一种冷轧带肋钢筋切割装置的制作方法
1.本实用新型属于建筑用的冷轧带肋钢筋的加工设备领域,尤其涉及一种建筑用的冷轧带肋钢筋切割装置。
背景技术:
2.建筑上经常用直径超过30mm的冷轧带肋钢筋(简称粗钢筋)制作混凝土浇筑的骨架,尤其是高层楼房的承重柱、高架桥的桥柱,其骨架上用到的粗钢筋直径可达到50mm。有的骨架长度远远超过粗钢筋的长度,当粗钢筋用于骨架上时,需要进行压力焊接,即将两根粗钢筋的端面贴合,利用电弧和压力使两根粗钢筋焊接在一起,焊接质量直接关系到骨架的结构强度。
3.最优的情况下,两根粗钢筋的端面均应当保持平整,且端面与轴线垂直,才能保证两根粗钢筋能够紧密贴合且贴合后同轴度高,使焊接质量好。然而实际情况是,现有粗钢筋的端面由冲床冲断得到,端面非常不平整,与端面与轴线的垂直度也很差,甚至难以利用压力焊接的方式将两根粗钢筋焊接在一起,所以需要工人进一步的对粗钢筋进行处理,工人在焊接前,利用砂轮角磨机对粗钢筋的端部进行再次切割,形成新端面,由于工人手持砂轮角磨机,砂轮角磨机难以控制平稳,导致切割形成的新端面的平整度以及端面与轴线的垂直度,但仅仅达到了满足压力焊接操作的基本要求,粗钢筋的新端面平整度依然较差、端面与轴线的垂直度依然较差,导致两根粗钢筋不能够紧密贴合且贴合后同轴度低,焊接质量依然较差。此外,砂轮角磨机切割时,随着砂轮片的切割深度增加,切割槽的深度增加,砂轮片在切割槽内的摩擦面扩大,摩擦产热速度很快,深槽内的热量散发速度又很慢,导致新端面温度很高,容易造成工人烫伤,安全性低,且新端面高温下快速氧化,也会降低焊接质量。
4.因此,以现有的砂轮角磨机切割粗钢筋存在所得端面平整度较差、所得端面与轴线垂直度较差、安全性较低和所得端面易于氧化的缺陷。
技术实现要素:
5.本实用新型的目的在于,提供一种冷轧带肋钢筋切割装置。以本实用新型切割粗钢筋具有所得端面平整度好、所得端面与轴线垂直度好、安全性高和所得端面不易氧化和故障率低的优点。
6.本实用新型的技术方案:一种冷轧带肋钢筋切割装置,包括控制机构和底板,底板的上方设有水平向的送料机构,送料机构上设有夹紧装置,送料机构的出料端设有沿阿基米德螺旋线轨迹行进的锯片,所述锯片上设有驱动机构。
7.前述的冷轧带肋钢筋切割装置中,所述送料机构包括两个并排的竖板,两个竖板之间设有多个水平向排布的滚筒,竖板与底板固定,竖板通过第一轴承连接滚筒,滚筒的中部设有环形槽。
8.前述的冷轧带肋钢筋切割装置中,所述夹紧装置包括l型的支架,支架的一端与其中一个竖板固定,支架上设有螺杆,螺杆的上端设有手轮,螺杆的下端设有与环形槽对应的
压板。
9.前述的冷轧带肋钢筋切割装置中,所述夹紧装置有两个,分别靠近送料机构的前后端。
10.前述的冷轧带肋钢筋切割装置中,所述驱动机构包括转板,转板的中部设有转轴,转轴的一侧设有输出端与锯片连接的第一电机,转轴的另一侧设有配重机构,第一电机与配重机构之间设有伸缩机构,转轴上设有旋转机构。
11.前述的冷轧带肋钢筋切割装置中,所述转板上设有被第一电机穿过的通孔,通孔的两侧均设有滑轨,第一电机上设有转接板,转接板通过第一滑块连接滑轨;所述配重机构包括配重板,配重板通过第二滑块连接滑轨。
12.前述的冷轧带肋钢筋切割装置中,所述伸缩机构包括与转接板固定的第一齿条,第一齿条的一侧设有与配重板固定的第二齿条,第一齿条与第二齿条之间设有齿轮,转接板或配重板上设有输出端与齿轮连接的第二电机。
13.前述的冷轧带肋钢筋切割装置中,所述旋转机构包括与转轴固定的被动轮,被动轮通过皮带连接主动轮,底板上设有输出端与主动轮连接的第三电机;所述送料机构的出料端设有气枪。
