一种加工产品密封槽的装夹装置的制作方法
1.本实用新型属于弹药的制造技术领域,具体为一种某弹弹托密封槽的装置。
背景技术:
2.在加工产品弹托的密封槽时,由于没有专用夹具,使该加工难以实现,具体存在以下难点:
3.1、产品结构复杂,装夹难度大:
4.如图1,弹托外形呈“马鞍”加“尾椎”状,结构复杂,尺寸偏长。所需加工的密封槽位置在扇形面上,且槽宽很小,加工过程中极易发生振动。
5.2、装夹易变形:
6.弹托是铝制材料,易磕碰挤压变形。同时,弹托已经完成精铣外形工序的加工。所以,夹具设计既要保证定位准确,又要防止装夹力度过大产生变形。
7.3、操作不便:
8.弹托属于较大型零件,在铣床上装卸工件时操作困难。
技术实现要素:
9.本实用新型解决的技术问题是:提供一种加工产品(弹托)密封槽的装夹装置,解决铣削某产品弹托密封槽时难以加工的问题。
10.本实用新型的技术方案:一种加工产品密封槽的装夹装置,其特征在于,包括本体夹紧架、扇形定位块、夹紧块、定位块、连接销、螺母套、球形手柄、活节螺栓;本体安装在铣床工作台上;本体由竖板和底板组成,竖板焊接在底板中间;竖板上端面中心铣出凹槽;从竖板前面中间具有左右对称的120
°
v形结构,竖板120
°
v形结构的左右两侧具有水平螺纹孔;扇形定位块固定在本体的凹槽上,扇形定位块的扇形面与弹托环形槽配合;定位块分别通过螺钉对称地固定在本体的120
°
v形结构的前侧;弹托120
°
面贴紧在定位块上;夹紧架为长条状,一侧通过竖直的连接销和水平的支承螺钉铰接;夹紧架可围绕连接销转动;支承螺钉固定在本体的一侧的水平孔内;夹紧块连接在夹紧架中心位置上,夹紧块可绕竖直方向的轴转动,用于保持与弹托v形结构背面的圆弧面接触;活节螺栓的一端通过销孔连接固定在本体的v型结构的另一侧的水平螺纹孔上,螺母套的旋入活节螺栓的另一端,球形手柄装入螺母套的外侧端,两者通过螺纹连接组成螺母副结构。
11.进一步地,还包括支座,支座固定在本体的底板上,拧紧螺钉旋入支座组成辅助拧紧结构。
12.进一步地,扇形定位块通过螺钉和销固定在本体的凹槽上;
13.进一步地,还包括芯轴,芯轴嵌入本体上对应通孔中,与其形成过盈配合,安装在铣床工作台上。
14.进一步地,竖板通过三角形肋板焊接在底板中间。
15.进一步地,夹紧块呈三角形状。
16.进一步地,夹紧架为v形结构。
17.进一步地,定位块,共4个,分成上下两排。
18.进一步地,还包括螺母;支承螺钉通过螺母固定在本体13的一侧的水平孔内上。
19.进一步地,还包括销轴、夹紧块;通过竖直销轴连接在夹紧架中心位置上。
20.本实用新型的技术效果:
21.本实用新型解决了加工弹托密封槽时的装夹问题,为该类零件的加工提供了一种行之有效的可借鉴模型,其优点有:
22.1、结构设计简洁、紧凑,易损件更换方便;
23.连接机构上的活动装夹方式,可以实现对工件的柔性夹紧,不易损伤零件表面。
24.2、装卸过程简单,适用于批量生产;
25.3、提供了一种解决在扇形类零件的v形面上铣槽的装夹定位装置。可广泛应用于各种大型扇形类零件的加工。
附图说明
26.图1为待铣削弹托工件的三维示意图。
27.图2为本实用新型的二维半剖主视图。
28.图3为本实用新型的二维俯视图。
29.图4为本实用新型的三维装配爆炸图。
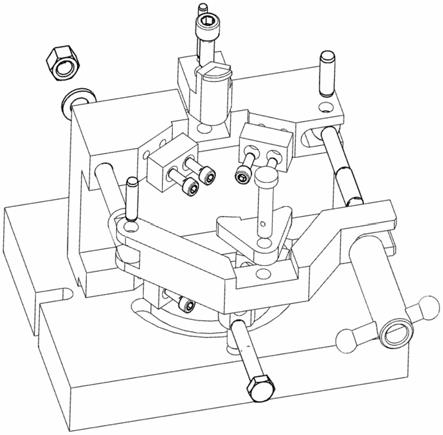
30.图5为本实用新型的三维装配图。
31.图6为本实用新型的零件装夹三维效果图。
32.图7为铣削过程示意图。
33.其中:1支座、2夹紧架、3芯轴、4扇形定位块、5螺钉、06销、7螺母套、8销轴、9夹紧块、10支承螺钉、11定位块、12本体、13球形手柄、14拧紧螺钉、15活节螺栓、16连接销、17t型螺栓、18螺母;m密封槽位置、d弹托、z铣刀铣削行进方向。
具体实施方式
34.一种加工某产品密封槽的装夹装置装置,其特征在于,包括本体13、夹紧架2、扇形定位块4、夹紧块9、定位块12、连接销17、螺母套7、球形手柄14、活节螺栓16;本体13安装在铣床工作台上;本体13由竖板和底板组成,竖板焊接在底板中间;竖板上端面中心铣出凹槽;从竖板前面中间具有左右对称的120
°
v形结构,竖板120
°
v形结构的左右两侧具有水平螺纹孔;扇形定位块4固定在本体13的凹槽上,扇形定位块4的扇形面与弹托环形槽配合;定位块12分别通过螺钉11对称地固定在本体13的120
°
v形结构的前侧;弹托120
°
