一种板管激光切割机的切管机构的制作方法
1.本实用新型涉及切管机构的技术领域,特别涉及一种板管激光切割机的切管机构。
背景技术:
2.板管一体激光切割机能够进行板材和管材的精密加工、占地面积小、加工效率高,因而被广泛应用。
3.板管一体激光切割机通常由用于切割板材的切板机构、用于切割管材的切管机构以及共用一套的激光切割机构。现有的切管机构一般包括机床、设置在机床前端的前卡盘、滑动设置在机床上的后卡盘,后卡盘一般由电机驱动齿轮,齿轮与设置在机床上的斜齿条啮合实现后卡盘在机床上往返移动,但是齿轮和斜齿条的摩擦力大,传动效率不高,导致切管机构的移动精度较低,不利于对管材的加工。
4.可见,现有技术还有待改进和提高。
技术实现要素:
5.鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种板管激光切割机的切管机构,旨在解决现有的后卡盘移动精度低的问题。
6.为了达到上述目的,本实用新型采取了以下技术方案:
7.一种板管激光切割机的切管机构,包括:机床、设置在机床前端的前卡盘、设置在机床上的后卡盘以及驱动所述后卡盘沿所述机床的长度方向滑动的驱动组件;所述驱动组件包括平移电机、与平移电机输出端传动连接的丝杠以及设置在丝杠上的螺母座,所述螺母座的上表面与后卡盘的下表面连接,所述丝杠沿机床的长度方向延伸。
8.所述的板管激光切割机的切管机构,其中,所述螺母座靠近所述平移电机的两侧壁上分别设置有第一接近开关和第二接近开关,所述机床内设置有用于与所述第一接近开关感应的第一感应板,远离所述平移电机的所述机床内设置有用于与所述第二接近开关感应的第二感应板,所述第一感应板和第二感应板的距离为所述后卡盘的活动行程。
9.所述的板管激光切割机的切管机构,其中,所述平移电机的输出端与联轴器连接,所述联轴器和所述螺母座之间还设置有第一限位胶;远离所述平移电机的所述丝杠的端部与轴承座连接,所述轴承座朝向所述平移电机的侧壁上设置有第二限位胶,所述第一限位胶和所述第二限位胶的距离大于所述后卡盘的活动行程。
10.所述的板管激光切割机的切管机构,其中,所述机床两侧的上端面上还设置有导轨、所述导轨上滑动设置有滑块,所述滑块的上表面与所述后卡盘的下表面连接。
11.所述的板管激光切割机的切管机构,其中,两条所述导轨的两端分别设置有限位块,同一侧的两块所述限位块的距离大于所述后卡盘的活动行程。
12.所述的板管激光切割机的切管机构,其中,同一侧的所述滑块的两端分别与折叠防尘罩连接,所述导轨设置在所述折叠防尘罩内。
13.所述的板管激光切割机的切管机构,其中,所述板管激光切割机的切管机构还包括电动油泵,所述电动油泵通过分油器分别与滑块和螺母座连接。
14.所述的板管激光切割机的切管机构,其中,所述后卡盘包括朝向所述前卡盘设置的用于夹持管材的卡爪以及与所述卡爪连接的第一转动轴,所述后卡盘通过第一转动组件驱动其转动;所述第一转动组件包括第一电机、与第一电机输出端传动连接的第一同步轮、设置在所述第一转动轴末端的第二同步轮以及环绕设置在所述第一同步轮和第二同步轮之间的第一同步带。
15.所述的板管激光切割机的切管机构,其中,与所述后卡盘同轴设置的前卡盘包括用于夹持管材的滚轮、与所述滚轮连接的转盘以及与所述转盘连接的第二转动轴,所述前卡盘通过第二转动组件驱动其转动;所述第二转动组件包括第二电机、与第二电机输出端传动连接的第三同步轮、设置在所述第二转动轴末端的第四同步轮以及环绕设置在所述第三同步轮和第四同步轮之间的第二同步带;所述第一转动组件和第二转动组件同步驱动。
16.所述的板管激光切割机的切管机构,其中,所述机床的底部设置有调节所述机床高度的脚杯。
17.有益效果:
18.本实用新型提供了一种板管激光切割机的切管机构,通过设置驱动后卡盘移动的丝杠和螺母座,与现有的传动方式相比,具有摩擦力小,传动效率、精度高的特点,有利于提高后卡盘的移动精度,从而提升板管激光切割机对管材的加工精度。
附图说明
