一种保证机架与耳板精度的焊接拼接工装的制作方法
1.本实用新型涉及塔机零件加工设备领域,具体涉及一种保证机架与耳板精度的焊接拼接工装。
背景技术:
2.机架为塔机上重要的装配零件,机架与其他的零件搭配的话,需要在机架山焊接多个耳板,这样通过耳板与塔机的其他零件进行固定与焊接,现在耳板的焊接方式主要采用焊接工装的方式进行焊接,即为先将机架装夹在焊接工装上,在进行焊接的时候将耳板通过插销固定在焊接工装上,然后通过焊接的方式进行焊接,上述这种方式存在弊端,即为在焊接完毕后需要将插销从耳板中抽出来,这样机架从装夹工装上拆卸下来比较的困难,同时当插销外壁与耳板的配合精度比较高的话,插销比较难插入,同时插销比较容易插入的话,会导致精度降低。
技术实现要素:
3.针对上述现有技术的不足,本实用新型提出了一种保证机架与耳板精度的焊接拼接工装,在进行中耳板装夹的时候保证耳板装夹的速度与精度,同时在焊接完毕后,便于将机架从拼接工装上拆卸下来。
4.为实现上述的目的,本实用新型的方案:一种保证机架与耳板精度的焊接拼接工装,包括基础板、机架定位装夹机构、耳板定位装夹机构与定位插销,其中在基础板的中间位置设置有机架定位装夹机构,通过机架定位装夹机构实现将机架固定在基础板上,机架定位装夹机构即为多块限位板构成且限位板固定在基础板上,多块限位板抵在机架的边缘上实现机架的定位;在基础板的四周设置有耳板定位装夹机构,在耳板定位装夹机构上设置定位插销,通过定位插销实现将耳板装夹在耳板定位机构上,通过定位插销便于快速插入到耳板的耳孔内实现定位与装夹。
5.优选地,耳板定位装夹机构包括耳板定位板、定位孔与吸附组件,耳板定位板上开有安装孔,在安装孔内通过可以拆卸的方式固定有可以旋转的调节板,在调节板开有多个定位孔且多个定位孔的圆形在同一个圆上,通过转动实现调节不同大小的定位孔与耳孔相对,这样适用性比较的广,耳板定位板内部空心并嵌入到吸附组件,吸附组件即为电磁铁,通过电磁铁实现耳板吸附在耳板定位板上;在定位孔与耳板孔内插入有定位插销,通过定位插销实现耳板的定位与夹紧。
6.优选地,定位插销连接有伸缩气缸,通过伸缩气缸将定位插销插入到耳孔与定位孔内;定位插销包括导向杆、限位杆、联动杆与滑动套筒,其中在导向杆上套用两个相互联动的滑动套筒,在每个滑动套筒铰接有多根联动杆,在每根联动杆上铰接有限位杆且限位杆的末端铰接在导向杆上,在靠近伸缩气缸的滑动套筒上固定有气缸且气缸的缸体固定在导向杆上。
7.与现有技术相比,本实用新型的优点在于:1、在进行耳板装夹的时候保证耳板装
夹的速度与精度,同时在焊接完毕后,便于将机架从拼接工装上拆卸下来。
附图说明
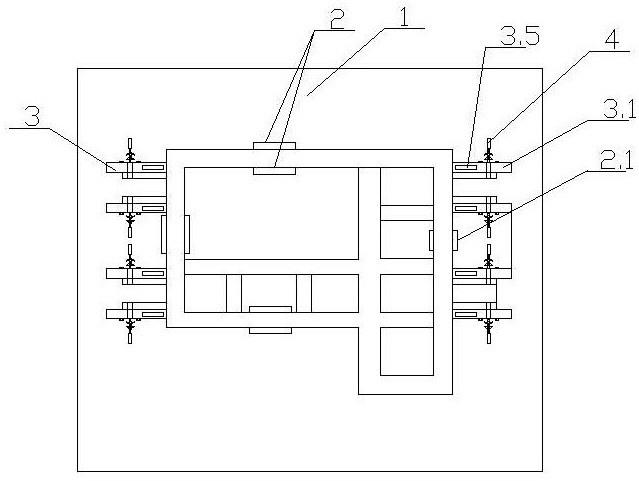
8.图1为本实用新型的俯视图。
9.图2为本实用新型耳板定位装夹机构的示意图。
10.图3为本实用新型定位插销的示意图。
11.图4为本实用新型调节板的剖视图。
12.其中,1、基础板,2、机架定位装夹机构,2.1、限位板,3、耳板定位装夹机构,3.1、耳板定位板,3.2、安装孔,3.3、调节板,3.4、定位孔,3.5、吸附组件,4、定位插销,4.1、伸缩气缸,4.2、导向杆,4.3、限位杆,4.4、联动杆,4.5、滑动套筒。
具体实施方式
13.现结合附图,对本实用新型进一步的阐述。
14.如图1
‑
4所示,一种保证机架与耳板精度的焊接拼接工装,包括基础板1、机架定位装夹机构1、耳板定位装夹机构3与定位插销4,其中在基础板1的中间位置通过焊接的方式固定有机架定位装夹机构1,机架定位装夹机构1即为多块限位板2.1构成且限位板2.1通过焊接的方式固定在基础板1上,多块限位板2.1抵在机架的边缘上实现机架的定位(通过多块限位板2.1限制机架的自由度,这样起到防止机架进行移动的作用,这样便于进行焊接与对位,保证机架与耳板的位置精度),通过机架定位装夹机构1实现将机架固定在基础板1上,在基础板1的四周通过焊接的方式固定有耳板定位装夹机构3,在耳板定位装夹机构3上设置定位插销4,通过定位插销4实现将耳板装夹在耳板定位机构上,通过定位插销4便于快速插入到耳板的耳孔内实现定位与装夹,通过机架定位装夹机构1对机架进行定位,停更耳板定位装夹机构3对耳板进行定位,通过定位插销4保证耳板与机架的位置,这样焊接出来的工件保证耳板与机架的相对位置。
