述第八主体(1802)的左右两端;每个所述第十一凸台(1805)均开设有一条长方体状的第二通槽(1806),所述第二通槽(1806)之内穿设有所述第二轮(b17);每条所述第二通槽(1806)的前后两侧均开设有两个圆柱体状的第十五通孔(1801),所述第十五通孔(1801)之内穿设有所述第二铰(b19);所述第八主体(1802)的前后两端对称开设有四组、共十六个圆柱体状的第十六通孔(1807),所述第十六通孔(1807)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);所述第八主体(1802)的下表面对称开设有两条长方体状的第六凹槽(1808),用于对所述轧辊(4)进行导向;
10.所述轧辊(4)由两端的辊头(402)和中间的辊身(401)连接组成;所述辊头(402)和所述辊身(401)均为圆柱体状的对称结构,所述辊头(402)用于穿设所述第一滚动轴承(a12);
11.所述连接板(5)由两块轴承板(501)连接组成;所述轴承板(501)为长方体状的对称结构,每块所述轴承板(501)的角部位置均开设有一个圆柱体状的第一凹槽(503),所述第一凹槽(503)之内安装有所述第一滚动轴承(a12);每个所述第一凹槽(503)的轴线位置均开设有一个圆柱体状的第四通孔(502),所述第四通孔(502)之内穿设有所述轧辊(4)的辊头(402);两块所述轴承板(501)的对角连接部位开设有一个正八棱体状的第五通孔(504),所述第五通孔(504)之内穿设有所述转轴(6);每块所述轴承板(501)均对称开设有两个圆柱体状的第六通孔(505),所述第六通孔(505)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);
12.所述转轴(6)由位于两端的轴承段(603)和位于中间的卡位段(602)连接组成;所述轴承段(603)为圆柱体状的对称结构,用于穿设所述第二滚动轴承(b12);所述卡位段(602)为正八棱体状的对称结构,用于穿设所述第二挤压块(20);所述卡位段(602)的两端均开设有一个圆柱体状的第七通孔(601),所述第七通孔(601)之内穿设有所述第三铰(c19);
13.所述底板(7)由一个第三主体(703)、一个第三凸台(701)和一个第四凸台(702)连接组成;所述第三主体(703)、所述第三凸台(701)和所述第四凸台(702)均为长方体状的对称结构,所述第三凸台(701)垂直设置于所述第三主体(703)的上端,所述第四凸台(702)垂直设置于所述第三凸台(701)的上端;所述第三主体(703)的上表面的左右两端对称开设有
两组、共四条长方体状的第二凹槽(705),用于对所述第一轮(a17)进行导向;所述第三主体(703)的上表面还对称开设有两条长方体状的第三凹槽(706),用于对所述轧辊(4)进行导向;所述第三主体(703)的左右两端对称开设有四组、共十六个圆柱体状的第八通孔(704),所述第八通孔(704)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);所述第三主体(703)还对称开设有四组、共十六个圆柱体状的第九通孔(707),所述第九通孔(707)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);
14.所述内衬管(10)为圆柱体管状的对称结构,所述内衬管(10)的轴线位置开设有一个圆柱体状的第十通孔(1001),所述内衬管(10)用于穿设在钢管之内,以支撑钢管;