面贴紧在定位块上;夹紧架2为长条状,一侧通过竖直的连接销17和水平的支承螺钉10铰接;夹紧架2可围绕连接销17转动;支承螺钉10固定在本体13的一侧的水平孔内;夹紧块9连接在夹紧架2中心位置上,夹紧块9可绕竖直方向的轴转动,用于保持与弹托v形结构背面的圆弧面接触;活节螺栓16的一端通过销孔连接固定在本体13的v型结构的另一侧的水平螺纹孔上,螺母套7的旋入活节螺栓16的另一端,球形手柄14装入螺母套7的外侧端,两者通过螺纹连接组成螺母副结构。
35.进一步地,还包括支座,支座1固定在本体13的底板上,拧紧螺钉15旋入支座01组
成辅助拧紧结构。
36.进一步地,扇形定位块4通过螺钉5和销6固定在本体13的凹槽上;
37.进一步地,还包括芯轴3,芯轴3嵌入本体13上对应通孔中,与其形成过盈配合,安装在铣床工作台上。
38.进一步地,竖板通过三角形肋板焊接在底板中间。
39.进一步地,夹紧块9呈三角形状。
40.进一步地,夹紧架2为v形结构。
41.进一步地,夹紧块9和夹紧架2两者为间隙配合。
42.进一步地,定位块12,共4个,分成上下两排。
43.进一步地,还包括螺母19;支承螺钉10通过螺母19固定在本体13的一侧的水平孔内上。
44.进一步地,还包括销轴8、夹紧块9;通过竖直销轴8连接在夹紧架2中心位置上。
45.下面结合附图进一步说明:如图2、图3、图4所示,本实用新型装夹装置,主要构成零件为支座1、夹紧架2、芯轴3、扇形定位块4、螺钉5、销6、专用螺母套7、销轴8、夹紧块9、支承螺钉10、螺钉11、定位块12、本体13、球形手柄14、拧紧螺钉15、活节螺栓16、连接销17、t型螺栓18、螺母19。
46.功能上本实用新型装夹装置,分为3个机构,即连接机构、装夹机构、拧紧机构,装配过程参照图4、图5。
47.连接机构由芯轴3、本体13、t型螺栓18组成,用于本实用新型与铣床工作平台的连接固定。芯轴3嵌入本体13上对应通孔中,与其形成过盈配合,安装在铣床工作台上,不可相对转动;本体13上通过t型螺栓18与铣床工作台面进行连接。
48.装夹机构由夹紧架02、扇形定位块4、螺钉5、销6、销轴08、夹紧块09、支承螺钉10、螺钉11、定位块12、本体13、连接销17、螺母19组成,用来确定弹托的装夹位置。第一,扇形定位块04通过螺钉05和销06固定在本体13的凹槽上,扇形定位块装入弹托环形槽内,确定弹托高度方向上的位置。第二,定位块12(共4个,分上下两排)通过螺钉11固定在本体13的v形槽上,形成120
°
v形结构。使弹托120
°
面贴紧在v形结构上。第三,支承螺钉10通过螺母19固定在本体13竖板上端面左侧的螺纹孔上,夹紧架02通过连接销17和支承螺钉10连接,夹紧件2和连接销17两者为间隙配合,夹紧架02可围绕连接销17转动;夹紧块9通过销轴08连接在夹紧架02上,夹紧块9和夹紧架2两者为间隙配合,夹紧块09可转动,并保持与弹托d的v形背面圆弧面接触;通过拧紧机构对夹紧块9施加力的作用,固定装夹位置。
49.拧紧机构由支座1、专用螺母套7、球形手柄14、拧紧螺钉15、活节螺栓16组成,通过螺纹连接方式,在弹托d放入装夹位置后将其拧紧,防止加工中发生移动。活节螺栓16通过销孔连接固定在本体13竖板右端的螺纹孔上,球形手柄14装入专用螺母套07,两者通过螺纹连接组成螺母副结构。通过专用螺母套7的旋入活接螺栓16内,夹紧架02形成挤压力,夹紧架2受力带动夹紧块9运动实现对弹托的夹紧;支座1固定在本体13上的螺钉孔位置,拧紧螺钉15旋入支座1组成辅助拧紧结构,对弹托下方起加强固底板定作用。
50.本体结构13由竖板和底板组成,竖板通过三角形肋板焊接在底板中间。竖板上端面中心铣出凹槽。从竖板前面中心处左右对称铣出120
°
v形槽,竖板前面左右两侧对称钻螺纹孔。
51.夹紧块9呈三角形状,上边面钻销孔。夹紧架2是长条状,可以为v形结构,左端上表面钻螺纹孔,右端具有水平螺纹孔。
52.该装置的使用过程如下:
53.如图6、图7所示,本实用新型操作过程为:
54.(1)拨开夹紧架2;
55.(2)把弹托d放于扇形定位块12上,保持弹托d的120
°
面与定位块12贴合;
56.(3)转动夹紧架2使夹紧块9压紧弹托d,拧紧专用螺母套7;
57.(4)拧紧螺钉15;
58.(5)启动铣床,铣刀前进铣密封槽。
59.(6)退出铣刀;
60.(7)松开拧紧装置,取出弹托d。
61.本实用新型的原理是:
62.1、采用4个定位块分布设计,保证弹托定位面的有效贴合长度;同时,在定位块12磨损后方便更换。
63.2、装夹机构可以绕销轴转动,易于装卸;
64.3、夹紧块9可以绕销轴转动,夹紧时不易损伤弹托表面;4、连接机构、装夹机构、拧紧机构相互配合,互为一体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1