一种铁氧体磁钢加工设备的制作方法
1.本实用新型属于铁氧体磁钢生产技术领域,具体涉及一种铁氧体磁钢加工设备。
背景技术:
2.从广义上讲,所有能被磁场磁化、在实际应用中主要利用材料所具有的磁特性的一类材料称为磁性材料,它包括硬磁材料、软磁材料、半硬磁材料、磁致伸缩材料、磁光材料、磁泡材料和磁制冷材料等,其中用量最大的是硬磁材料和软磁材料;硬磁材料和软磁材料的主要区别是硬磁材料的各向异性场高、矫顽力高、磁滞回线面积大、技术磁化到饱和需要的磁场大;由于软磁材料的矫顽力低,技术磁化到饱和并去掉外磁场后,它很容易退磁,而硬磁材料由于桥顽力较高,经技术磁化到饱和并去掉磁后,它仍然长期保持很强的磁性,因此硬磁材料又称为水磁材料成恒磁材料;古代,人们利用矿石中的天然磁铁矿打磨成所需要的形状,用来指南或吸引铁质器件,指南针是中国古代四大发明之一,对人类文明和社会进步做出过重要贡献;近代,磁性材料的研究和应用始于工业革命之后,并在短时间内得到迅速发展;现今,对磁性材料的研究和应用无论在广度或者深度上都是以前无可比拟的,各类高性能磁性材料,尤其是铁氧体材料的开发和应用对现代工业和高新技术产业的发展起着巨大的推动作用,但现有的铁氧体材料压制设备还存在部分不足待改进。但目前铁氧体磁钢压制设备不能将铁氧体磁钢压制成半圆形形状。
技术实现要素:
3.本实用新型的铁氧体磁钢加工设备与传统的铁氧体磁钢加工设备相比能够将铁氧体磁钢压制成半圆形形状。
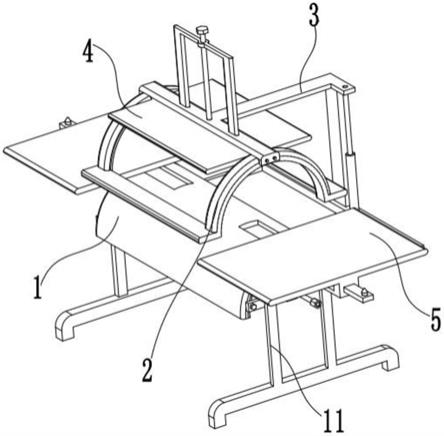
4.一种铁氧体磁钢加工设备,包括半圆形下模座、底架、半圆形上模架和安装架,半圆形下模座设置在底架上,安装架的两端分别连接一个半圆形上模架,半圆形上模架位于半圆形下模座的上端,安装架活动连接在底架上,安装架能够驱动两个半圆形上模架向半圆形下模座的方向移动对磁钢压制。
5.所述的一种铁氧体磁钢加工设备,还包括液压缸,底架上固定连接液压缸,液压缸的伸缩端固定连接在安装架上。
6.所述的一种铁氧体磁钢加工设备,还包括边杆和下平板,半圆形下模座的两端分别设有一个边杆,两个边杆上分别滑动连接一个下平板。
7.所述的一种铁氧体磁钢加工设备,所述边杆的外端设有挡销。
8.所述的一种铁氧体磁钢加工设备,还包括插槽、插座、竖板和双向螺杆,双向螺杆转动连接在底架上,双向螺杆的两端分别螺纹连接一个竖板,两个竖板上分别固定连接一个插座,两个插座分别滑动连接在两个边杆上,两个下平板分别固定连接在两个插座上。转动双向螺杆带动两个下平板相互靠近实现闭合,装置的下模体切换为一个平面。
9.两个半圆形上模架之间对称固定连接两个耳板。所述上平板上固定连接滑架,滑架滑动连接在上平板上,滑架与丝杠螺纹连接,丝杠转动连接在安装架上,上平板滑动连接
在两个半圆形上模架半圆形上模架之间。
10.转动丝杠带动滑架向下移动,滑架带动上平板向下移动,当上平板移动至两个耳板之间时,上平板和两个耳板形成一个平面,将两个半圆形上模架挡住,从而将上模具切换成一个平面,当上下模具皆为平面时,此时可以将半圆形的铁氧体磁钢放在两个下平板上,安装架带动上平板和两个耳板向下移动,将半圆形的铁氧体磁钢压制成一个水平的铁氧体磁钢。
11.本实用新型一种铁氧体磁钢加工设备的有益效果为:
12.本实用新型的塑形部能够将铁氧体磁钢压制成半圆形形状,半圆形下模座和两个半圆形上模架均为半圆形形状,从而实现将铁氧体磁钢压制成半圆形形状,当上平板和两个耳板形成一个平面,两个下平板相互靠近实现闭合,装置的上下模具皆为平面时,能够将半圆形的铁氧体磁钢压制成一个水平的铁氧体磁钢。
附图说明
13.图1为本实用新型铁氧体磁钢加工设备的图一;