15.所述轴承支座(11)由一个第四主体(1101)和一个第五凸台(1102)连接组成;所述第四主体(1101)和所述第五凸台(1102)均为长方体状的对称结构,所述第五凸台(1102)垂直设置于所述第四主体(1101)的上端;所述第五凸台(1102)开设有一个圆柱体状的第四凹槽(1104),所述第四凹槽(1104)之内安装有所述第二滚动轴承(b12);所述第四凹槽(1104)的轴线位置开设有一个圆柱体状的第十一通孔(1103),所述第十一通孔(1103)之内穿设有所述转轴(6)的轴承段(603);所述第四主体(1101)对称开设有四个圆柱体状的第十二通孔(1105),所述第十二通孔(1105)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);
16.所述第一挤压块(13)由一个第五主体(1302)和两个第六凸台(1301)连接组成,两个所述第六凸台(1301)对称设置于所述第五主体(1302)的左端;所述第五主体(1302)为长方体状的对称结构,用以挤压并成型钢管;所述第六凸台(1301)为圆柱体状的对称结构,所述第六凸台(1301)穿设在所述直线轴承(14)的第十三通孔(1403)之内;
17.所述第二挤压块(20)由四个挤压段(2001)沿径向连接组成;所述挤压段(2001)为长方体状的对称结构,四个所述挤压段(2001)的中心连接部位开设有一个正八棱体状的第十七通孔(2002),所述第十七通孔(2002)之内穿设有所述转轴(6);每个所述挤压段(2001)均开设有一个圆柱体状的第十八通孔(2003),所述第十八通孔(2003)之内穿设有所述螺杆(1),所述螺杆(1)的一端拧接有所述螺母(8);每个所述挤压段(2001)的前后两端均开设有一条长方体状的第三通槽(2004),所述第三通槽(2004)之内穿设有所述螺母(8);
18.所述直线轴承(14)由同轴连接的一个第六主体(1402)和一个第七凸台(1401)组成,所述第六主体(1402)为长方体板状的对称结构,所述第七凸台(1401)为圆柱体状的对称结构;所述第七凸台(1401)的轴线位置开设有一个圆柱体状的第十三通孔(1403),所述第十三通孔(1403)之内穿设有所述第一挤压块(13)的第六凸台(1301);所述第七凸台(1401)之内还设有保持架、滚珠和挡圈,所述保持架之内均匀设有多个所述滚珠,所述保持架的两端设有所述挡圈;所述第十三通孔(1403)也贯穿于所述第六主体(1402),所述第六主体(1402)沿所述第十三通孔(1403)的四周对称开设有四个第二螺孔(1404),所述第二螺孔(1404)之内拧接有所述螺钉(15);
19.所述支板(16)由一个第七主体(1602)和两个第八凸台(1603)连接组成;所述第七主体(1602)和所述第八凸台(1603)均为长方体状的对称结构,两个所述第八凸台(1603)对称设置于所述第七主体(1602)的上端;每个所述第八凸台(1603)均开设有一条长方体状的第五凹槽(1601),用于对所述第二轮(b17)进行导向;所述第七主体(1602)对称开设有两组、共八个圆柱体状的第十四通孔(1604),所述第十四通孔(1604)之内穿设有所述螺杆
(1),所述螺杆(1)的一端拧接有所述螺母(8);
20.所述第一滚动轴承(a12)、所述第二滚动轴承(b12)、所述第一轮(a17)、所述第二轮(b17)、所述第一铰(a19)、所述第二铰(b19)、所述第三铰(c19)、所述螺钉(15)、所述螺杆(1)和所述螺母(8)均为标准件。
21.基于以上技术方案提供的基于单转轴制造矩形钢管的装置由四块支撑竖板、两个第一支架、一个第二支架、八个轧辊、八块连接板、四根转轴、一块底板、一根内衬管、八个轴承支座、两个第一挤压块、四个第二挤压块、八个直线轴承、两块支板、十六个第一滚动轴承、八个第二滚动轴承、八个第一轮、八个第二轮、八根第一铰、八根第二铰、八根第三铰、三十二根螺钉、九十六根螺杆和九十六个螺母组成,材料普通、且方便加工成型,因此,本实用新型装置的制造成本相对较低。
