一种多工位定子自动焊接设备的制作方法
1.本实用新型涉及电机配件制造技术领域,具体涉及一种多工位定子自动焊接设备。
背景技术:
2.电机作为各类设备的动力源,已广泛应用于社会各个领域,定子是电机的核心部件,电机定子是由硅钢片叠压固定而成,传统的定子焊接工序为:先将硅钢片打孔后用铆钉或螺栓连接或用压力机压装后采用铸铝连接,这种方法不但工序复杂,生产效率低,而且会影响硅钢片间的绝缘效果,目前一些电机生产厂家通常采用预压紧后焊接的生产工艺。
3.预压后焊接的生产工艺为先将叠装好的硅钢片固定保证期同轴度,然后在定子外圆上沿轴向焊接几条焊缝,即可把硅钢片牢固的连接在一起,现有技术中通常设计为:人工上料并使用固定装置保证硅钢片的同轴度,然后由人工将固定好的硅钢片移至压紧机构进行压紧,最后将压紧的硅钢片移至焊接结构下进行焊接,这种焊接设备的生产效率低,不利于定子焊接的自动化生产。
技术实现要素:
4.本实用新型的一个目的是解决现有的焊接设备生产效率低,不利于定子焊接的自动化生产的问题。
5.为了实现根据本实用新型的这些目的和其它优点,提供了一种多工位定子自动焊接设备,包括:
6.设备机架,其上设置有安装板,所述安装板上方平行设置有顶板;
7.压紧机构,其用于对待焊接件产生压紧力以压紧所述待焊接件,所述压紧机构抵触在待压紧区域处的所述待焊接件端面上;
8.第一上料机构,其与所述安装板转动连接,多个所述待焊接件环绕阵列式分布在所述第一上料机构上,所述第一上料机构可按一预设角度绕多个所述待焊接件的中心转动,任一所述待焊接件可通过所述第一上料机构转动至所述压紧机构的正下方;
9.第二上料机构,其固设在多个所述待焊接件中心的所述安装板上,所述第二上料机构用于使所述待焊接件运动至所述待焊接区域。
10.优选的是,还包括双工位焊接机构,所述双工位焊接机构间隔设置在所述压紧机构两侧,所述双工位焊接机构用于对所在所述待焊接区域处的所述待焊接件焊接。
11.优选的是,所述第一上料机构包括:
12.连接件,其与所述安装板连接;
13.上料转台,其转动设置在所述安装板的上方,多个所述待焊接件设置在所述上料转台上;
14.第一驱动部,其设置在所述上料转台的底部,所述第一驱动部为一多工位分割器,所述第一驱动部驱动所述上料转台按预设角度和预设方向转动,以使所述待焊接件转动至
所述压紧机构的正下方。
15.优选的是,还包括,与所述待焊接件连接的固定机构,所述固定机构设置在所述上料转台上。
16.优选的是,所述固定机构包括连接座和活动设置在所述连接座下方的遮挡件,所述第二上料机构驱动所述遮挡件靠近或远离所述待焊接件。
17.优选的是,所述第二上料机构包括第二驱动部和与所述第二驱动部输出轴连接的推动件,所述推动件与所在所述待焊接区域处的所述遮挡件间歇性连接,所述第二驱动部通过所述推动件使所述遮挡件活动设置在所述连接座的下方。
18.优选的是,所述压紧机构包括:
19.支撑部,其与所述安装板固定连接,且所述支撑部向上延伸至所述顶板下方;
20.第三驱动部,其安装在所述支撑部上;
21.压紧部,其与所述第三驱动部的输出轴连接,所述第三驱动部驱动所述压紧部与所在所述待压紧区域处的所述待焊接件端面间歇性抵触。
22.优选的是,所述第三驱动部的输出轴贯穿所述支撑部与所述压紧部固定连接,所述待压紧区域位于所述压紧部的正下方。
23.优选的是,所述双工位焊接机构包括一第四驱动部和与所述第四驱动部输出端连接的焊接嘴,所述第四驱动部驱动所述焊接嘴活动设置在所在所述待焊接区域处的所述待焊接件外周。
24.优选的是,还包括一吸尘机构,所述吸尘机构的吸嘴与所述焊接嘴相对设置。
25.本实用新型至少包括以下有益效果:
26.1、本实用新型的定子自动焊接设备包括第一上料机构、第二上料机构和压紧机构,第一上料机构上环绕阵列式分布有多个待焊接件,第一上料机构可按一预设角度绕多个待焊接件的中心转动,任一待焊接件可通过第一上料机构转动至压紧机构的正下方,第二上料机构固设在多个待焊接件中心,第二上料机构用于使待焊接件运动至待焊接区域,压紧机构用于对待焊接件产生压紧力以压紧待焊接件,压紧机构抵触在所在待焊接区域处的待焊接件端面上,定子焊接时,先由人工称量硅钢片,再将称量好的硅钢片与铜条固定形成待焊接件,由第一上料机构将待焊接件运转至压紧机构的正下方,再由第二上料机构将待焊接件运转至待焊接区域,压紧机构完成压紧动作后再进行焊接,本实用新型实现了定子焊接的自动化生产,提高了生产效率。
27.2、本实用新型的定子自动焊接设备对应的焊接工序主要分为:人工称料、压紧和焊接三个工艺,由于第一上料机构上可设置多个待焊接件,操作员完成一个待焊接件的称料后,设备即可执行压紧和焊接动作,与此同时,操作员可进行下一个待焊接件的称料工作,进一步提高了定子焊接的成产效率,节约了制造成本。
28.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
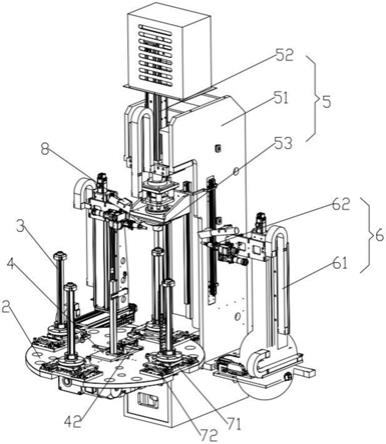