19.图1为本实用新型所述的板管激光切割机的切管机构的结构示意图一。
20.图2为所述板管激光切割机的切管机构的结构示意图二。
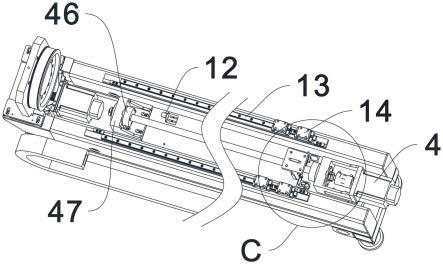
21.图3为所述驱动组件的结构示意图。
22.图4为图3中c部的放大图。
23.图5为图1中a部的放大图。
24.图6为图1中b部的放大图。
25.附图中:1-机床、11-第一感应板、12-第二感应板、13-导轨、14-滑块、15-限位块、16-折叠防尘罩、2-前卡盘、21-滚轮、22-转盘、23-第二转动轴、3-后卡盘、31-卡爪、32-第一转动轴、4-驱动组件、41-平移电机、42-丝杠、43-螺母座、431-第一安装板、432-第二安装板、44-联轴器、45-第一限位胶、46-第二限位胶、47-轴承座、5-电动油泵、51-分油器、6-第一转动组件、61-第一电机、62-第一同步轮、63-第二同步轮、64-第一同步带、7-第二转动组件、71-第二电机、72-第三同步轮、73-第四同步轮、74-第二同步带、8-脚杯。
具体实施方式
26.本实用新型提供一种板管激光切割机的切管机构,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型的保护范围。
27.请参阅图1-4,本实用新型提供一种板管激光切割机的切管机构,包括:机床1、设
置在机床1前端的前卡盘2、设置在机床1上的后卡盘3以及驱动所述后卡盘3沿所述机床1的长度方向滑动的驱动组件4;所述驱动组件4包括平移电机41、与平移电机41输出端传动连接的丝杠42以及设置在丝杠42上的螺母座43,所述螺母座43的上表面与后卡盘3的下表面连接,所述丝杠42沿机床1的长度方向延伸。
28.在实际使用时,所述平移电机41间歇性运转,驱动丝杠42转动,使与丝杠42连接的螺母座43上的后卡盘3沿丝杠42的长度方向前移;当完成管材的切割,后卡盘3需复位时,平移电机41反向转动,同样的,通过丝杠42和螺母座43相配合实现向后移动,所述螺母座43的螺旋槽内设置有滚珠,上述传动方式相对于齿轮和齿条的传动方式而言,滚珠的摩擦力更小,传动效率、精度高,有利于提高后卡盘3的移动精度,从而提升板管激光切割机对管材的加工精度。
29.请参阅图3-4,进一步的,所述螺母座43靠近所述平移电机41的两侧壁上分别设置有第一安装板431和第二安装板432,所述第一安装板431上设置有第一接近开关(图中未示出),所述第二安装板432上设置有第二接近开关(图中未示出),所述机床1内设置有用于与所述第一接近开关感应的第一感应板11,远离所述平移电机41的所述机床1内设置有用于与所述第二接近开关感应的第二感应板12,所述第一感应板11和第二感应板12的距离为所述后卡盘3的活动行程。所述第一接近开关和第二接近开关分别与控制机构(图中未示出)电性连接,当第一接近开关感应到第一感应板11时,将信号传输至控制机构,控制机构控制平移电机41停止运转;同样的,当第二接近开关感应到第二感应板12时,控制机构控制平移电机41停止运转。通过上述设置,进一步提高后卡盘3的平移精度。
30.进一步的,所述平移电机41的输出端与联轴器44连接,所述联轴器44和所述螺母座43之间还设置有第一限位胶45;远离所述平移电机41的所述丝杠42的端部与轴承座47连接,所述轴承座47朝向所述平移电机41的侧壁上设置有第二限位胶46,所述第一限位胶45和所述第二限位胶46的距离大于所述后卡盘3的活动行程。一般情况下,第一限位胶45和第二限位胶46并不会与螺母座43的前侧壁或后侧壁接触,只有当控制机构或平移电机41或接近开关失灵时,第一限位胶45或第二限位胶46才会与螺母座43接触,通过上述设置,用于防护螺母座43。
31.进一步的,所述机床1两侧的上端面上还设置有导轨13、所述导轨13上滑动设置有滑块14,所述滑块14的上表面与所述后卡盘3的下表面连接。通过导轨13和滑块14与丝杠42、螺母座43配合,使后卡盘3在机床1上的移动更加平稳、移动精度更高。具体的,可根据后卡盘3的重量、体积大小将所述滑块14设置为多块。
