一种手机摄像模组引脚焊接治具的制作方法
1.本实用新型涉及焊接设备领域,尤其涉及一种手机摄像模组引脚焊接治具。
背景技术:
2.治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具,即加工过程中的辅助工具。微型摄像模块,因常使用在手机上也被称为手机摄像头或手机摄像模块,可采用cmos或者ccd感光元件。这样的模组进行引脚焊接的时候,因为其元件较小,在焊接的时候想手动定位较为困难,因此在加工的时候都会使用冶具来辅助焊接。现有的冶具有两种,一种是通用性的另一种是专用性的。专用性的即有与模组元件对应的卡槽,再配合其他定位夹紧机构,实现定位,这种冶具适用于场内的大批量生产。而通用性的即利用调整缩进实现夹紧定位,适用于较小批量的生产加工。目前的通用性冶具中,利用夹板夹紧后的拿取都需要采用人工手段,浪费时间。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的手机摄像模组引脚焊接用的通用性冶具浪费人工的缺点,而提出的一种手机摄像模组引脚焊接治具。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种手机摄像模组引脚焊接治具,包括冶具本体,所述冶具本体包括交错呈l形的横轨和竖轨,所述横轨内滑动连接有夹板,所述竖轨内滑动连接有定位板;所述冶具本体的顶部设置有位于横轨和竖轨交错角处的凹槽,所述凹槽为l形且两侧开口;所述凹槽上放置有模板;所述夹板和所述定位板分别与所述模板的侧壁滑动抵接;所述冶具本体内设置有位于横轨和竖轨交错区域内的气槽,所述气槽底部连通有多个气管,所述气管连通有兼具吸气和抽气功能的气机。
6.优选的,所述气槽内固定有多个线性阵列分布的套筒,所述气管连接在所述套筒内。
7.优选的,所述气槽的顶部焊接固定有封板,所述封板上设置有多个与所述气管对应的通孔;所述模板的底部设置有贴合所述横轨和所述竖轨侧壁的定位块,所述定位块位于所述封板的正上方。
8.优选的,所述横轨和所述竖轨的端部分别固定有支板,两个所述支板上分别固定有气缸,两个所述气缸的输出端分别固定连接有第一支杆和第二支杆;所述第一支杆固定连接所述夹板;所述第二支杆固定连接所述定位板。
9.优选的,所述夹板滑动连接所述横轨的侧壁;所述夹板一侧固定有滑动连接横轨侧壁的滑板,所述夹板和所述滑板的截面呈l形。
10.优选的,所述竖轨内固定有固定板,所述固定板上设置有与所述第二支杆适配的滑孔。
11.本实用新型的有益效果为:本实用新型中,(1)设置了交错呈l形的横轨和竖轨,利用夹板和定位板对模板进行夹紧固定,能实现对不同尺寸模板的定位夹紧;(2)设置了气槽和套筒,利用气机控制气管进行抽气,使模板、定位板和夹板之间的空间形成负压,帮助夹紧模板,利用气机控制气管排气,帮助将模板顶出,便于拿取模板;本实用新型中的冶具一是便于定位夹紧模板也便于取出模板,二是这样的结构有利于进行plc控制,减少人工参与,节省工时。
附图说明
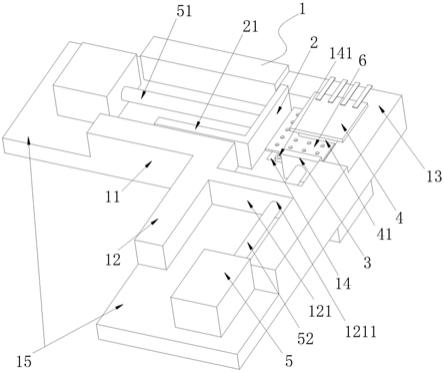
12.图1为本实用新型所述焊接冶具的结构图;
13.图2为本实用新型所述冶具的俯视图;
14.图3为气槽的截面图。
15.图中标号:1冶具本体,11横轨,12竖轨,121固定板,1211滑孔,13凹槽,14气槽,141套筒,15支板,2夹板,21滑板,3定位板,4模板,41定位块,5气缸,51第一支杆,52第二支杆,6封板,61通孔,7气管,8气机。
具体实施方式
16.下面将结合具体实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.参照图1
‑
图3,一种手机摄像模组引脚焊接治具,包括冶具本体1,冶具本体1包括交错呈l形的横轨11和竖轨12,横轨11内滑动连接有夹板2,竖轨12内滑动连接有定位板3;冶具本体1的顶部设置有位于横轨11和竖轨12交错角处的凹槽13,凹槽13为l形且两侧开口;凹槽13上放置有模板4;夹板2和定位板3分别与模板4的侧壁滑动抵接;冶具本体1内设置有位于横轨11和竖轨12交错区域内的气槽14,气槽14底部连通有多个气管7,气管7连通有兼具吸气和抽气功能的气机8。
18.在本实施例中,气槽14内固定有多个线性阵列分布的套筒141,气管7连接在套筒141内。
