电火花旋转加工调整夹具的制作方法
1.本实用新型涉及机械设备领域,特别涉及一种用于电火花成型机旋转加工调整夹具。
背景技术:
2.电火花机床进行放电加工前,工具电极需装夹校正再进行加工,以往的做法是电极由数控车床加工,由简易工具夹持,但是简易工具调节装置误差精度差,操作繁琐,同时也不能及时冷却电极和排出加工废渣,达不到加工精度和加工效率要求,如果电极与机床主轴之间全跳动的误差较大,将极大地影响放电加工的工作效率和加工质量,另外电极在加工过程中如果没有及时冷却,加工部位废渣不能及时排出的话,同样会导致加工效率及产品质量低下。
技术实现要素:
3.本实用新型的目的是为了解决现有电极夹持工具调节精度差、效率低以及电极无法及时冷却、加工废杂不能及时排出,影响加工效率及产品质量的技术问题,提供一种电火花旋转加工调整夹具,该夹具能够实现电极同轴度和垂直度的调节,同时夹具内部的冲油孔能够使主轴高压加工液直接喷射到电极,从而起到冷却电极和排出加工废杂的作用。
4.本实用新型为实现上述目的所采用的技术方案是:电火花旋转加工调整夹具,定位片下方固定有防尘固定盖板,防尘固定盖板下方连接有凹型支撑块,凹型支撑块四周穿设有顶靠调节滑块的水平调节螺栓,所述调节滑块位于凹型支撑块和防尘固定盖板之间,调节滑块下方连接有固定块,固定块底部中心位置具有向下凸出的球头,固定块通过垂直调节螺栓连接调节块,所述调节块顶部开设有与固定块球头相配合接触的凹槽,调节块的下端装夹有锥形弹簧筒夹,电极通过锥形弹簧筒夹夹持并通过紧固螺母锁紧,所述防尘固定盖板、调节滑块、固定块和调节块上均设置有冲油孔,防尘固定盖板、调节滑块、固定块和调节块上的冲油孔依次连通至锥形弹簧筒夹张紧槽。
5.进一步地,所述垂直调节螺栓有四个且均匀分布在固定块和调节块四周。
6.进一步地,所述防尘固定盖板下方通过螺栓连接凹型支撑块。
7.进一步地,所述调节滑块下方通过螺栓连接固定块。
8.进一步地,所述防尘固定盖板、凹形支撑块及调节滑块的平行度及平面度均为5微米以内。
9.进一步地,所述定位片为erowa定位片或3r定位片。
10.进一步地,所述调整夹具直径小于等于75mm,整体高度小于等于80mm。
11.本实用新型有益效果如下:
12.(1)本实用新型调整夹具,电极垂直度的调整利用杠杆原理,调节块和固定块由球头分离间隙并由垂直调节螺栓连接到固定块上,通过调节四个垂直调节螺栓的长短位置使电极有规律的进行倾斜运动,来取得电极的垂直度,垂直度调节完后再调节同轴度时垂直
度保持不变,能够缩短电极调整时间70%以上,极大提高了工作效率和加工精度,精度能够达到电极与机床主轴全跳动1丝以内。
13.(2)本实用新型调整夹具,电极同轴度的调整利用囚笼原理,通过凹型块四周螺栓的运动来调整调节滑块的位置,从而调节圆形电极与主轴的同轴度,凹形支撑块与防尘固定盖板的精密尺寸决定调节滑块的滑动为无间隙紧密滑动,结构简单,易操作。
14.(3)本实用新型调整夹具中间设计有冲油孔,加工液可由机床主轴延治具冲油孔直接以1.2mp高压喷射到电极四周,起到快速冷却电极,并及时排除加工废渣的作用,能够提高加工精度和加工效率。
15.(4)本实用新型调整治具可以根据实际需求选择erowa或system 3r装置连接机床本体,让电火花成型机具有加工中心的主轴旋转轨迹运行的加工能力。
16.(5)本实用新型调整治具体积为φ74mm*80mm,因为体积小,所以产生的离心力极小,因此对机床主轴的影响可忽略不计。
附图说明
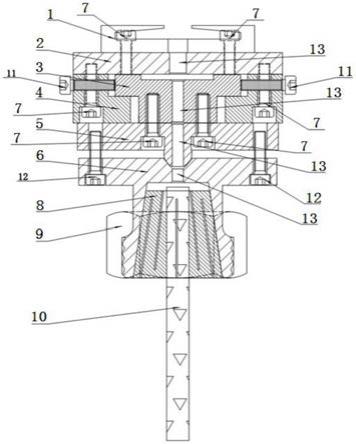
17.图1为本实用新型的结构图。
18.图2为本实用新型的加工液流向图。
19.图中:1.erowa定位片或3r定位片,2.防尘固定盖板,3.调节滑块,4.凹形支撑块,5.固定块,6.调节块,7.螺栓,8.锥形弹簧筒夹,9.紧固螺母,10.圆杆电极,11.水平调节螺栓,12.垂直调节螺栓,13.冲油孔。
具体实施方式
20.下面结合附图和实施例对本实用新型进行详细说明,但本实用新型并不局限于具体实施例。