22.在本实用新型装置使用时,沿着支板的第五凹槽拉出第二支架车,加热钢管达到预期温度,将内衬管穿设在钢管之内,将钢管设置在位置在下的两个第二挤压块之上,将八个第二轮滚入支板的第五凹槽之内,沿着底板的第二凹槽同时向内缓慢推动两辆第一支架车、在此过程中a转轴和c转轴沿顺时针方向进行缓慢旋转、b转轴和d转轴沿逆时针方向进行缓慢旋转,同时沿着直线轴承向内推动两个第一挤压块、同时沿着支板的第五凹槽向下推动第二支架车,在此过程中钢管的截面形状由圆形被逐步挤压成矩形,取出钢管并抽出内衬管,因此,本实用新型装置的操作相对比较简单。
23.在本实用新型装置中,由于采用对称结构设计,第一支架、第一轮和底板的联合使用,可实现第一支架车按照预定的轨迹进行移动;第二支架、第二轮和支板的联合使用,可实现第二支架车按照预定的轨迹进行移动;轴承支座、第二滚动轴承和转轴的联合使用,可实现第二挤压块按照预定的轨迹进行转动;连接板、第一滚动轴承、第一支架、第二支架和底板的联合使用,可实现轧辊按照预定的轨迹进行转动;四个第二挤压块的挤压段、两个第一挤压块的第五主体、第二支架的第九凸台和底板的第四凸台可围成一个空腔为长方体的成型模具,因此,本实用新型装置的成型效果相对较好。
24.通过本实用新型提供的基于单转轴制造矩形钢管的装置,能够将设置在四个第二挤压块之间的钢管的截面形状由圆形挤压成矩形,本实用新型装置具有制造成本低、操作简单和成型效果好的特点。
附图说明
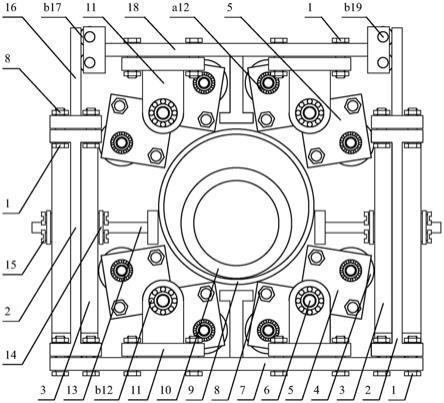
25.图1为本实用新型的基于单转轴制造矩形钢管的装置在工作前的主视结构示意图;
26.图2为本实用新型的基于单转轴制造矩形钢管的装置在工作后的主视结构示意图;
27.图3为本实用新型的基于单转轴制造矩形钢管的装置在工作后的左视结构示意图;
28.图4为本实用新型的基于单转轴制造矩形钢管的装置在工作后的俯视结构示意图;
29.图5为本实用新型的基于单转轴制造矩形钢管的装置在工作后的局部俯视结构示意图;
30.图6为本实用新型的连接板、轧辊和第二挤压块组装之后的俯视结构示意图;
31.图7为本实用新型的支撑竖板的主视结构示意图;
32.图8为本实用新型的支撑竖板的俯视结构示意图;
33.图9为本实用新型的第一支架和第一轮组装之后的主视结构示意图;
34.图10为本实用新型的第一支架和第一轮组装之后的左视结构示意图;
35.图11为本实用新型的第一支架和第一轮组装之后的仰视结构示意图;
36.图12为本实用新型的轧辊的俯视结构示意图;
37.图13为本实用新型的连接板的主视结构示意图;
38.图14为本实用新型的转轴的俯视结构示意图;
39.图15为本实用新型的底板的主视结构示意图;
40.图16为本实用新型的底板的俯视结构示意图;
41.图17为本实用新型的内衬管的主视结构示意图;
42.图18为本实用新型的轴承支座的主视结构示意图;
43.图19为本实用新型的轴承支座的俯视结构示意图;
44.图20为本实用新型的第一挤压块的左视结构示意图;
45.图21为本实用新型的第一挤压块的俯视结构示意图;
46.图22为本实用新型的直线轴承的主视结构示意图;
47.图23为本实用新型的直线轴承的右视结构示意图;
48.图24为本实用新型的支板的右视结构示意图;
49.图25为本实用新型的支板的俯视结构示意图;
50.图26为本实用新型的第二支架和第二轮组装之后的主视结构示意图;
51.图27为本实用新型的第二支架和第二轮组装之后的左视结构示意图;
