一种金属管道端折弯模具的制作方法
1.本实用新型涉及管道加工领域,具体为一种金属管道折弯模具。
背景技术:
2.管道是用管子、管子连接件和阀门等连接成的用于输送气体、液体或带固体颗粒的流体装置,通常,流体经鼓风机、压缩机、泵和锅炉等增压后,从管道的高压出流向低压处,也可利用流体自身的压力或重力输送,管道的用途广泛,主要用在给水、排水、供热、供煤气、长具体输送石油和天然气、农业灌输、水利工程和各自工业装置中。
3.市面上的管道种类很多,按照材料分为金属管道、水泥管道和塑料管道等,市面上的金属管道在生产工程中需要进行折弯处理,但现有技术当中的折弯设备在管道经过处理后均需要人工进行取下管道,使用人工进行取下管道浪费人力且存在安全隐患。本实用新型解决了现有技术当中存在的安全隐患问题。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种金属管道折弯模具,为了实现上述目的,本实用新型采用以下技术方案:
5.一种金属管道端折弯模具,包括模具1、模具2和紧定螺丝;其中,
6.所述模具1包括法兰盘1、工作台1、联动顶杆1、间隙调节块1;所述模具2包括法兰盘2、工作台2、联动顶杆2、间隙调节块2;其中,
7.所述工作台1和工作台2一端分别固定连接所述法兰盘1和法兰盘2,连接方式可采用焊接等不可拆卸连接,所述工作台1和所述工作台2的另一端为闭合端,所述闭合端分别设置同等大小卡槽1和卡槽2,所述卡槽1和所述卡槽2闭合后形成夹持管道的夹持部分,卡槽的大小可根据不同工作场合设置不同大小的卡槽,因此,夹持部分夹持直径可变,所述工作台1和所述工作台2闭合端一侧下端部分别设置卡槽3和卡槽4,使所述卡槽1连接所述卡槽3,所述卡槽2连接所述卡槽4,所述卡槽1、卡槽2、卡槽3、卡槽4用于安置金属管道;所述工作台1和所述工作台2上端部分别使用螺栓连接所述联动顶杆1和联动顶杆2的一端,联动顶杆1和联动顶杆2可围绕与工作台1和工作台2连接处旋转,所述联动顶杆1和所述联动顶杆2的另一端分别连接所述间隙调节块1和间隙调节块2,联动顶杆1和联动顶杆2可以在间隙调节块1和间隙调节块2内滑动,所述联动顶杆1和所述联动顶杆2用于顶出卡槽内金属管道;
8.需要说明的是,联动顶杆以工作台连接处为圆心进行转动。
9.所述间隙调节块1和所述间隙调节块2使用紧定螺丝固定连接,用于将所述模具1和模具2连接组成折弯模具。
10.进一步,所述联动顶杆1和所述联动顶杆2可围绕与工作台1和工作台2连接处转动。
11.进一步,所述卡槽1和所述卡槽2中设置凹槽,用于避免在折弯过程产生变形保留的变形余量。
12.进一步,所述卡槽1连接卡槽3和所述卡槽2连接所述卡槽4处使用圆弧倒角。用于保护金属管道,可依据生产需求制备不同的倒角。
13.进一步,所述卡槽1、卡槽2、卡槽3、卡槽4的夹持直径为8cm~12cm,卡槽夹持直径可依据不同场景和不同加工需求制备不同大小的卡槽。
14.进一步,所述法兰盘1和所述法兰盘2上分别设置四个螺纹孔和定位槽,所述螺纹孔用于安装模具时使用螺栓固定安装;所述定位槽用于槽用于安装时限位作用。
15.进一步,所述工作台1和所述工作台2上端部设置定位稍1,所述定位稍1用于限制所述联动顶杆1和所述联动顶杆2的活动范围,以免联动顶杆幅度过大损伤机械和浪费不必要的功。
16.进一步,所述工作台1闭合端设置定位稍2,所述工作台2闭合端对应位置设置定位孔,在闭合后,定位稍插入定位孔内,起安装辅助作用和定位作用。
17.本实用新型的有益效果在于模具抓取的精度高,更加稳定,接触面积大,在加工时对金属管道的损伤更小,设计联动顶杆取代了人工取件,减小了安全隐患也减少了人工,联动顶杆操作简单。
附图说明
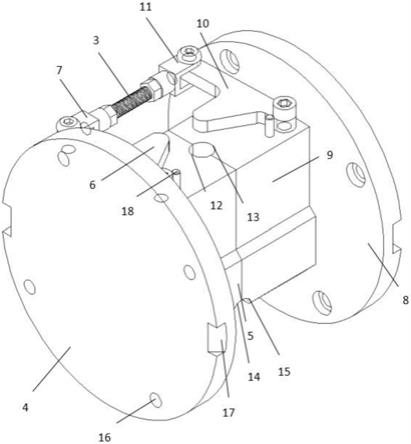
18.图1为本实用新型一种金属管道端折弯模具示意图;
19.图2位本实用新型模具1和模具2示意图;
20.图3为本实用新型模具联动顶杆工作示意图。
21.附图标记
