旋转式压缩机曲轴的加工中心夹具的制作方法
1.本实用属于夹具技术领域,涉及一种加工中心夹具,特别是一种旋转式压缩机曲轴的加工中心夹具。
背景技术:
2.旋转式压缩机的电机无需将转子的旋转运动转换为活塞的往复运动,而是直接带动旋转活塞作旋转运动来完成对制冷剂蒸气的压缩。旋转式压缩机更适合于小型空调器,特别是在家用空调器上的应用更为广泛。
3.不同型号的压缩机气缸数量不同,如单缸旋转式压缩机和双缸旋转式压缩机。单缸旋转式压缩机曲轴坯件上只有一个偏心曲轴部分;双缸旋转式压缩机曲轴坯件上具有两个偏心曲轴部分,有两个偏心曲轴部分按180
°
对置设置,该结构的曲轴具有降低振动、噪声的优点,以及降低压缩机所需驱动力,提高压缩机能效比等优点。
4.曲轴是旋转式压缩机的核心部件之一,在曲轴加工时需要加工油槽、径向孔和轴端键槽等。现有曲轴的每个工序在不同的设备上加工,因此人们提出了多种旋转式压缩机曲轴夹具,如一种空调压缩机曲轴偏心轴外圆新型夹具(申请号201811159562.5)、一种压缩机曲轴车偏心夹具(申请号201820788177.6)、一种空调压缩机曲轴端面打中心孔夹具(申请号202020572446.2)。现有曲轴加工存在着加工设备多、夹具数量多,反复拆装,加工效率低,加工效率高的优点。
5.数控加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。在理论上采用数控加工中心加工曲轴能够提高效率,但目前没有适合应用于数控加工中心上且用于装夹旋转式压缩机曲轴的夹具。
6.实用内容
7.本实用提出了一种旋转式压缩机曲轴的加工中心夹具,本实用要解决的技术问题是如何提出一种适合应用于数控加工中心且用于装夹旋转式压缩机曲轴的夹具。
8.本实用的要解决的技术问题可通过下列技术方案来实现:一种旋转式压缩机曲轴的加工中心夹具,包括底座,其特征在于,底座上安装有v型块和驱动元件,加工中心夹具还包括活动定位块和压杆,活动定位块上开设有供旋转式压缩机曲轴偏心部嵌设的定位槽,活动定位块可拆卸地安装在底座或v型块上;压杆与驱动元件相连接,压杆能位于v型块的上方,当驱动元件动作时压杆能将旋转式压缩机曲轴主轴部压在v型块的第一v型槽内。
9.加工中心夹具的底座安装工作台上;装夹旋转式压缩机曲轴时,活动定位块先安装在底座或v型块上,然后将主轴部放置在v型块的第一v型槽内,偏心部嵌设在定位槽内,由此实现周向定位旋转式压缩机曲轴的位置,保证每次装夹旋转式压缩机曲轴位置相同。接着将旋转式压缩机曲轴与数控加工中心的第四主轴相连接,以及操控驱动元件使压杆将旋转式压缩机曲轴主轴部压在v型块上,由此实现固定旋转式压缩机曲轴的位置。最后卸除活动定位块,使得旋转式压缩机曲轴在后续加工中可采用数控加工中心的第四主轴驱动旋
转。
10.与现有技术相比,采用本加工中心夹具装夹旋转式压缩机曲轴,不仅能保证装夹位置一致性,还能保证加工时装夹牢固性。压杆释放旋转式压缩机曲轴后,数控加工中心的第四主轴能驱动旋转式压缩机曲轴绕其轴心转动,进而数控加工中心能加工旋转式压缩机曲轴不同的周向位置,如加工油槽、径向孔和轴端键槽等。由此可知,采用本加工中心夹具装夹旋转式压缩机曲轴以及利用数控加工中心加工旋转式压缩机曲轴能显著地提高加工效率,降低加工成本。
11.本旋转式压缩机曲轴的加工中心夹具不仅适合装夹单缸旋转式压缩机的曲轴,也适合装夹双缸旋转式压缩机的曲轴,即本旋转式压缩机曲轴的加工中心夹具具有通用性高的优点。
12.在上述旋转式压缩机曲轴的加工中心夹具中,所述旋转式压缩机曲轴的偏心部嵌入定位槽内时,偏心部的轴心线和主轴部的位于同一竖直面上。
13.在上述旋转式压缩机曲轴的加工中心夹具中,所述底座或v型块上设有卡槽,活动定位块的底部具有与卡槽相吻合的插头部,插头部能嵌入卡槽内。
14.在上述旋转式压缩机曲轴的加工中心夹具中,所述卡槽具有侧敞口。
15.在上述旋转式压缩机曲轴的加工中心夹具中,所述v型块的底部与底座之间通过定位销定位连接以及通过螺栓固定连接。