52.图28为本实用新型的第二支架和第二轮组装之后的仰视结构示意图;
53.图29为本实用新型的第二挤压块的主视结构示意图;
54.图30为本实用新型的第二挤压块的俯视结构示意图;
55.图31为本实用新型的基于单转轴制造矩形钢管的装置在工作时各转轴的旋转方向示意图。
56.附图标记说明:1
‑
螺杆;2
‑
支撑竖板;201
‑
第一主体;202
‑
第一凸台;203
‑
第一通孔;3
‑
第一支架;301
‑
第二凸台;302
‑
第二主体;303
‑
第二通孔;304—第一通槽;305
‑
第三通孔;306
‑
第一螺孔;4
‑
轧辊;401
‑
辊身;402
‑
辊头;5
‑
连接板;501
‑
轴承板;502
‑
第四通孔;503
‑
第一凹槽;504
‑
第五通孔;505
‑
第六通孔;6
‑
转轴;601
‑
第七通孔;602
‑
卡位段;603
‑
轴承段;7
‑
底板;701
‑
第三凸台;702
‑
第四凸台;703
‑
第三主体;704
‑
第八通孔;705
‑
第二凹槽;706
‑
第三凹槽;707
‑
第九通孔;8
‑
螺母;9
‑
钢管;10
‑
内衬管;1001
‑
第十通孔;11
‑
轴承支座;1101
‑
第四主体;1102
‑
第五凸台;1103
‑
第十一通孔;1104
‑
第四凹槽;1105
‑
第十二通孔;a12
‑
第一滚动轴承;b12
‑
第二滚动轴承;13
‑
第一挤压块;1301
‑
第六凸台;1302
‑
第五主体;14
‑
直线轴承;1401
‑
第七凸台;1402
‑
第六主体;1403
‑
第十三通孔;1404
‑
第二螺孔;15
‑
螺钉;16
‑
支板;1601
‑
第五凹槽;1602
‑
第七主体;1603
‑
第八凸台;1604
‑
第十四通孔;a17
‑
第一轮;b17
‑
第二轮;18
‑
第二支架;1801
‑
第十五通孔;1802
‑
第八主体;1803
‑
第九凸台;1804
‑
第十凸台;1805
‑
第十一凸台;1806
‑
第二通槽;1807
‑
第十六通孔;1808
‑
第六凹槽;a19
‑
第一
铰;b19
‑
第二铰;c19
‑
第三铰;20
‑
第二挤压块;2001
‑
挤压段;2002
‑
第十七通孔;2003
‑
第十八通孔;2004
‑
第三通槽。
具体实施方式
57.以下通过实施例和附图详细说明本实用新型的内容,实施例仅用于理解本实用新型,而不在于限制本实用新型的内容。
58.如图1至图5所示,本实用新型提供的基于单转轴制造矩形钢管的装置是由四块支撑竖板2、两个第一支架3、一个第二支架18、八个轧辊4、八块连接板5、四根转轴6、一块底板7、一根内衬管10、八个轴承支座11、两个第一挤压块13、四个第二挤压块20、八个直线轴承14、两块支板16、十六个第一滚动轴承a12、八个第二滚动轴承b12、八个第一轮a17、八个第二轮b17、八根第一铰a19、八根第二铰b19、八根第三铰c19、三十二根螺钉15、九十六根螺杆1和九十六个螺母8组成。以上各部件均可以使用金属材料制造,其中第一滚动轴承a12、第二滚动轴承b12、第一轮a17、第二轮b17、第一铰a19、第二铰b19、第三铰c19、螺钉15、螺杆1和螺母8均为标准件。
59.结合图7和图8所示,所述支撑竖板2由一个第一主体201和两个第一凸台202连接组成;所述第一主体201和所述第一凸台202均为长方体状的对称结构,两个所述第一凸台202对称设置于所述第一主体201的上下两端;每个所述第一凸台202均对称开设有四个圆柱体状的第一通孔203,所述第一通孔203之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8。
