埋弧焊丝送丝盘的制作方法
1.本实用新型涉及埋弧焊技术领域,具体为埋弧焊丝送丝盘。
背景技术:
2.埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%,且多年来一直变化不大。
3.目前现有的埋弧焊丝送丝盘,结构简单,一般设置为25kg小盘送丝盘,从而降低了工作效率,因此发明一种埋弧焊丝送丝盘。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型试图克服以上缺陷,因此本实用新型提供了埋弧焊丝送丝盘,由原有机器自带的25kg小盘送丝盘改造成250kg大盘送丝盘,提高埋弧焊接工作效率的效果。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:埋弧焊丝送丝盘,包括支撑固定底座,所述支撑固定底座的上端安装有两组支撑固定支架,两组支撑固定支架的相对一端均开设有一号定位槽孔,每组一号定位槽孔的内部均安装有定位固定轴承,两组定位固定轴承的相对一端安装有支撑受力转轴,所述支撑受力转轴上安装有送丝盘支撑转盘,每组支撑固定支架远离支撑固定底座的一端均开设有二号定位槽孔,每组二号定位槽孔的一端均开设有限位螺纹槽孔,每组二号定位槽孔远离对应的限位螺纹槽孔的一端均安装有限位螺纹转轴,每组限位螺纹转轴远离对应的二号定位槽孔的一端均安装有手动受力转块,每组支撑固定支架远离支撑固定底座的一端均安装有支撑连接支架,每组支撑连接支架的下端均安装有定位固定卡块,每组支撑连接支架远离对应的定位固定卡块的一端均安装有支撑受力支架,所述支撑受力支架上安装有定位调节卡块,所述定位调节卡块上开设有圆形定位槽孔。
8.进一步,每组定位固定轴承均安装在对应的一号定位槽孔的内部,且每组定位固定轴承均与对应的一号定位槽孔设置为相匹配。
9.进一步,每组定位固定卡块均安装在对应的二号定位槽孔的内部,且每组定位固定卡块均与对应的二号定位槽孔设置为相匹配。
10.进一步,每组定位固定卡块的内部均开设有一号限位固定通孔,且每组一号限位固定通孔与对应的限位螺纹转轴设置为相匹配。
11.进一步,每组限位螺纹转轴的一端均安装在对应的限位螺纹槽孔的内部,且每组
限位螺纹转轴的一端均与对应的限位螺纹槽孔设置为相匹配。
12.进一步,所述定位调节卡块的内部开设有二号限位固定通孔,且二号限位固定通孔与支撑受力支架设置为相匹配。
13.(三)有益效果
14.本实用新型提供的埋弧焊丝送丝盘。具备以下有益效果:
15.1、该埋弧焊丝送丝盘,由原有机器自带的25kg小盘送丝盘改造成250kg大盘送丝盘,提高埋弧焊接工作效率。
附图说明
16.图1为本实用新型结构示意图;
17.图2为本实用新型的正视图;
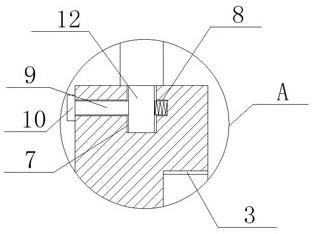
18.图3为本实用新型的a处放大图。
19.图中:1支撑固定底座、2支撑固定支架、3一号定位槽孔、4定位固定轴承、5支撑受力转轴、6送丝盘支撑转盘、7二号定位槽孔、8限位螺纹槽孔、9限位螺纹转轴、10手动受力转块、11支撑连接支架、12定位固定卡块、13支撑受力支架、14定位调节卡块、15圆形定位槽孔。
具体实施方式
20.根据本实用新型的第一方面,本实用新型提供埋弧焊丝送丝盘,如图1
‑
3所示,包括支撑固定底座1,支撑固定底座1的上端安装有两组支撑固定支架2,两组支撑固定支架2的相对一端均开设有一号定位槽孔3,每组一号定位槽孔3的内部均安装有定位固定轴承4,两组定位固定轴承4的相对一端安装有支撑受力转轴5,支撑受力转轴5上安装有送丝盘支撑转盘6,每组支撑固定支架2远离支撑固定底座1的一端均开设有二号定位槽孔7,每组二号定位槽孔7的一端均开设有限位螺纹槽孔8,每组二号定位槽孔7远离对应的限位螺纹槽孔8的一端均安装有限位螺纹转轴9,每组限位螺纹转轴9远离对应的二号定位槽孔7的一端均安装有手动受力转块10,每组支撑固定支架2远离支撑固定底座1的一端均安装有支撑连接支架11,每组支撑连接支架11的下端均安装有定位固定卡块12,每组支撑连接支架11远离对应的定位固定卡块12的一端均安装有支撑受力支架13,支撑受力支架13上安装有定位调节卡块14,定位调节卡块14上开设有圆形定位槽孔15,每组定位固定轴承4均安装在对应的一号定位槽孔3的内部,且每组定位固定轴承4均与对应的一号定位槽孔3设置为相匹配,每组定位固定卡块12均安装在对应的二号定位槽孔7的内部,且每组定位固定卡块12均与对应的二号定位槽孔7设置为相匹配,每组定位固定卡块12的内部均开设有一号限位固定通孔,且每组一号限位固定通孔与对应的限位螺纹转轴9设置为相匹配,每组限位螺纹转轴9的一端均安装在对应的限位螺纹槽孔8的内部,且每组限位螺纹转轴9的一端均与对应的限位螺纹槽孔8设置为相匹配,定位调节卡块14的内部开设有二号限位固定通孔,且二号限位固定通孔与支撑受力支架13设置为相匹配,该埋弧焊丝送丝盘,由原有机器自带的25kg小盘送丝盘改造成250kg大盘送丝盘,提高埋弧焊接工作效率。
