一种下支座自动焊接时的装夹工装的制作方法
1.本实用新型涉及塔吊设备加工器械领域,具体涉及一种下支座自动焊接时的装夹工装。
背景技术:
2.现在的下支座主要通过人工焊接的方式对下支座进行焊接,现在的下支座焊接是将下支座放置在焊接平台上,通过人工移动的方式对下支座进行焊接,这样工作人员的劳动强度比较的大,现在需要对下支座进行自动焊接的方式保证下支座的稳定性,现在市面上存在通过机械臂夹取焊条方式对工件进行焊接,但是由于下支座的焊接要求比较的高,焊点与焊缝的位置要求比较的高(下支座作为塔吊的承重件,下支座的稳定性要求比较的高,焊点与焊缝的位置发生偏差的话,会导致下支座报废),在进行装夹的时候,需要保证下支座装夹的精度,同时由于下支座比较的重,通过工装装夹的时候,装夹的难度比较的大。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提出了一种下支座自动焊接时的装夹工装,通过自动装夹的方式对下支座进行装夹,在进行装夹的时候,无需人工进行装夹,同时在进行装夹的时候,装夹工装可以进行移动,这样机械臂可以对下支座进行全面的焊接,这样在装夹工装上可以进行下支座的全部焊接,这样无需进行再次装夹。
4.为实现上述的目的,本实用新型的方案:一种下支座自动焊接时的装夹工装,包括基座、水平面旋转机构、横向面旋转机构与下支座装夹机构,其中基座放置在地面上且基座通过预埋螺栓固定在地面上,在基座上设置有水平面旋转机构,在水平面旋转机构上设置有轴承座,在轴承座上设置有横向面旋转机构,在横向面旋转机构上设置有下支座装夹机构,通过下支座装夹机构对下支座进行焊接,在基座上设置有辅助装夹机构且辅助装夹机构位于下支座装夹机构的下方,通过辅助装夹机构实现下支座装夹机构上的自动上料与下料。
5.优选地,下支座装夹机构包括固定板、三爪卡盘、压紧组件与倾斜抵紧组件,三爪卡盘固定在固定板上,在固定板上固定有与三爪卡盘进行联动的多个压紧组件且多个压紧组件均匀的分布在三爪卡盘的外周,在每个压紧组件的一侧设置有抵在下支座边缘上的倾斜抵紧组件,通过倾斜抵紧组件使下支座发生倾斜,这样便于机械臂进行焊接。
6.优选地,压紧组件包括压紧液压缸、压紧块与承压柱,其中压紧液压缸固定在固定板上,在压紧液压缸的活塞杆顶部通过铰接的方式固定在压紧块的一端上,压紧块的中段铰接在承压柱的顶部,承压柱的底部固定在固定板上且承压柱位于压紧液压缸与下支座之间。
7.优选地,倾斜抵紧组件包括顶升液压缸与顶杆,顶升液压缸的缸体固定在固定板且顶升液压缸倾斜设置,在顶升液压缸的活塞杆上固定有顶杆,在顶杆上设置有可以转动的滑动轮且滑动轮与下支座的边缘进行接触,通过倾斜抵紧组件使下支座倾斜,这样便于
进行焊接。
8.优选地,在基座上固定有两根竖向设置的支撑柱,在两根支撑柱上设置有相对设置的水平面旋转机构,水平面旋转机构包括转台与移动导轨,转台为两个且两个转台均与同一根移动导轨进行固定连接,在移动导轨上设置有移动座,通过移动座上移动轨道移动,在移动座上设置有横向面旋转机构,横向面旋转机构即为步进电机,步进电机固定在移动座上,在步进电机的输出轴上固定有下支座装夹机构,在下支座装夹机构与移动座之间设置有轴承,通过步进电机带动下支座装夹机构转动。
9.优选地,辅助装夹机构包括滑动轨道与升降台,在基座上设置有升降台且升降台嵌入到基座底部,在基座与升降台之间设有滑动轨道,基座与升降台上的滑动轨道在基座与升降台的贴合处被切断,在滑动轨道上设置有放置下支座的放置板且放置板与滑动轨道滑动配合且自动进行移动,通过放置板将下支座移动到下支座装夹机构的下方。
10.优选地,在固定板上设置有按压开关,按压开关分别与三爪卡盘、压紧液压缸、顶升液压缸进行连接,下支座按压到按压开关,三爪卡盘、压紧液压缸、顶升液压缸同时工作对下支座进行装夹。