60.结合图9至图11所示,所述第一支架3由一个第二主体302和两个第二凸台301连接组成;所述第二主体302和所述第二凸台301均为长方体状的对称结构,两个所述第二凸台301对称设置于所述第二主体302的下端;每个所述第二凸台301均开设有一条长方体状的第一通槽304,所述第一通槽304之内穿设有所述第一轮a17;每条所述第一通槽304的前后两侧均开设有两个圆柱体状的第二通孔303,所述第二通孔303之内穿设有所述第一铰a19;所述第二主体302对称开设有两个圆柱体状的第三通孔305,所述第三通孔305之内穿设有所述直线轴承14;每个所述第三通孔305的四周均对称开设有四个第一螺孔306,所述第一螺孔306之内拧接有所述螺钉15。
61.结合图26至图28所示,所述第二支架18由一个第八主体1802、一个第九凸台1803、一个第十凸台1804和四个第十一凸台1805连接组成;所述第八主体1802、所述第九凸台1803、所述第十凸台1804和所述第十一凸台1805均为长方体状的对称结构,所述第十凸台1804垂直设置于所述第八主体1802的下端,所述第九凸台1803垂直设置于所述第十凸台1804的下端,四个所述第十一凸台1805对称设置于所述第八主体1802的左右两端;每个所述第十一凸台1805均开设有一条长方体状的第二通槽1806,所述第二通槽1806之内穿设有所述第二轮b17;每条所述第二通槽1806的前后两侧均开设有两个圆柱体状的第十五通孔1801,所述第十五通孔1801之内穿设有所述第二铰b19;所述第八主体1802的前后两端对称开设有四组、共十六个圆柱体状的第十六通孔1807,所述第十六通孔1807之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8;所述第八主体1802的下表面对称开设有两条长方体状的第六凹槽1808,用于对所述轧辊4进行导向。
62.结合图12所示,所述轧辊4由两端的辊头402和中间的辊身401连接组成;所述辊头
402和所述辊身401均为圆柱体状的对称结构,所述辊头402用于穿设所述第一滚动轴承a12。
63.结合图13所示,所述连接板5由两块轴承板501连接组成;所述轴承板501为长方体状的对称结构,每块所述轴承板501的角部位置均开设有一个圆柱体状的第一凹槽503,所述第一凹槽503之内安装有所述第一滚动轴承a12;每个所述第一凹槽503的轴线位置均开设有一个圆柱体状的第四通孔502,所述第四通孔502之内穿设有所述轧辊4的辊头402;两块所述轴承板501的对角连接部位开设有一个正八棱体状的第五通孔504,所述第五通孔504之内穿设有所述转轴6;每块所述轴承板501均对称开设有两个圆柱体状的第六通孔505,所述第六通孔505之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8。
64.结合图14所示,所述转轴6由位于两端的轴承段603和位于中间的卡位段602连接组成;所述轴承段603为圆柱体状的对称结构,用于穿设所述第二滚动轴承b12;所述卡位段602为正八棱体状的对称结构,用于穿设所述第二挤压块20;所述卡位段602的两端均开设有一个圆柱体状的第七通孔601,所述第七通孔601之内穿设有所述第三铰c19。