22.1.摸具1、2.模具2、3.紧定螺丝、4.法兰盘1、5.工作台1、6.联动顶杆1、7.间隙调节块1、8.法兰盘2、9.工作台2、10.联动顶杆2、11.间隙调节块2、12.卡槽1、13.卡槽2、14.卡槽3、15.卡槽4、16.螺纹孔、17.定位槽、18.定位稍1、19.定位稍2、20.凹槽。
具体实施方式
23.所举实施例是为了更好地对本实用新型进行说明,但并不是本实用新型的内容仅局限于所举实施例。所以熟悉本领域的技术人员根据上述实用新型内容对实施方案进行非本质的改进和调整,仍属于本实用新型的保护范围。
24.实施例1
25.如图1所示,本实施例对一种金属管道端折弯模具进行详细说明,包括模具11、模具22和紧定螺丝3;其中,所述模具11包括法兰盘14、工作台15、联动顶杆16、间隙调节块111;所述模具22包括法兰盘28、工作台29、联动顶杆210、间隙调节块211;其中,
26.所述工作台15和工作台29一端分别固定连接所述法兰盘14和法兰盘28,连接方式可采用焊接等不可拆卸连接,所述工作台15和所述工作台29的另一端为闭合端,所述闭合端分别设置同等大小卡槽112和卡槽213,所述卡槽112和所述卡槽213闭合后形成夹持管道的夹持部分,卡槽的大小可根据不同工作场合设置不同大小的卡槽,因此,夹持部分夹持直径可变,所述工作台15和所述工作台29闭合端一侧下端部分别设置卡槽314和卡槽415,使所述卡槽112连接所述卡槽314,所述卡槽213连接所述卡槽415,所述卡槽112、卡槽213、卡槽314、卡槽415用于安置金属管道;所述工作台15和所述工作台29上端部分别使用螺栓连
接所述联动顶杆16和联动顶杆210的一端,联动顶杆16和联动顶杆210可围绕与工作台15和工作台29连接处旋转,所述联动顶杆16和所述联动顶杆210的另一端分别连接所述间隙调节块17和间隙调节块211,联动顶杆16和联动顶杆210可以在间隙调节块17和间隙调节块211内滑动,所述联动顶杆17和所述联动顶杆211用于顶出卡槽内金属管道;联动顶杆以工作台连接处为圆心进行转动。所述间隙调节块17和所述间隙调节块211使用紧定螺丝固定连接,用于将所述模具11和模具22连接组成折弯模具。所述联动顶杆16和所述联动顶杆210可围绕与工作台15和工作台29连接处转动。所述卡槽112和所述卡槽213中设置凹槽20,用于避免在折弯过程产生变形保留的变形余量。所述卡槽112连接卡槽314和所述卡槽213连接所述卡槽415处使用圆弧倒角。用于保护金属管道,可依据生产需求制备不同的倒角。所述卡槽112、卡槽213、卡槽314、卡槽415的夹持直径为8cm~12cm,卡槽夹持直径可依据不同场景和不同加工需求制备不同大小的卡槽。所述法兰盘14和所述法兰盘28上分别设置四个螺纹孔16和定位槽17,所述螺纹孔16用于安装模具时使用螺栓固定安装;所述定位槽17用于安装时限位作用。所述工作台15和所述工作台29上端部设置定位稍118,所述定位稍118用于限制所述联动顶杆16和所述联动顶杆210的活动范围,以免联动顶杆幅度过大损伤机械和浪费不必要的功。所述工作台15闭合端设置定位稍219,所述工作台29闭合端对应位置设置定位孔,在闭合后,定位稍插入定位孔内,起安装辅助作用和定位作用。
27.实施例2
28.采用一种金属管道端折弯模具对金属管道折弯的方法,包括步骤:
29.s1放置管道:将需要折弯的金属管道放入卡槽112、卡槽213、卡槽314、卡槽414中;
30.s2模具合拢:经步骤s1放入金属管道后将模具11和模具22进行合拢,合拢后通过紧定螺丝3固定;
31.s3折弯管道:经步骤s2模具11和模具22合拢固定后,旋转法兰盘14和法兰盘28从而带动模具进行转到,对模具内的金属管道进行折弯;
32.s4管道取出:经步骤s3管道折弯后,将两侧模具11和模具22打开,从而带动联动顶杆16和联动顶杆210顶出管道。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1