磁条生产用压磁条机构的制作方法
1.本实用新型涉及一种磁条机构,具体是一种磁条生产用压磁条机构,属于磁条压紧技术领域。
背景技术:
2.冰箱门封产品作为保证冰箱整体制冷效果好坏的关键部件之一,由门封胶套和磁条组成,磁条整体平置穿装在门封胶套内部的磁条腔体内,随后将内部穿装有磁条的门封胶套,按照相关的尺寸要求相互焊接制成冰箱门封产品。
3.在用于冰箱上的磁条生产中,用于冰箱不同部位使用时,会将磁条中心通过压模具压出一条槽,现有的压紧模具结构复杂,压槽过程中可能会在磁条上形成毛边,现有的压紧模具不具有去毛边功能,还需另外去除,影响了工作效率。
技术实现要素:
4.本实用新型的目的是提供一种磁条生产用压磁条机构,结构简单,在压槽的同时将磁条上形成的毛边去除,节约时间,提高工作效率。
5.为了实现上述目的,本实用新型提供一种磁条生产用压磁条机构,包括箱体,在箱体的内壁固定连接有支撑板一、支撑板二和支撑板三,支撑板三开设有用于转轴一穿过且与之定轴转动连接的转孔一,转轴一的表面固定连有主动拨盘,箱体的内壁固定连接有转动驱动源,所述转动驱动源的驱动部与所述转轴一的表面固定连接,支撑板三的表面开设有用于转轴二穿过且与之定轴转动连接的转孔二,转轴二的表面固定连接有动槽轮,主动拨盘的表面固定连接有横板,横板的表面固定连接有抵块,箱体的两侧均开设有槽口;
6.还包括依靠主动拨盘带动将磁条压紧并去除压紧后残留毛刺的压紧机构,以及依靠动槽轮带动的传动机构。
7.本实用新型的压紧机构包括转板,转板固定连接在转轴一的背面,转板的端部铰接有铰接板一,铰接板一的左端铰接有铰接板二,在支撑板二的表面开设有用于所述转轴四穿过且与之滑动连接的转孔三,铰接板二的左端固定连接有转轴四,所述转轴四的背面固定连接有铰接板三,铰接板三的左端铰接有移动板,移动板的表面开设有滑槽,滑槽的槽壁滑动连接有滑块,滑块的表面开设有用于转轴五穿过且与之定轴转动连接的转孔四,所述支撑板一的表面开设有用于所述转轴五穿过且与之固定连接的固定孔,所述移动板的下表面固定连接有连接板,所述连接板的下表面固定连接有压板和去毛边机构。
8.作为本实用新型的进一步改进,所述传动机构包括皮带轮一,皮带轮一固定连接在转轴二的表面,所述箱体的内壁定轴转动连接有转轴三,所述转轴三的表面固定连接有皮带轮二和输送轮,所述皮带轮一的皮带槽与皮带轮二的皮带槽之间设置有皮带,输送轮的输送槽与外界输送轮的输送槽之间设置有输送带,所述输送带的上表面等距放置有模具,在模具的表面开设有磁条槽。
9.作为本实用新型的进一步改进,所述转动驱动源为电机,该电机为永磁交流伺服
电机。
10.作为本实用新型的进一步改进,所述去毛边机构为毛刺刀,所述毛刺刀的大小与所述磁条槽的大小相匹配。
11.作为本实用新型的进一步改进,所述输送带为耐磨输送带。
12.与现有技术相比,本实用新型通过工人先将模具等距的放置在输送带上,然后启动电机,电机的驱动轴转动带动转轴一转动,转轴一转动同时带动转板和主动拨盘转动,转板转动时由铰接板一的传动带动铰接板二摆动,铰接板二摆动带动铰接板三以转轴四为圆心摆动,铰接板三摆动带动移动板在滑块和滑槽的限位下先向右再向下摆动,在移动板向右再向下摆动带动连接板向右再向下摆动,连接板向右再向下摆动带动压板和毛刺刀向右再向下摆动,达到了对下方模具磁条槽内的磁条进行挤压去毛边的效果;本实用新型通过主动拨盘转动带动横板转动,横板转动带动抵块转动,抵块在转动时会进入动槽轮的槽内并且挤压槽壁使动槽轮以转轴二为圆心间歇转动,动槽轮间歇转动带动皮带轮一间歇转动,皮带轮一间歇转动在皮带的传动下带动皮带轮二间歇转动,皮带轮二间歇转动带动转轴三间歇转动,转轴三间歇转动带动输送轮间歇转动,输送轮间歇转动带动输送带间歇移动,动输送带间歇移动带动模具间歇移动至连接板的下方,达到了通过动输送带的间歇移动带动模具移动至连接板的下方,并且在间歇的效果下使得模具在连接板下方停留,使得压板和去毛刺刀有时间对磁条槽内磁条进行按压和去毛边的效果。本实用新型结构简单,在压槽的同时将磁条上形成的毛边去除,节约时间,提高工作效率。