65.结合图15和图16所示,所述底板7由一个第三主体703、一个第三凸台701和一个第四凸台702连接组成;所述第三主体703、所述第三凸台701和所述第四凸台702均为长方体状的对称结构,所述第三凸台701垂直设置于所述第三主体703的上端,所述第四凸台702垂直设置于所述第三凸台701的上端;所述第三主体703的上表面的左右两端对称开设有两组、共四条长方体状的第二凹槽705,用于对所述第一轮a17进行导向;所述第三主体703的上表面还对称开设有两条长方体状的第三凹槽706,用于对所述轧辊4进行导向;所述第三主体703的左右两端对称开设有四组、共十六个圆柱体状的第八通孔704,所述第八通孔704之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8;所述第三主体703还对称开设有四组、共十六个圆柱体状的第九通孔707,所述第九通孔707之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8。
66.结合图17所示,所述内衬管10为圆柱体管状的对称结构,所述内衬管10的轴线位置开设有一个圆柱体状的第十通孔1001,所述内衬管10用于穿设在钢管9之内,以支撑钢管9。
67.结合图18和图19所示,所述轴承支座11由一个第四主体1101和一个第五凸台1102连接组成;所述第四主体1101和所述第五凸台1102均为长方体状的对称结构,所述第五凸台1102垂直设置于所述第四主体1101的上端;所述第五凸台1102开设有一个圆柱体状的第四凹槽1104,所述第四凹槽1104之内安装有所述第二滚动轴承b12;所述第四凹槽1104的轴线位置开设有一个圆柱体状的第十一通孔1103,所述第十一通孔1103之内穿设有所述转轴6的轴承段603;所述第四主体1101对称开设有四个圆柱体状的第十二通孔1105,所述第十二通孔1105之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8。
68.结合图20和图21所示,所述第一挤压块13由一个第五主体1302和两个第六凸台1301连接组成,两个所述第六凸台1301对称设置于所述第五主体1302的左端;所述第五主体1302为长方体状的对称结构,用以挤压并成型钢管;所述第六凸台1301为圆柱体状的对称结构,所述第六凸台1301穿设在所述直线轴承14的第十三通孔1403之内。
69.结合图29和图30所示,所述第二挤压块20由四个挤压段2001沿径向连接组成;所述挤压段2001为长方体状的对称结构,四个所述挤压段2001的中心连接部位开设有一个正
八棱体状的第十七通孔2002,所述第十七通孔2002之内穿设有所述转轴6;每个所述挤压段2001均开设有一个圆柱体状的第十八通孔2003,所述第十八通孔2003之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8;每个所述挤压段2001的前后两端均开设有一条长方体状的第三通槽2004,所述第三通槽2004之内穿设有所述螺母8。
70.结合图22和图23所示,所述直线轴承14由同轴连接的一个第六主体1402和一个第七凸台1401组成,所述第六主体1402为长方体板状的对称结构,所述第七凸台1401为圆柱体状的对称结构;所述第七凸台1401的轴线位置开设有一个圆柱体状的第十三通孔1403,所述第十三通孔1403之内穿设有所述第一挤压块13的第六凸台1301;所述第七凸台1401之内还设有保持架、滚珠和挡圈,所述保持架之内均匀设有多个所述滚珠,所述保持架的两端设有所述挡圈;所述第十三通孔1403也贯穿于所述第六主体1402,所述第六主体1402沿所述第十三通孔1403的四周对称开设有四个第二螺孔1404,所述第二螺孔1404之内拧接有所述螺钉15。
71.结合图24和图25所示,所述支板16由一个第七主体1602和两个第八凸台1603连接组成;所述第七主体1602和所述第八凸台1603均为长方体状的对称结构,两个所述第八凸台1603对称设置于所述第七主体1602的上端;每个所述第八凸台1603均开设有一条长方体状的第五凹槽1601,用于对所述第二轮b17进行导向;所述第七主体1602对称开设有两组、共八个圆柱体状的第十四通孔1604,所述第十四通孔1604之内穿设有所述螺杆1,所述螺杆1的一端拧接有所述螺母8。