14.图2为本实用新型铁氧体磁钢加工设备的图二;
15.图3为半圆形下模座的图;
16.图4为半圆形上模架的图;
17.图5为安装架的图;
18.图6为平板图;
19.图7为下平板图。
20.附图标记说明:1
‑
半圆形下模座;11
‑
底架;12
‑
插槽;13
‑
边杆;14
‑
液压缸;2
‑
半圆形上模架;耳板;3
‑
安装架;31
‑
丝杠;4
‑
上平板;41
‑
滑架;5
‑
下平板;51
‑
插座;52
‑
竖板;53
‑
双向螺杆。
具体实施方式
21.为使本实用新型的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。
22.参看图1
‑
2,示出了本发明中压制铁氧体磁钢的实施方式的示意图,进一步的,将铁氧体磁钢放在半圆形下模座1和两个半圆形上模架2之间,安装架3驱动两个半圆形上模架2向下移动,由于半圆形下模座1和半圆形上模架2都是半圆形结构,半圆形下模座1和半圆形上模架2靠近后可以契合在一起,所以当安装架3带动其上的两个半圆形上模架2向下移动时,能够对铁氧体磁钢进行压制,使其在半圆形下模座1和两个半圆形上模架2之间变形成半圆形形状,从而实现将铁氧体磁钢压制成半圆形形状。
23.参看图3和图5,示出了按照本发明中电动驱动安装架移动实施方式的示意图,
24.进一步的,当底架11上的液压缸14启动后带动安装架3在底架11上上下滑动,安装架3在液压缸14的驱动下带动两个半圆形上模架2上下移动,从而使得半圆形上模架2向半圆形下模座1的方向靠近对铁氧体磁钢进行压制。
25.参看图4
‑
5,示出了按照本发明中将下模座切换成平面的实施方式的示意图,
26.进一步的,两个下平板5能够分别在半圆形下模座1两端的边杆13上滑动,两个下
平板5位于半圆形下模座1的上端,当两个下平板5的内端闭合时,将半圆形下模座1挡住,此时,装置的下模体切换为一个平面。
27.在该情况下,根据需要,在边杆13的外端安装有挡销,从而避免下平板5从边杆13上脱落。
28.进一步的,双向螺杆53安装在底架11上,转动双向螺杆53带动两端的竖板52相互靠近,两个竖板52带动两个下平板5相互靠近实现闭合,同时两个插座51滑动至两个插槽12内,双向螺杆53能自锁避免压制铁氧体磁钢时两个下平板5打开。
29.参看图5,示出了按照本发明中辅助压制铁氧体磁钢的两端的实施方式的示意图,
30.进一步的,两个半圆形上模架2之间对称固定连接两个耳板21,从而使得当两个半圆形上模架2向下移动时,两个耳板21辅助压制铁氧体磁钢的两端向下,对铁氧体磁钢的两端进行辅助压制。
31.参看图6
‑
7,示出了按照本发明中将上模具切换成平面的的实施方式的示意图,
32.进一步的,转动丝杠31带动滑架41向下移动,滑架41带动上平板4向下移动,当上平板4移动至两个耳板21之间时,上平板4和两个耳板21形成一个平面,将两个半圆形上模架2挡住,从而将上模具切换成一个平面,当上下模具皆为平面时,此时可以将半圆形的铁氧体磁钢放在两个下平板5上,安装架3带动上平板4和两个耳板21向下移动,将半圆形的铁氧体磁钢压制成一个水平的铁氧体磁钢。
33.参看图1
‑
2,进一步的,底架11和半圆形下模座1之间通过螺钉可拆卸连接,便于更换半圆形下模座1。
34.进一步的,安装架3和半圆形上模架2之间通过螺钉可拆卸连接,便于更换半圆形上模架2。
35.如上所述,为了避免上平板4和耳板21之间形成的平面之间存在缝隙,使得两个耳板21之间的间距与上平板4的宽度相等。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1