15.耳板定位装夹机构3包括耳板定位板3.1、定位孔3.4与吸附组件3.5,耳板定位板3.1上开有安装孔3.2,在安装孔3.2内通过可以拆卸的方式固定有可以旋转的调节板3.3(安装孔3.2内壁为锥形孔,调节板3.3的外壁为与锥形孔相贴合的弧形面,在耳板定位板3.1上通过螺纹配合的方式固定有压紧螺栓且压紧螺栓的螺帽抵在调节板3.3上固定,这样通过压紧螺栓的按压来防止调节板3.3的转动,当需要转动调节板3.3的时候,松开压紧螺栓即可),在调节板3.3开有多个定位孔3.4且多个定位孔3.4的圆形在同一个圆上,通过转动实现调节不同大小的定位孔3.4与耳孔相对(根据耳孔的调节调节与耳孔相对的定位孔3.4的大小,这样便于定位插销4插入),这样适用性比较的广,耳板定位板3.1内部空心并嵌入到吸附组件3.5,吸附组件3.5即为电磁铁,通过电磁铁实现耳板吸附在耳板定位板3.1上,这样在插销没有插入的时候实现预先粗定位,同时耳板与耳板定位板3.1紧密贴合,这样保证耳板与机架的位置;在定位孔3.4与耳板孔内插入有定位插销4,通过定位插销4实现耳板的定位与夹紧。
16.定位插销4一端通过焊接的方式连接有伸缩气缸4.1活塞杆,伸缩气缸4.1的活塞杆通过焊接的方式固定在基础板1上,通过伸缩气缸4.1将定位插销4插入到耳孔与定位孔3.4内;定位插销4包括导向杆4.2、限位杆4.3、联动杆4.4与滑动套筒4.5,其中在导向杆4.2
上套用两个相互联动的滑动套筒4.5,在每个滑动套筒4.5铰接有多根联动杆4.4,在每根联动杆4.4上铰接有限位杆4.3且限位杆4.3的末端铰接在导向杆4.2上,在靠近伸缩气缸4.1的滑动套筒4.5上通过焊接的方式固定有气缸且气缸的缸体固定在导向杆4.2上;当定位插销4插入到定位孔3.4与耳孔内的时候,气缸顶出,这样限位杆4.3慢慢张开,这样对耳孔与定位孔3.4进行对位,这样保证定位孔3.4与耳孔的同轴度,这样提高耳板与机架的精度,当焊接完毕后,气缸回缩,限位杆4.3收缩,然后伸缩气缸4.1回缩实现定位插销4退出定位孔3.4与耳孔,这样便于快速将焊接完毕的工件拿走,无需人工一个一个的拔除插销。
技术特征:
1.一种保证机架与耳板精度的焊接拼接工装,包括基础板、机架定位装夹机构、耳板定位装夹机构与定位插销,其中在基础板的中间位置设置有机架定位装夹机构,通过机架定位装夹机构实现将机架固定在基础板上,机架定位装夹机构即为多块限位板构成且限位板固定在基础板上,多块限位板抵在机架的边缘上实现机架的定位,其特征在于,在基础板的四周设置有耳板定位装夹机构,在耳板定位装夹机构上设置定位插销,通过定位插销实现将耳板装夹在耳板定位机构上,通过定位插销便于快速插入到耳板的耳孔内实现定位与装夹。2.根据权利要求1所述的一种保证机架与耳板精度的焊接拼接工装,其特征在于,耳板定位装夹机构包括耳板定位板、定位孔与吸附组件,耳板定位板上开有安装孔,在安装孔内通过可以拆卸的方式固定有可以旋转的调节板,在调节板开有多个定位孔且多个定位孔的圆形在同一个圆上,通过转动实现调节不同大小的定位孔与耳孔相对,这样适用性比较的广,耳板定位板内部空心并嵌入到吸附组件,吸附组件即为电磁铁,通过电磁铁实现耳板吸附在耳板定位板上;在定位孔与耳板孔内插入有定位插销,通过定位插销实现耳板的定位与夹紧。3.根据权利要求2所述的一种保证机架与耳板精度的焊接拼接工装,其特征在于,定位插销连接有伸缩气缸,通过伸缩气缸将定位插销插入到耳孔与定位孔内;定位插销包括导向杆、限位杆、联动杆与滑动套筒,其中在导向杆上套用两个相互联动的滑动套筒,在每个滑动套筒铰接有多根联动杆,在每根联动杆上铰接有限位杆且限位杆的末端铰接在导向杆上,在靠近伸缩气缸的滑动套筒上固定有气缸且气缸的缸体固定在导向杆上。
技术总结
本实用新型公开了一种保证机架与耳板精度的焊接拼接工装,包括基础板、机架定位装夹机构、耳板定位装夹机构与定位插销,其中在基础板的中间位置设置有机架定位装夹机构,机架定位装夹机构即为多块限位板构成且限位板固定在基础板上,多块限位板抵在机架的边缘上实现机架的定位,在基础板的四周设置有耳板定位装夹机构,在耳板定位装夹机构上设置定位插销;在进行耳板装夹的时候保证耳板装夹的速度与精度,同时在焊接完毕后,便于将机架从拼接工装上拆卸下来。工装上拆卸下来。工装上拆卸下来。
技术研发人员:杨翼飞
受保护的技术使用者:湖南科伟泰机械制造有限公司
技术研发日:2021.06.10
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1