72.本实用新型提供的基于单转轴制造矩形钢管的装置的组装过程:
73.如图1至图30所示,首先在两个所述第一支架3的四条第一通槽304之内的两个位置各穿设一个所述第一轮a17,保证八个所述第一轮a17的轴心孔与两个所述第一支架3的八个第二通孔303对中,然后在八组对中的通孔之内各安装一根所述第一铰a19,这样一来,可以将两个所述第一支架3和八个所述第一轮a17组装成两辆第一支架车;
74.然后在所述第二支架18的四条第二通槽1806之内的两个位置各穿设一个所述第二轮b17,保证八个所述第二轮b17的轴心孔与所述第二支架18的八个第十五通孔1801对中,然后在八组对中的通孔之内各安装一根所述第二铰b19,这样一来,可以将所述第二支架18和八个所述第二轮b17组装成一辆第二支架车;
75.然后将所述底板7设置在安装台之上,保证所述底板7的第四凸台702朝上设置,然后将四块所述支撑竖板2设置在所述底板7之上,保证四块所述支撑竖板2位置在下的十六个第一通孔203和所述底板7的十六个第八通孔704对中,然后在十六组对中的通孔之内各穿设一根所述螺杆1,然后在十六根所述螺杆1的另一端各拧接一个所述螺母8,然后将两辆所述第一支架车设置在所述底板7之上,保证八个所述第一轮a17均位于所述底板7的四条第二凹槽705之内,然后将两块所述支板16设置在四块所述支撑竖板2之上,保证两块所述支板16的十六个第十四通孔1604和四块所述支撑竖板2位置在上的十六个第一通孔203对中,然后在十六组对中的通孔之内各穿设一根所述螺杆1,然后在十六根所述螺杆1的另一端各拧接一个所述螺母8,这样一来,可以将所述底板7、四块所述支撑竖板2、两辆所述第一支架车和两块所述支板16进行组装;
76.然后在八块所述连接板5的十六个第一凹槽503之内各安装一个所述第一滚动轴承a12,然后将八块所述连接板5的第一凹槽503两两相对设置,然后将四个所述第二挤压块
20分别穿设在四组所述连接板5之间,然后将八个所述轧辊4两端的十六个辊头402分别穿设在十六个所述第一滚动轴承a12之内,然后将八块所述连接板5的三十二个第六通孔505与四个所述第二挤压块20的十六个第十八通孔2003对中,然后在十六组对中的通孔之内各穿设两根所述螺杆1,然后在三十二根所述螺杆1的另一端各拧接一个所述螺母8,这样一来,可以将八块所述连接板5、十六个所述第一滚动轴承a12、八个所述轧辊4和四个所述第二挤压块20进行组装;
77.然后在八个所述轴承支座11的八个第四凹槽1104之内各安装一个所述第二滚动轴承b12,然后将八个所述轴承支座11的第四凹槽1104两两相对设置,然后将四根所述转轴6的四个卡位段602分别穿设在四组所述连接板5的八个第五通孔504和四个所述第二挤压块20的四个第十七通孔2002之内,然后将四根所述转轴6两端的八个轴承段603分别穿设在八个所述第二滚动轴承b12之内,然后在四根所述转轴6的八个第七通孔601之内各安装一根所述第三铰c19,这样一来,可以将八个所述轴承支座11、八个所述第二滚动轴承b12、四根所述转轴6和四组所述连接板5进行组装;
78.然后将两组所述轴承支座11设置在所述底板7之上,保证四个所述轴承支座11的十六个第十二通孔1105和所述底板7的十六个第九通孔707对中,然后在十六组对中的通孔之内各穿设一根所述螺杆1,然后在十六根所述螺杆1的另一端各拧接一个所述螺母8,这样一来,可以将两组所述轴承支座11和所述底板7进行组装;