29.图1为本实用新型的整体结构示意图;
30.图2待焊接件处于待压紧区域时的结构示意图;
31.图3为第一上料机构的结构示意图。
具体实施方式
32.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
33.本实用新型提供了一种多工位定子自动焊接设备,图1~3示出了根据本实用新型的一种实现形式,包括:设备机架1、第一上料机构2、第二上料机构4、压紧机构5和双工位焊接机构6,设备机架1上设置有安装板11,安装板11上方平行设置有顶板12;第一上料机构2、第二上料机构4均与安装板11连接,压紧机构5用于对待焊接件3产生压紧力以压紧待焊接件3,压紧机构5抵触在所在待焊接区域处的待焊接件3端面上,双工位焊接机构6间隔设置在压紧机构5两侧,双工位焊接机构6用于对所在待焊接区域处的待焊接件3焊接。
34.第一上料机构2上环绕阵列式分布多个待焊接件3,第一上料机构2可按一预设角度绕多个待焊接件3的中心转动,任一待焊接件3可通过第一上料机构2转动至压紧机构5的正下方,第二上料机构4固设在多个待焊接件3中心的安装板11上,第二上料机构4用于使待焊接件运动至待焊接区域。定子焊接时,先由人工称量硅钢片,再将称量好的硅钢片与铜条固定形成待焊接件3,由第一上料机构2将待焊接件3运转至待焊接区域,再由第二上料机构4将待焊接件2转运至待焊接区域,压紧机构完成压紧动作后再进行焊接,本实用新型实现了定子焊接的自动化生产,提高了生产效率。另一方面,由于第一上料机构2上可设置多个待焊接件3,操作员完成一个待焊接件的称料后,设备即可执行压紧和焊接动作,与此同时,操作员可进行下一个待焊接件的称料工作,进一步提高了定子焊接的成产效率,节约了制造成本。
35.具体的,第一上料机构2包括连接件21、上料转台22和第一驱动部23,连接件21与安装板11固定连接,从而实现第一上料机构2与安装板11的固定连接,上料转台22转动设置在安装板11的上方,多个待焊接件3设置在上料转台22上,第一驱动部23设置在上料转台22的底部,第一驱动部23为一多工位分割器,第一驱动部23驱动上料转台22按预设角度和预设方向转动,以使待焊接件3转动至压紧机构5的正下方。
36.本实用新型中硅钢片称量完成后,需固定形成待焊接件3并固定在上料转台22上,再由第二上料机构4将待焊接件3转运至待焊接区域。具体的,还包括,与待焊接件3连接的固定机构7,固定机构7设置在上料转台22上,固定机构7包括连接座71和活动设置在连接座71下方的遮挡件72,第二上料机构4驱动遮挡件72靠近或远离待焊接件3,第二上料机构4包括第二驱动部41和与第二驱动部41输出轴连接的推动件42,推动件42与所在待焊接区域处的遮挡件72间歇性连接,第二驱动部41通过推动件42使遮挡件72活动设置在连接座71的下方。
37.待焊接件3运转至待焊接区域后,由压紧机构5对待焊接件3进行压紧,压紧机构5包括支撑部51、第三驱动部52和压紧部53,支撑部51与安装板11固定连接,且支撑部51向上延伸至顶板12下方,第三驱动部52安装在支撑部51上,压紧部53与第三驱动部52的输出轴连接,第三驱动部52驱动压紧部53与所在待压紧区域处的待焊接件3端面间歇性抵触。第三驱动部52的输出轴贯穿支撑部51与压紧部53固定连接。
38.待焊接件3压紧后,双工位焊接机构6运行以对转动的待焊接件3焊接,具体的,双
工位焊接机构6包括一第四驱动部61和与第四驱动部61输出端连接的焊接嘴62,第四驱动部61驱动焊接嘴62活动设置在所在待焊接区域处的待焊接件3外周。为避免焊接时产生的烟雾和杂质影响焊接质量和损坏设备本体,本实用新型的定子自动焊接设备还设置有吸尘机构9,吸尘机构9的吸嘴与焊接嘴相对设置,以吸取焊接时产生的烟尘。
39.本实用新型定子自动焊接设备的第一上料机构2上环绕阵列式分布多个待焊接件3,第一上料机构2可按一预设角度绕多个待焊接件3的中心转动,任一待焊接件3可通过第一上料机构2转动至压紧机构5的正下方,第二上料机构4固设在多个待焊接件3中心的安装板11上,第二上料机构4用于使待焊接件运动至待焊接区域。定子焊接时,先由人工称量硅钢片,再将称量好的硅钢片与铜条固定形成待焊接件3,由第一上料机构2将待焊接件3运转至待焊接区域,再由第二上料机构4将待焊接件2转运至待焊接区域,压紧机构完成压紧动作后再进行焊接,本实用新型实现了定子焊接的自动化生产,提高了生产效率。另一方面,由于第一上料机构2上可设置多个待焊接件3,操作员完成一个待焊接件的称料后,设备即可执行压紧和焊接动作,与此同时,操作员可进行下一个待焊接件的称料工作,进一步提高了定子焊接的成产效率,节约了制造成本。
40.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用。它完全可以被适用于各种适合本实用新型的领域。对于熟悉本领域的人员而言,可容易地实现另外的修改。因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1