16.在上述旋转式压缩机曲轴的加工中心夹具中,所述驱动元件为气缸或液压缸,驱动元件位于v型块的一侧,驱动元件的缸体固定在底座上,压杆与驱动元件的活塞杆相连接。
17.在上述旋转式压缩机曲轴的加工中心夹具中,所述压杆与驱动元件的活塞杆之间通过第一转轴转动连接;压杆的中部通过第二转轴转动连接有顶杆,顶杆的下端部通过第三转轴转动连接有安装座,安装座固定在驱动元件的缸体上。
18.在上述旋转式压缩机曲轴的加工中心夹具中,所述压杆上开设有第二v型槽,旋转式压缩机曲轴主轴部能嵌入第二v型槽内。
附图说明
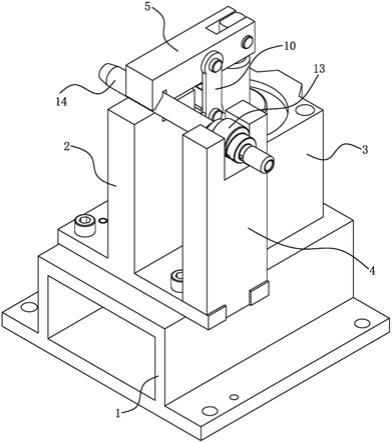
19.图1是本实用新型的立体结构示意图。
20.图2和图3是采用加工中心夹具装夹旋转式压缩机曲轴不同视角的立体结构示意图。
21.图中,1、底座;1a、螺栓孔;2、v型块;2a、第一v型槽;2b、卡槽;3、驱动元件;4、活动定位块;4a、定位槽;4b、插头部;5、压杆;5a、第二v型槽;6、定位销;7、螺栓;8、第一转轴;9、第二转轴;10、顶杆;11、第三转轴;12、安装座;13、偏心部;14、主轴部。
具体实施方式
22.以下是本实用的具体实施例并结合附图,对本实用的技术方案作进一步的描述,但本实用并不限于这些实施例。
23.如图1所示,旋转式压缩机曲轴的加工中心夹具包括底座1、v型块2、驱动元件3、活动定位块4和压杆5。
24.底座1上具有螺栓孔1a,这样便于加工中心夹具安装固定。v型块2的顶部具有第一v型槽2a,v型块2的底部与底座1之间通过定位销6定位连接以及通过螺栓7固定连接,由此可根据待加工旋转式压缩机曲轴型号调整v型块2,且保证反复拆装后v型块2相对于底座1的位置相同。
25.驱动元件3为气缸或液压缸,驱动元件3位于v型块2的一侧,驱动元件3的缸体固定在底座1上。压杆5位于v型块2的上方,压杆5的一端部与驱动元件3的活塞杆之间通过第一转轴8转动连接。压杆5的中部通过第二转轴9转动连接有顶杆10,顶杆10的下端部通过第三转轴11转动连接有安装座12,安装座12固定在驱动元件3的缸体上,这样可降低顶杆10的长度,降低驱动元件3与v型块2之间间距,提高加工中心夹具结构紧凑性。
26.活动定位块4的顶部开设有定位槽4a,活动定位块4可拆卸地安装在底座1或v型块2上。具体来说,v型块2的底部呈板状且开设有卡槽2b,活动定位块4的底部具有与卡槽2b相吻合的插头部4b,插头部4b能嵌入卡槽2b内。卡槽2b具有侧敞口,这样便于拆装活动定位块4。
27.如图2和图3所示,通过阐述利用加工中心夹具装夹旋转式压缩机曲轴过程,进一步说明各个部件的作用和优点。数控加工中心具有用于安装刀具的第一主轴和能驱动工件旋转的第四主轴,第四主轴上安装有卡爪。第一步,底座1通过螺栓7固定在数控加工中心的工作台上,活动定位块4的插头部4b嵌入v型块2的卡槽2b;活动定位块4位于v型块2与卡爪之间。操控驱动元件3使活塞杆处于回缩状态,此时压杆5的另一端部与v型块2的顶面之间具有较大间距,便于人们将旋转式压缩机曲轴放置在第一v型槽2a内。
28.第二步,将旋转式压缩机曲轴偏心部13嵌设在活动定位块4的定位槽4a内,转动旋转式压缩机曲轴使其主轴部14嵌入第一v型槽2a内,以及轴向移动旋转式压缩机曲轴使其主轴部14的一端嵌入卡爪内。通过活动定位块4和第一v型槽2a定位旋转式压缩机曲轴保证装夹状态一致;通过合理设置定位槽4a的位置,保证偏心部13的轴心线和主轴部14的位于同一竖直面上。
29.第三步,操控卡爪实现夹持旋转式压缩机曲轴主轴部14,以及操控驱动元件3使活塞杆伸出,活塞杆带动压杆5摆动,直至压杆5的另一端部压在旋转式压缩机曲轴的主轴部14上;由此压杆5将旋转式压缩机曲轴主轴部14压在v型块2的第一v型槽2a内。压杆5上开设有第二v型槽5a,旋转式压缩机曲轴主轴部14嵌入第二v型槽5a内,由此提高夹持稳定性以及牢固性。
30.第四步,通过水平移动活动定位块4或倾斜活动定位块4使旋转式压缩机偏心部13脱离活动定位块4。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1