79.然后将所述第二支架车设置在安装台之上,保证所述第二支架18的第九凸台1803朝上设置,然后将另外两组所述轴承支座11设置在所述支架18的第八主体1802之上,保证四个所述轴承支座11的十六个第十二通孔1105和所述第二支架18的十六个第十六通孔1807对中,然后在十六组对中的通孔之内各穿设一根所述螺杆1,然后在十六根所述螺杆1的另一端各拧接一个所述螺母8,这样一来,可以将另外两组所述轴承支座11和所述第二支架车进行组装;
80.然后将所述第二支架18的第九凸台1803朝下设置,最后将安装于所述第二支架车的八个所述第二轮b17、滚入两块所述支板16的四条第五凹槽1601之内,这样一来,整套装置组装完成,可以投入使用。
81.本实用新型提供的基于单转轴制造矩形钢管的装置的工作原理:
82.如图31所示,不妨将位于第一象限、第二象限、第三象限和第四象限的四根所述转轴6分别定义为a转轴、b转轴、c转轴和d转轴,其中点a、点b、点c和点d分别为所述a转轴、所述b转轴、所述c转轴和所述d转轴的轴心;在工作时四根所述转轴6的旋转方向如下,所述a转轴和所述c转轴同时沿顺时针方向进行旋转,所述b转轴和所述d转轴同时沿逆时针方向进行旋转;
83.如图2所示,本装置采用对称结构设计,当位于最上端的两个所述轧辊4均位于所述第二支架18的两个第六凹槽1808之内、同时位于最下端的两个所述轧辊4均位于所述底板7的两个第三凹槽706之内,则此时四个所述第二挤压块20的八个挤压段2001、两个所述第一挤压块13的两个第五主体1302、所述第二支架18的第九凸台1803和所述底板7的第四凸台702可以围成一个长方体的空腔。
84.本实用新型提供的基于单转轴制造矩形钢管的装置的使用过程:
85.步骤1:首先沿着两块所述支板16的四条第五凹槽1601、将所述第二支架车拉出,
然后将所述钢管9加热到900℃
‑
950℃之间,然后将所述内衬管10穿设在所述钢管9之内,然后将所述钢管9设置在位置在下的两个所述第二挤压块20之上,然后将所述第二支架18的第九凸台1803朝下设置、并将八个所述第二轮b17滚入两块所述支板16的四条第五凹槽1601之内,如图1所示;
86.步骤2:然后沿着所述底板7的四条第二凹槽705、同时向内缓慢推动两辆所述第一支架车,在此过程之中,四根所述转轴6通过位于左右两端的四个所述轧辊4进行转动,所述a转轴和所述c转轴沿顺时针方向进行缓慢旋转、同时所述b转轴和所述d转轴沿逆时针方向进行缓慢旋转,同时将两个所述第一挤压块13沿着八个所述直线轴承14的八个第十三通孔1403向内缓慢推动、同时沿着两块所述支板16的四条第五凹槽1601将所述第二支架车向下推动,在此过程之中,所述钢管9的截面形状由原来的圆形被逐步挤压成矩形,如图2和图5所示;
87.步骤3:然后沿着两块所述支板16的四条第五凹槽1601、将所述第二支架车再次拉出,然后将穿设有所述内衬管10的所述钢管9从位置在下的两个所述第二挤压块20之上取出,最后将所述内衬管10从所述钢管9之内抽出即可。
88.补充说明:本实用新型装置采用对称结构设计,所述第二支架18的第九凸台1803到第八主体1802之间的距离、应等于所述底板7的第四凸台702到第三主体703之间的距离,以便保证四个所述第二挤压块20的八个挤压段2001、两个所述第一挤压块13的两个第五主体1302、所述第二支架18的第九凸台1803和所述底板7的第四凸台702可以围成一个长方体的空腔。
89.通过实施例可以看出,采用本实用新型提供的基于单转轴制造矩形钢管的装置,能够将设置在四个所述第二挤压块20之间的所述钢管9的截面形状由圆形挤压成矩形,本实用新型装置具有制造成本低、操作简单和成型效果好的特点。
90.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1