11.与现有技术相比,本实用新型的优点在于:1、在进行装夹的时候,无需人工进行装夹,同时在进行装夹的时候,装夹工装可以进行移动,这样机械臂可以对下支座进行全面的焊接,这样在装夹工装上可以进行下支座的全部焊接,这样无需进行再次装夹。
附图说明
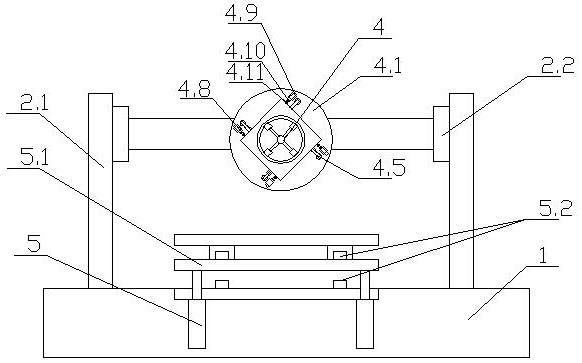
12.图1为本实用新型的主视图。
13.图2为本实用新型俯视图。
14.图3为本实用新型剖视图。
15.其中,1、基座,1.1、支撑柱,2、水平面旋转机构,2.1、轴承座,2.2、转台,2.3、移动导轨,2.4、移动座,3、横向面旋转机构,3.1、步进电机,4、下支座装夹机构,4.1、固定板,4.2、按压开关,4.3、三爪卡盘,4.4、压紧组件,4.5、压紧液压缸,4.6、压紧块,4.7、承压柱,4.8、倾斜抵紧组件,4.9、顶升液压缸,4.10、顶杆,4.11、滑动轮,5、辅助装夹机构,5.1、升降台,5.2、滑动轨道。
具体实施方式
16.现结合附图,对本实用新型进一步的阐述。
17.如图1-3所示,一种下支座自动焊接时的装夹工装,包括基座1、水平面旋转机构2、横向面旋转机构3与下支座装夹机构4,其中基座1放置在地面上且基座1通过预埋螺栓固定在地面上,在基座1上固定有两根竖向设置的支撑柱1.1,在两根支撑柱1.1上设置有相对设置的水平面旋转机构2,通过水平面旋转机构2带动工件进行水平方向上的转动(以x轴为旋转中心),在水平面旋转机构2上设置有轴承座2.1,在轴承座2.1上设置有横向面旋转机构3,在横向面旋转机构3上设置有下支座装夹机构4,通过横向面旋转机构3带动下支座进行横向方向的转动(以y轴为旋转中心),通过下支座装夹机构4对下支座进行装夹,通过机械臂对下支座进行焊接,在基座1上设置有辅助装夹机构5且辅助装夹机构5位于下支座装夹机构4的下方,通过辅助装夹机构5实现下支座装夹机构4上的自动上料与下料,通过辅助装
夹机构5将下支座移动到下支座装夹机构4的下方,通过下支座装夹机构4自动对下支座进行装夹,即为通过辅助装夹机构5将下支座移动到下支座装夹机构4的下方,通过水平面旋转机构2将下支座装夹机构4旋转到下支座装夹机构4朝下,通过辅助装夹机构5将下支座提升并装夹到下支座装夹机构4上,通过水平面旋转机构2带动下支座旋转机构转动复位,在焊接的时候,通过横向面旋转机构3带动下支座进行旋转焊接,这样实现自动焊接与下支座的自动上料装夹。
18.下支座装夹机构4包括固定板4.1、三爪卡盘4.3、压紧组件4.4与倾斜抵紧组件4.8,三爪卡盘4.3通过焊接的方式固定在固定板4.1上,在固定板4.1上通过焊接的方式固定有与三爪卡盘4.3进行联动的四个压紧组件4.4且多个压紧组件4.4均匀的分布在三爪卡盘4.3的外周,在每个压紧组件4.4的一侧通过焊接的方式固定有抵在下支座边缘上的倾斜抵紧组件4.8,通过倾斜抵紧组件4.8使下支座发生倾斜,这样便于机械臂进行焊接,通过倾斜抵紧组件4.8是下支座倾斜,这样便于焊缝暴露在焊接机械臂的下方,这样便于进行焊接,无需焊接机械臂调整角度,通过三爪卡盘4.3、压紧组件4.4与倾斜抵紧组件4.8可以将下支座固定在固定板4.1上,在进行焊接的时候,不会发生下支座移动,这样保证焊接的稳定性。
19.压紧组件4.4包括压紧液压缸4.5、压紧块4.6与承压柱4.7,其中压紧液压缸4.5通过焊接的方式固定在固定板4.1上,在压紧液压缸4.5的活塞杆顶部通过铰接的方式固定在压紧块4.6的一端上,压紧块4.6的另外一端按压在下支座上,压紧块4.6的中段铰接在承压柱4.7的顶部,承压柱4.7的底部通过焊接的方式固定在固定板4.1上且承压柱4.7位于压紧液压缸4.5与下支座之间,通过压紧液压缸4.5的收缩实现压紧块4.6的转动,这样压紧块4.6对下支座进行让位,当压紧液压缸4.5顶出来的时候,压紧块4.6对下支座进行压紧,这样采用杠杆的方式便于下支座的压紧。