14.前述的冷轧带肋钢筋切割装置中,所述控制机构包括控制器,控制器上设有启动按键和停止按键,第一电机、第二电机和第三电机均与控制器连接,所述气枪通过电磁阀连接压缩机,电磁阀连接控制器。
15.与现有技术相比,本实用新型利用滚筒上的环形槽对粗钢筋进行限位,使粗钢筋轴向垂直与锯片;利用夹紧装置使粗钢筋压紧在送料机构上,使粗钢筋得以固定;利用驱动机构使锯片切向粗钢筋,锯片切割时保持稳定;从而使粗钢筋上切割形成的平整度良好的新端面且新端面与轴线垂直度好。驱动机构使锯片沿着阿基米德螺旋线轨迹切割粗钢筋,即锯片绕着粗钢筋旋转及向内切割,可避免切割槽内的热量蓄积,并通过气枪进一步的加快热量散发,从而使新端面的温度较低,避免工人烫伤,安全性高,且新端面不易发生氧化,也可提高焊接质量。本实用新型通过结构上的优化,使得驱动机构内部负载分布平衡,可有效减少本实用新型的故障率。因此,以本实用新型切割粗钢筋具有所得端面平整度好、所得端面与轴线垂直度好、安全性高和所得端面不易氧化和故障率低的优点。
附图说明
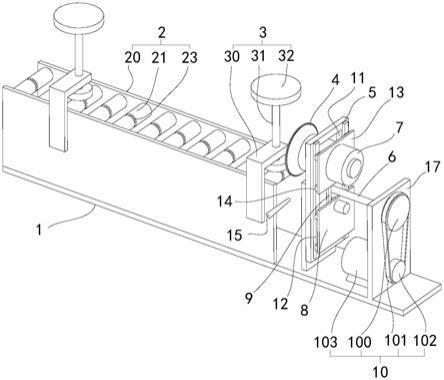
16.图1是本实用新型的结构示意图。
17.图2是驱动机构的结构示意图。
18.图3是伸缩机构的左视图。
19.图4是控制机构的结构示意图。
20.图5是锯片在粗钢筋上的切割轨迹。
21.附图中的标记为:1
‑
底板,2
‑
送料机构,3
‑
夹紧装置,4
‑
锯片,5
‑
转板,6
‑
转轴,7
‑
第一电机,8
‑
配重机构,9
‑
伸缩机构,10
‑
旋转机构,11
‑
通孔,12
‑
滑轨,13
‑
转接板,14
‑
第一滑块,15
‑
气枪,16
‑ꢀ
电磁阀,17
‑
安装板;20
‑
竖板,21
‑
滚筒,23
‑
环形槽;30
‑
支架,31
‑ꢀ
螺杆,32
‑
手轮,33
‑
压板;80
‑
配重板,81
‑
第二滑块;90
‑
第一齿条, 91
‑
第二齿条,92
‑
齿轮,93
‑
第二电机;100
‑
被动轮,101
‑
皮带,102
‑ꢀ
主动轮,103
‑
第三电机;110
‑
控制器,111
‑
启动按键,
112
‑
停止按键。
具体实施方式
22.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
23.实施例。一种冷轧带肋钢筋切割装置,如图1所示,包括控制机构和底板1,底板1的上方设有水平向的送料机构2,送料机构2上设有夹紧装置3,送料机构2的出料端设有沿阿基米德螺旋线轨迹行进的锯片4,所述锯片4上设有驱动机构。
24.所述送料机构2包括两个并排的竖板20,两个竖板20之间设有多个水平向排布的滚筒21,竖板20与底板1固定,竖板20通过第一轴承(图中未示)连接滚筒21,滚筒21的中部设有环形槽23。
25.所述夹紧装置3包括l型的支架30,支架30的一端与其中一个竖板20固定,支架30上设有螺接的螺杆31,螺杆31的上端设有手轮32,螺杆31的下端设有与环形槽23对应的压板33。
26.所述夹紧装置3有两个,分别靠近送料机构2的前后端。
27.所述驱动机构包括转板5,转板5的中部设有转轴6,转轴6的一侧设有输出端与锯片4连接的第一电机7,转轴6的另一侧设有配重机构8,第一电机7与配重机构8之间设有伸缩机构9,转轴6上设有旋转机构10。转轴6穿过转板5,转轴6与转板5固定,转轴6 的两端均设有与底板1固定的安装板17,转轴6通过第二轴承(图中未示)连接安装板17。
