油泵内转子涨紧车削装置的制作方法
1.本实用新型涉及油泵内转子车削加工技术领域,尤其涉及一种油泵内转子涨紧车削装置。
背景技术:
2.开启螺杆制冷压缩机所使用的油泵内转子,采用的是粉末冶金制成的,其外圆是由四个高点组成,内孔的加工需要夹持外圆来保证其同轴度。
3.整个内转子的外表面非连续的圆柱面,并且有粉末冶金压铸而成,是非加工面,铸造的精度在0.02毫米左右,内转子的内孔与外圆加工完后的同轴度要保证在0.03毫米之内才能保证油泵的正常使用,曾经采用的是每个零件每次单独按外圆找正来加工,效率低。
技术实现要素:
4.本实用新型为解决上述问题,提供一种油泵内转子涨紧车削装置。
5.为解决上述技术问题,本实用新型的技术方案是:油泵内转子涨紧车削装置,包括夹具体,夹具体包括插装固定相连的夹头和莫氏锥柄,夹头内开设有螺纹孔一和凹槽,定位块通过内六角螺钉固定在凹槽内,螺母的内螺纹与夹头的外螺纹螺纹连接,涨套安装在夹头的内锥孔内并通过挡盖固定,沉头螺钉穿过挡盖的螺钉孔与螺母的螺纹孔二螺纹连接。
6.进一步的,莫氏锥柄的端部开设有吊装孔。
7.进一步的,夹头上均布开设有四个减重孔一。
8.进一步的,定位块上均布开设有四个减重孔二。
9.进一步的,螺母上开设有拨杆孔。
10.本实用新型采用涨紧外圆的装夹方式,装夹简便,加工方便,加工精度高,提高加工效率。
附图说明
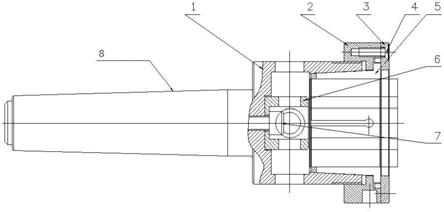
11.图1是本实用新型结构示意图;
12.图2是夹具体结构示意图;
13.图3是定位块主视图;
14.图4是定位块左视图;
15.图5是螺母结构示意图;
16.图6是螺母剖视图;
17.图7是挡盖结构示意图;
18.图8是挡盖剖视图;
19.图9是涨套结构示意图;
20.图10是涨套剖视图;
21.图11是涨套局部结构示意图。
22.其中:1、夹头,2、螺母,3、挡盖,4、沉头螺钉,5、涨套,6、定位块,7、内六角螺钉,8、莫氏锥柄,9、螺纹孔一,10、减重孔一,11、外螺纹,12、内锥孔,13、凹槽,14、吊装孔,15、减重孔二,16、内螺纹,17、拨杆孔,18、螺纹孔二,19、螺钉孔。
具体实施方式
23.下面结合附图1
‑
11对本实用新型的具体实施方式作进一步说明。
24.油泵内转子涨紧车削装置,包括夹具体,夹具体包括插装固定相连的夹头1和莫氏锥柄8,夹头1内开设有螺纹孔一9和凹槽13,定位块6通过内六角螺钉7固定在凹槽13内,螺母2的内螺纹16与夹头1的外螺纹11螺纹连接,涨套5安装在夹头1的内锥孔12内并通过挡盖3固定,沉头螺钉4穿过挡盖3的螺钉孔19与螺母2的螺纹孔二18螺纹连接。
25.莫氏锥柄8的端部开设有吊装孔14。
26.夹头1上均布开设有四个减重孔一10。
27.定位块6上均布开设有四个减重孔二15。
28.螺母2上开设有拨杆孔17。
29.使用时,将莫氏锥柄8插入车床主轴孔中,将工件放置于涨套5中,旋紧螺母2,挡盖3将工件压紧,即可加工。
30.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型披露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.油泵内转子涨紧车削装置,其特征在于,包括夹具体,夹具体包括插装固定相连的夹头(1)和莫氏锥柄(8),夹头(1)内开设有螺纹孔一(9)和凹槽(13),定位块(6)通过内六角螺钉(7)固定在凹槽(13)内,螺母(2)的内螺纹(16)与夹头(1)的外螺纹(11)螺纹连接,涨套(5)安装在夹头(1)的内锥孔(12)内并通过挡盖(3)固定,沉头螺钉(4)穿过挡盖(3)的螺钉孔(19)与螺母(2)的螺纹孔二(18)螺纹连接。2.根据权利要求1所述的油泵内转子涨紧车削装置,其特征在于,所述莫氏锥柄(8)的端部开设有吊装孔(14)。3.根据权利要求1所述的油泵内转子涨紧车削装置,其特征在于,所述的夹头(1)上均布开设有四个减重孔一(10)。4.根据权利要求1所述的油泵内转子涨紧车削装置,其特征在于,所述的定位块(6)上均布开设有四个减重孔二(15)。5.根据权利要求1所述的油泵内转子涨紧车削装置,其特征在于,所述的螺母(2)上开设有拨杆孔(17)。
技术总结
本实用新型公开了一种油泵内转子涨紧车削装置,包括夹具体,夹具体包括插装固定相连的夹头和莫氏锥柄,夹头内开设有螺纹孔一和凹槽,定位块通过内六角螺钉固定在凹槽内,螺母的内螺纹与夹头的外螺纹螺纹连接,涨套安装在夹头的内锥孔内并通过挡盖固定,沉头螺钉穿过挡盖的螺钉孔与螺母的螺纹孔二螺纹连接。本实用新型采用涨紧外圆的装夹方式,装夹简便,加工方便,加工精度高,提高加工效率。提高加工效率。提高加工效率。
技术研发人员:杜金龙
受保护的技术使用者:大连冰山帕特技术有限公司
技术研发日:2021.05.20
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1