附图说明
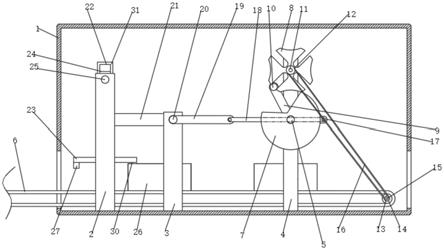
13.图1为本实用新型结构的主视图;
14.图2为本实用新型结构的背视图;
15.图3为本实用新型模具结构的正视图;
16.图4为本实用新型连接板结构的正视图;
17.图5为本实用新型结构的轴测图。
18.图中:1、箱体,2、支撑板一,3、支撑板二,4、支撑板三,5、转轴一,6、输送带,7、主动拨盘,8、动槽轮,9、横板,10、抵块,11、转轴二,12、皮带轮一,13、皮带轮二,14、输送轮,15、转轴三,16、皮带,17、转板,18、铰接板一,19、铰接板二,20、转轴四,21、铰接板三,22、滑槽,23、连接板,24、滑块,25、转轴五,26、模具,27、毛刺刀,28、电机,29、磁条槽,30、压板,31、移动板。
具体实施方式
19.下面结合附图对本实用新型做进一步说明。
20.如图1至图5所示,一种磁条生产用压磁条机构,包括箱体1,在箱体1的内壁固定连接有支撑板一2、支撑板二3和支撑板三4,支撑板三4开设有用于转轴一5穿过且与之定轴转动连接的转孔一,转轴一5的表面固定连有主动拨盘7,箱体1的内壁固定连接有转动驱动源,所述转动驱动源的驱动部与所述转轴一5的表面固定连接,支撑板三4的表面开设有用于转轴二11穿过且与之定轴转动连接的转孔二,转轴二11的表面固定连接有动槽轮8,主动拨盘7的表面固定连接有横板9,横板9的表面固定连接有抵块10,箱体1的两侧均开设有槽
口;
21.还包括依靠主动拨盘7带动将磁条压紧并去除压紧后残留毛刺的压紧机构,以及依靠动槽轮8带动的传动机构,启动转动驱动源,转动驱动源驱动部转动带动转轴一5转动,转轴一5转动带动主动拨盘7转动,主动拨盘7转动带动横板9转动,横板9转动带动抵块10转动,抵块10在转动时会进入动槽轮8的槽内并且挤压槽壁使动槽轮8以转轴二11为圆心间歇转动,达到了通过主动拨盘7带动动槽轮8间歇转动带动压紧机构和传动机构进行间歇移动的效果。
22.进一步的,所述压紧机构包括转板17,所述转板17固定连接在所述转轴一5的背面,所述转板17的端部铰接有铰接板一18,所述铰接板一18的左端铰接有铰接板二19,所述铰接板二19的左端固定连接有转轴四20,所述转轴四20,所述支撑板二3的表面开设有用于所述转轴四20穿过且与之滑动连接的转孔三,所述转轴四20的背面固定连接有铰接板三21,所述铰接板三21的左端铰接有移动板31,所述移动板31的表面开设有滑槽22,所述滑槽22的槽壁滑动连接有滑块24,所述滑块24的表面开设有用于转轴五25穿过且与之定轴转动连接的转孔四,所述支撑板一2的表面开设有用于所述转轴五25穿过且与之固定连接的固定孔,所述移动板31的下表面固定连接有连接板23,所述连接板23的下表面固定连接有压板30和去毛边机构,转轴一5转动带动转板17转动,转板17转动时由铰接板一18的传动带动铰接板二19摆动,铰接板二19摆动带动铰接板三21以转轴四20为圆心摆动,铰接板三21摆动带动移动板31在滑块24和滑槽22的限位下先向右再向下摆动,在移动板31向右再向下摆动带动连接板23向右再向下摆动,连接板23向右再向下摆动带动压板30和去毛边机构向右再向下摆动,达到了对下方模具26磁条槽29内的磁条进行挤压去毛边的效果。