21.工作原理:使用时,定位固定轴承4安装在一号定位槽孔3的内部,且支撑受力转轴5很好的支撑送丝盘支撑转盘6的作用,定位固定卡块12卡入二号定位槽孔7的内部,然后转
动手动受力转块10,限位螺纹转轴9的一端拧入限位螺纹槽孔8的内部,完成支撑连接支架11与支撑固定支架2的安装工作,支撑受力支架13很好的支撑定位调节卡块14的作用。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.埋弧焊丝送丝盘,包括支撑固定底座(1),其特征在于:所述支撑固定底座(1)的上端安装有两组支撑固定支架(2),两组支撑固定支架(2)的相对一端均开设有一号定位槽孔(3),每组一号定位槽孔(3)的内部均安装有定位固定轴承(4),两组定位固定轴承(4)的相对一端安装有支撑受力转轴(5),所述支撑受力转轴(5)上安装有送丝盘支撑转盘(6),每组支撑固定支架(2)远离支撑固定底座(1)的一端均开设有二号定位槽孔(7),每组二号定位槽孔(7)的一端均开设有限位螺纹槽孔(8),每组二号定位槽孔(7)远离对应的限位螺纹槽孔(8)的一端均安装有限位螺纹转轴(9),每组限位螺纹转轴(9)远离对应的二号定位槽孔(7)的一端均安装有手动受力转块(10),每组支撑固定支架(2)远离支撑固定底座(1)的一端均安装有支撑连接支架(11),每组支撑连接支架(11)的下端均安装有定位固定卡块(12),每组支撑连接支架(11)远离对应的定位固定卡块(12)的一端均安装有支撑受力支架(13),所述支撑受力支架(13)上安装有定位调节卡块(14),所述定位调节卡块(14)上开设有圆形定位槽孔(15)。2.根据权利要求1所述的埋弧焊丝送丝盘,其特征在于:每组定位固定轴承(4)均安装在对应的一号定位槽孔(3)的内部,且每组定位固定轴承(4)均与对应的一号定位槽孔(3)设置为相匹配。3.根据权利要求1所述的埋弧焊丝送丝盘,其特征在于:每组定位固定卡块(12)均安装在对应的二号定位槽孔(7)的内部,且每组定位固定卡块(12)均与对应的二号定位槽孔(7)设置为相匹配。4.根据权利要求1所述的埋弧焊丝送丝盘,其特征在于:每组定位固定卡块(12)的内部均开设有一号限位固定通孔,且每组一号限位固定通孔与对应的限位螺纹转轴(9)设置为相匹配。5.根据权利要求1所述的埋弧焊丝送丝盘,其特征在于:每组限位螺纹转轴(9)的一端均安装在对应的限位螺纹槽孔(8)的内部,且每组限位螺纹转轴(9)的一端均与对应的限位螺纹槽孔(8)设置为相匹配。6.根据权利要求1所述的埋弧焊丝送丝盘,其特征在于:所述定位调节卡块(14)的内部开设有二号限位固定通孔,且二号限位固定通孔与支撑受力支架(13)设置为相匹配。
技术总结
本实用新型提供埋弧焊丝送丝盘,涉及埋弧焊领域。该埋弧焊丝送丝盘,包括支撑固定底座,所述支撑固定底座的上端安装有两组支撑固定支架,两组支撑固定支架的相对一端均开设有一号定位槽孔,每组一号定位槽孔的内部均安装有定位固定轴承,两组定位固定轴承的相对一端安装有支撑受力转轴,所述支撑受力转轴上安装有送丝盘支撑转盘,每组支撑固定支架远离支撑固定底座的一端均开设有二号定位槽孔,每组二号定位槽孔的一端均开设有限位螺纹槽孔,每组二号定位槽孔远离对应的限位螺纹槽孔的一端均安装有限位螺纹转轴。该埋弧焊丝送丝盘,由原有机器自带的25KG小盘送丝盘改造成250KG大盘送丝盘,提高埋弧焊接工作效率。提高埋弧焊接工作效率。提高埋弧焊接工作效率。
技术研发人员:赵殿刚 曹冬英
受保护的技术使用者:天津市金万方钢结构有限公司
技术研发日:2021.03.25
技术公布日:2021/11/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1