21.如图1所示的电火花旋转加工调整夹具,erowa定位片或3r定位片1下方固定有防尘固定盖板2,防尘固定盖板2下方通过螺栓7连接有凹型支撑块4,凹型支撑块4四周穿设有顶靠调节滑块3的水平调节螺栓11,调节滑块3位于凹型支撑块4和防尘固定盖板2之间,防尘固定盖板2、凹形支撑块4及调节滑块3的平行度及平面度均为5微米以内,累积误差在1丝以内,调节滑块3下方通过螺栓7连接有固定块5,固定块5底部中心位置具有向下凸出的球头,固定块5通过垂直调节螺栓12连接调节块6,垂直调节螺栓12有四个且均匀分布在固定块5和调节块6四周,调节块6顶部开设有与固定块5球头相配合接触的凹槽,调节块6的下端装夹有锥形弹簧筒夹8,圆杆电极10通过锥形弹簧筒夹8夹持并通过紧固螺母9锁紧,防尘固定盖板2、调节滑块3、固定块5和调节块6上均设置有冲油孔13,防尘固定盖板2、调节滑块3、固定块5和调节块6上的冲油孔13依次连通至锥形弹簧筒夹8张紧槽,调整夹具直径小于等于75mm,整体高度小于等于80mm。
22.本实用新型在使用时,防尘固定盖板2上端根据机床需要加装erowa或system 3r产品的快速定位片,通过拉钉的作用将其紧密的连接在机床主轴上,根据电极大小选择合适规格的弹簧筒夹,夹装部分和电极接触紧固,利用紧固螺母9正反向运动带动弹簧筒夹运动,使弹簧筒夹再锥型孔内运动达到夹持电极目的。
23.电极的跳动调节,电极垂直度调节:利用杠杆原理,调节块6和固定块5由固定块球
头分离间隙并由垂直调节螺栓12连接到固定块5上,通过调节四个垂直调节螺栓12的长短位置使电极有规律的进行倾斜运动,来取得电极的垂直度,再利用杠杆千分表和机床主轴的上下运动来校验调节电极与机床相对的垂直度;电极同轴度调节:利用囚笼原理,通过凹型支撑块4四周螺栓的运动来调整调节滑块3的位置,从而取得下部圆杆电极10与机床主轴的同轴度,凹形支撑块4与防尘固定盖板2的精密尺寸决定调节滑块3的滑动为无间隙紧密滑动,需要说明的是无论如何调节凹型支撑块4内的调节滑块3,调节滑块3都是与机床主轴平行运动,对电极的垂直度不会有任何的影响,具体地,凹型支撑块4四周有四枚m5水平调节螺栓11,并成90度均布排列,松动0度水平调节螺栓11,紧180度水平调节螺栓11,0度水平调节螺栓11带动调节滑块3在凹型支撑块4内向0度水平调节螺栓11方向平行移动,同理,松动90度水平调节螺11,紧270度水平调节螺栓11,90度水平调节螺栓11带动调节滑块3在凹型支撑块4内向90度水平调节螺栓11方向平行移动来取得电极与机床主轴的同轴度,其调节结构简单,易操作,另外,经过验证,调节完电极垂直度后再调节电极的同轴度,能够缩短电极调整时间70%以上,极大提高了工作效率和加工精度,精度能够达到电极与机床主轴全跳动1丝以内。
24.如图2所示,加工前,打开机床主轴喷油开关,使加工液通过调整夹具的中间冲油孔13从夹持电极四周的弹簧筒夹张紧槽高压喷出,迅速冷却被弹簧筒夹夹持的电极,并及时冲走加工部位的加工废渣,同时可根据需求调节喷油压力,另外,凹形支撑块4与防尘固定盖板2的精密尺寸决定调节滑块3的滑动为无间隙紧密滑动,加工液不会从别处溢出。
25.本实用新型调整夹具中间设计有冲油孔,加工液可由机床主轴延治具冲油孔直接以1.2mp高压喷射到电极四周,起到快速冷却电极,并及时排除加工废渣的作用,能够提高加工精度和加工效率;调整夹具可以根据实际需求选择erowa或system 3r装置连接机床本体,让电火花成型机具有加工中心的主轴旋转轨迹运行的加工能力;调整治具体积为φ74mm*80mm,因为体积小,所以产生的离心力极小,因此对机床主轴的影响可忽略不计。
26.以上内容是结合优选技术方案对本实用新型所做的进一步详细说明,不能认定实用新型的具体实施仅限于这些说明。对本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以做出简单的推演及替换,都应当视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1