28.所述转板5上设有被第一电机7穿过的通孔11,第一电机7的重心在转板5上,通孔11的两侧均设有滑轨12,第一电机7上设有转接板13,转接板13通过第一滑块14连接滑轨12;所述配重机构 8包括配重板80,配重板80通过第二滑块81连接滑轨12。
29.所述伸缩机构9包括与转接板13固定的第一齿条90,第一齿条 90的一侧设有与配重板80固定的第二齿条91,第一齿条90与第二齿条91之间设有齿轮92,配重板80上设有输出端与齿轮92连接的第二电机93。
30.所述旋转机构10包括与转轴6固定的被动轮100,被动轮100 通过皮带101连接主动轮102,底板1上设有输出端与主动轮102连接的第三电机103;所述送料机构的出料端设有气枪15。
31.所述控制机构包括控制器110,控制器110上设有启动按键111 和停止按键112,第一电机7、第二电机93和第三电机103均与控制器110连接,所述气枪15通过电磁阀16连接压缩机,电磁阀16连接控制器110。
32.所述第二电机93和第三电机103均是减速电机。更优的,所述驱动机构的外侧设有保护罩(图中未示),保护罩上设有可被粗钢筋插入的进料孔。
33.冷轧带肋钢筋切割装置的切割工艺:包括以下步骤,
34.a、将粗钢筋放置到送料机构2上:粗钢筋对应的放在多个滚筒 21的环形槽23内,此时粗钢筋与转轴6保持同轴。
35.b、调整粗钢筋在送料机构2上的位置,使粗钢筋的一端位于锯片4的下方,旋转手轮32,手轮32通过螺杆31带动压板33夹紧粗钢筋。
36.c、驱动机构使锯片4沿阿基米德螺旋线轨迹运行,对粗钢筋的一端进行切割,得成
品。具体步骤是:
37.按下启动按键111,按键111向控制器110发出第一信号,控制器110接受到第一信号后向电磁阀16发出第二信号、向第一电机7 发出第三信号、向第二电机93发出第四信号、向第三电机103发出第五信号。电磁阀16接收到第二信号后打开,气枪15与压缩机连通而喷出压缩气,第一电机7接收到第三信号后持续正转,第二电机 93接收到第四信号后正转一定角度、第三电机103接收到第五信号后正转数周。
38.第一电机7带动锯片4持续正转。第二电机93带动齿轮92正转一定角度,齿轮92带动第一齿条90和第二齿条92相互靠近运动,第一齿条90依次通过转接板13和电机7带动锯片4向粗钢筋一侧移动,直至粗钢筋的一端被切断,第二齿条91带动配重板80向粗钢筋一侧移动,配重板80和第一电机7分别位于粗钢筋的两侧,起到平衡作用。第三电机103带动主动轮102正转数周,主动轮102通过皮带101带动被动轮100转动,被动轮100通过转轴6带动转板5转动,转板5通过滑轨12、第一滑块14、转接板13和第一电机7带动锯片 4绕着粗钢筋旋转数周,相应的配重机构跟着转板5旋转数周。
39.粗钢筋的一端切下后,按下停止按键112,停止按键112向控制器110发出第六信号,控制器110接受到第六信号后向电磁阀16发出第七信号、向第一电机7发出第八信号、向第二电机93发出第九信号、向第三电机103发出第十信号。电磁阀16接收到第七信号后关闭,气枪15停止喷气,第一电机7接收到第八信号后停止正转,第二电机93接收到第九信号后反转一定角度、第三电机103接收到第十信号后反转数周。锯片4回到初始位置。
40.以本实用新型切割粗钢筋具有所得端面平整度好、所得端面与轴线垂直度好、安全性高和所得端面不易氧化和故障率低的优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1