32.进一步的,两条所述导轨13的两端分别设置有限位块15,同一侧的两块所述限位块15的距离大于所述后卡盘3的活动行程。同样的,限位块15的设置目的与第一限位胶45和第二限位胶46的设置目的一致,所述限位块15用于防止部件失灵时对滑块14的左侧壁或右侧壁进行防护。
33.进一步的,同一侧的所述滑块14的两端分别与折叠防尘罩16连接,所述导轨13设置在所述折叠防尘罩16内。激光切割在加工切割时会产生粉尘、金属屑等,粉尘和金属屑积聚在导轨13上会影响滑块14的滑动,妨碍平移电机41的运转,因而设置折叠防尘罩16对导轨13进行防护。而且折叠防尘罩16还能够防止温度较高的金属屑对导轨13或滑块14造成损坏,从而保证滑块14在导轨13上的滑移精度。
34.请参阅图2和5,进一步的,所述板管激光切割机的切管机构还包括电动油泵5,所述电动油泵5通过分油器51分别与滑块14和螺母座43连接。所述电动油泵5用于对滑块14和螺母座43定时、定量地提供润滑油,滑块14在滑移过程中对导轨13进行润滑,螺母座43在移动过程中对丝杠42进行润滑,上述设置有利于降低人工加润滑油的劳动强度以及减少停机维护的次数。
35.请参阅图5,进一步的,所述后卡盘3包括朝向所述前卡盘2设置的用于夹持管材的卡爪31以及与所述卡爪31连接的第一转动轴32,所述后卡盘3通过第一转动组件6驱动其转动;所述第一转动组件6包括第一电机61、与第一电机61输出端传动连接的第一同步轮62、设置在所述第一转动轴32末端的第二同步轮63以及环绕设置在所述第一同步轮62和第二同步轮63之间的第一同步带64。所述切管机构能够对φ10~φ110、长度为3000mm的圆管;高度10mm~110mm、宽度10mm~110mm、长度为3000mm的方管进行夹持切割加工,夹管的范围广泛,使所述切管机构的体积小,便于装柜运输。当夹持小管径的管材时,卡爪31为外夹紧式;当夹持大管径的管材时,卡爪31为内夹紧式。通过第一电机61的正转和反转,实现卡爪31和第一连接轴的顺时针或逆时针转动。
36.请参阅2和6,进一步的,与所述后卡盘3同轴设置的前卡盘2包括用于夹持管材的滚轮21、与所述滚轮21连接的转盘22以及与所述转盘22连接的第二转动轴23,所述前卡盘2通过第二转动组件7驱动其转动;所述第二转动组件7包括第二电机71、与第二电机71输出端传动连接的第三同步轮72、设置在所述第二转动轴23末端的第四同步轮73以及环绕设置在所述第三同步轮72和第四同步轮73之间的第二同步带74;所述第一转动组件6和第二转动组件7同步驱动。前卡盘2的转动与后卡盘3的转动通过控制机构同步驱动,使转动的角度一致,保证加工精度。前卡盘2固定在机床1上,保持激光切割时,管材的稳定,四个滚轮21对称夹紧管件,当后卡盘3推动管件前移或后移时,滚轮21滚动实现管件的前后移动的导向。
37.进一步的,所述机床1的底部设置有调节所述机床1高度的脚杯8。通过上述设置,操作人员可通过对不同的脚杯8进行高度调节,从而使机床1的各个位置处于同一高度上。
38.综上所述,本实用新型通过设置驱动后卡盘移动的丝杠和螺母座,与现有的传动方式相比,具有摩擦力小,传动效率、精度高的特点,有利于提高后卡盘的移动精度,从而提升板管激光切割机对管材的加工精度。通过设置第一接近开关、第一感应板和第二接近开关、第二感应板,进一步提高后卡盘的移动精度。通过设置第一限位胶和第二限位胶用于防护螺母座。通过设置导轨和滑块与丝杠和螺母座配合,提高后卡盘的移动平稳性。通过设置限位块,用于防护滑块。通过设置折叠防尘罩,用于防护导轨和滑块。通过设置电动油泵,用于对导轨和丝杠进行润滑。通过设置第一转动组件和第二转动组件,使前卡盘和后卡盘同步转动。
39.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1