20.倾斜抵紧组件4.8包括顶升液压缸4.9与顶杆4.10,顶升液压缸4.9的缸体的通过焊接的方式固定在固定板4.1且顶升液压缸4.9倾斜设置(倾斜的家角度与下支座上板材倾斜的角度一致,),在顶升液压缸4.9的活塞杆上通过焊接的方式固定有顶杆4.10,在顶杆4.10上通过滑轮支架固定(滑轮支架与顶杆4.10进行焊接连接)有可以转动的滑动轮4.11且滑动轮4.11与下支座的边缘进行接触,通过倾斜抵紧组件4.8使下支座倾斜,这样便于进行焊接,通过顶杆4.10推动使下支座发生倾斜,这样便于将下支座电脑是倾斜的板材焊接在下支座内,这样板材与下支座的焊缝位于焊接机械臂的下方,这样便于进行焊接,板材焊接在下支座上,板材与下支座为倾斜的,当下支座没有倾斜装夹在下支座装夹机构4上,这样板材与下支座的焊缝从左至右倾斜向下的,这样在焊接的时候,移动座在平移的时候,同时焊接机械臂也要向下移动,这样不便于进行焊接(操作步骤较多,容易产生焊接失误),通过倾斜抵紧组件4.8将下支座倾斜的装夹下支座装夹机构上,这样焊缝变成水平状,这样在焊接的时候,只需要移动座平移即可实现焊接,在焊接的实施无需焊接机械臂平移,这样便于进行焊接。
21.水平面旋转机构2包括转台2.2与移动导轨2.3,转台2.2分别焊接杂两根支撑柱1.1上且两个转台2.2相对设置,两个转台2.2均与同一根移动导轨2.3通过焊接的方式进行固定连接,通过两个转台2.2实现移动导轨2.3的旋转,在移动导轨2.3上通过滑动配合的方式固定在移动导轨2.3上移动的移动座2.4(滑动配合即为直线电机),通过移动座2.4在移
动轨道移动,在移动座2.4上通过焊接的方式固定有横向面旋转机构3,横向面旋转机构3即为步进电机3.1,步进电机3.1通过螺栓紧固的方式固定在移动座2.4上,步进电机3.1通过螺栓固定在移动座2.4上,在步进电机3.1的输出轴上通过焊接的方式固定有下支座装夹机构4,在下支座装夹机构4与移动座2.4之间通过焊接的方式固定有轴承,降低扭矩,通过步进电机3.1带动下支座装夹机构4转动,这样实现圆弧焊缝的焊接。
22.优选地,辅助装夹机构5包括滑动轨道5.2与升降台5.1,在基座1上嵌入有升降台5.1且升降台5.1嵌入到基座1底部(升降台5.1即为升降液压缸与支撑板,升降液压缸固定在基座1内且升降液压缸竖直朝上,通过在升降液压缸上顶部通过焊接的方式固定有支撑板),在基座1与升降台5.1之间通过焊接的方式固定有滑动轨道5.2,基座1与升降台5.1上的滑动轨道5.2在基座1与升降台5.1的贴合处被切断,在滑动轨道5.2上嵌入有放置下支座的放置板且放置板与滑动轨道5.2滑动配合且自动进行移动(同样采用直线电机进行移动),通过放置板将下支座移动到下支座装夹机构4的下方,然后通过升降台5.1上升实现下支座与下支座装装夹机构与下支座的对接与装夹,这样实现自动装夹。
23.固定板4.1上通过螺栓紧固的方式有按压开关4.2,按压开关4.2分别与三爪卡盘4.3、压紧液压缸4.5、顶升液压缸4.9进行连接,在升降台5.1上升的时候,下支座的顶面先与按压开关4.2进行接触,这样表示下支座与固定板4.1相互贴合,这样表示下支座装夹机构4可以对下支座进行装夹,下支座按压到按压开关4.2,三爪卡盘4.3、压紧液压缸4.5、顶升液压缸4.9同时工作对下支座进行装夹,这样实现下支座的转动装夹,通过在加工的时候通过步进电机3.1的旋转实现下支座的自动焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1