23.进一步的,所述传动机构包括皮带轮一12,所述皮带轮一12固定连接在所述转轴二11的表面,所述箱体1的内壁定轴转动连接有转轴三15,所述转轴三15的表面固定连接有皮带轮二13和输送轮14,所述皮带轮一12的皮带槽与所述皮带轮二13的皮带槽之间设置有皮带16,所述输送轮14的输送槽与外界输送轮14的输送槽之间设置有输送带6,所述输送带6的上表面等距放置有模具26,所述模具26的表面开设有磁条槽29,转轴一5转动带动主动拨盘7转动,主动拨盘7转动带动横板9转动,横板9转动带动抵块10转动,抵块10在转动时会进入动槽轮8的槽内并且挤压槽壁使动槽轮8以转轴二11为圆心间歇转动,动槽轮8间歇转动带动皮带轮一12间歇转动,皮带轮一12间歇转动在皮带16的传动下带动皮带轮二13间歇转动,皮带轮二13间歇转动带动转轴三15间歇转动,转轴三15间歇转动带动输送轮14间歇转动,输送轮14间歇转动带动输送带6间歇移动,动输送带6间歇移动带动模具26间歇移动至连接板23的下方,达到了通过动输送带6的间歇移动带动模具26移动至连接板23的下方,并且在间歇的效果下使得模具26在连接板23下方停留,使得压板30和去毛刺刀27有时间对磁条槽29内磁条进行按压和去毛边的效果。
24.进一步的,所述转动驱动源为电机28,该电机28为永磁交流伺服电机,通过设置转动驱动源为电机28,且电机28为永磁交流伺服电机达到为驱动转轴一5的转动提供良好驱动源的效果。
25.进一步的,所述去毛边机构为毛刺刀27,所述毛刺刀27的大小与磁条槽29的大小相匹配,通过设置毛刺机构为毛刺刀27,且毛刺刀27的大小与所述磁条槽29的大小相匹配,达到了及时清理磁条被按压后出现的毛边,方便工人后面操作的效果。
26.进一步的,所述输送带6为耐磨输送带,通过设置输送带6为高强度耐磨防撕裂输送带,达到了提高输送带6的强度延长其使用寿命的效果。
27.工作原理:该磁条生产用压磁条机构使用时,工人先将模具26等距的放置在输送带6上,然后启动电机28,电机28的驱动轴转动带动转轴一5转动,转轴一5转动同时带动转板17和主动拨盘7转动,转板17转动时由铰接板一18的传动带动铰接板二19摆动,铰接板二19摆动带动铰接板三21以转轴四20为圆心摆动,铰接板三21摆动带动移动板31在滑块24和滑槽22的限位下先向右再向下摆动,在移动板31向右再向下摆动带动连接板23向右再向下摆动,连接板23向右再向下摆动带动压板30和毛刺刀27向右再向下摆动,达到了对下方模具26磁条槽29内的磁条进行挤压去毛边的效果;
28.主动拨盘7转动带动横板9转动,横板9转动带动抵块10转动,抵块10在转动时会进入动槽轮8的槽内并且挤压槽壁使动槽轮8以转轴二11为圆心间歇转动,动槽轮8间歇转动带动皮带轮一12间歇转动,皮带轮一12间歇转动在皮带16的传动下带动皮带轮二13间歇转动,皮带轮二13间歇转动带动转轴三15间歇转动,转轴三15间歇转动带动输送轮14间歇转动,输送轮14间歇转动带动输送带6间歇移动,动输送带6间歇移动带动模具26间歇移动至连接板23的下方,达到了通过动输送带6的间歇移动带动模具26移动至连接板23的下方,并且在间歇的效果下使得模具26在连接板23下方停留,使得压板30和去毛刺刀27有时间对磁条槽29内磁条进行按压和去毛边的效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1