19.在本实施例中,气槽14的顶部焊接固定有封板6,封板6上设置有多个与气管7对应的通孔61;模板4的底部设置有贴合横轨11和竖轨12侧壁的定位块41,定位块41位于封板6的正上方。
20.在本实施例中,横轨11和竖轨12的端部分别固定有支板15,两个支板15上分别固定有气缸5,两个气缸5的输出端分别固定连接有第一支杆51和第二支杆52;第一支杆51固定连接夹板2;第二支杆52固定连接定位板3。
21.在本实施例中,夹板2滑动连接横轨11的侧壁;夹板2一侧固定有滑动连接横轨11侧壁的滑板21,夹板2和滑板21的截面呈l形。
22.在本实施例中,竖轨12内固定有固定板121,固定板121上设置有与第二支杆52适配的滑孔1211。
23.工作原理:将模板4对应放置在凹槽13处,定位块41对应靠紧横轨11和竖轨12交错处的直角边,两个气缸5工作,首先由第一支杆51带动夹板2对上模板4的侧边,将模板4顶住,再有第二支杆52带动定位板3对上模板4另一侧边,将模板4完全定位(根据一批模板4的
加工尺寸提前确定模夹板2和定位板3的移动距离即可实现电气控制);气机8工作,气管7抽气,使定位板3、夹板2和模板4、轨道底面之间形成短暂负压,进一步夹紧模板4,再在这个时候焊接固定引脚;完成后两个气缸5回退,气机8出气,气管7泄气,将模板4顶起,便于拿出模板4(也便于机械手进行拿取)。
24.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种手机摄像模组引脚焊接治具,其特征在于,包括冶具本体(1),所述冶具本体(1)包括交错呈l形的横轨(11)和竖轨(12),所述横轨(11)内滑动连接有夹板(2),所述竖轨(12)内滑动连接有定位板(3);所述冶具本体(1)的顶部设置有位于横轨(11)和竖轨(12)交错角处的凹槽(13),所述凹槽(13)为l形且两侧开口;所述凹槽(13)上放置有模板(4);所述夹板(2)和所述定位板(3)分别与所述模板(4)的侧壁滑动抵接;所述冶具本体(1)内设置有位于横轨(11)和竖轨(12)交错区域内的气槽(14),所述气槽(14)底部连通有多个气管(7),所述气管(7)连通有兼具吸气和抽气功能的气机(8)。2.根据权利要求1所述的一种手机摄像模组引脚焊接治具,其特征在于,所述气槽(14)内固定有多个线性阵列分布的套筒(141),所述气管(7)连接在所述套筒(141)内。3.根据权利要求1所述的一种手机摄像模组引脚焊接治具,其特征在于,所述气槽(14)的顶部焊接固定有封板(6),所述封板(6)上设置有多个与所述气管(7)对应的通孔(61);所述模板(4)的底部设置有贴合所述横轨(11)和所述竖轨(12)侧壁的定位块(41),所述定位块(41)位于所述封板(6)的正上方。4.根据权利要求1所述的一种手机摄像模组引脚焊接治具,其特征在于,所述横轨(11)和所述竖轨(12)的端部分别固定有支板(15),两个所述支板(15)上分别固定有气缸(5),两个所述气缸(5)的输出端分别固定连接有第一支杆(51)和第二支杆(52);所述第一支杆(51)固定连接所述夹板(2);所述第二支杆(52)固定连接所述定位板(3)。5.根据权利要求1所述的一种手机摄像模组引脚焊接治具,其特征在于,所述夹板(2)滑动连接所述横轨(11)的侧壁;所述夹板(2)一侧固定有滑动连接横轨(11)侧壁的滑板(21),所述夹板(2)和所述滑板(21)的截面呈l形。6.根据权利要求4所述的一种手机摄像模组引脚焊接治具,其特征在于,所述竖轨(12)内固定有固定板(121),所述固定板(121)上设置有与所述第二支杆(52)适配的滑孔(1211)。
技术总结
本实用新型公开了一种手机摄像模组引脚焊接治具,包括冶具本体,冶具本体包括交错呈L形的横轨和竖轨,横轨内滑动连接有夹板,竖轨内滑动连接有定位板;冶具本体的顶部设置有位于横轨和竖轨交错角处的凹槽,凹槽为L形且两侧开口;凹槽上放置有模板;夹板和定位板分别与模板的侧壁滑动抵接;冶具本体内设置有位于横轨和竖轨交错区域内的气槽,气槽底部连通有多个气管,气管连通有兼具吸气和抽气功能的气机;本实用新型中的冶具一是便于定位夹紧模板也便于取出模板,二是这样的结构有利于进行PLC控制,减少人工参与,节省工时。节省工时。节省工时。
技术研发人员:杨大伟
受保护的技术使用者:上海薪垣自动化设备有限公司
技术研发日:2021.05.11
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1