一种用于阀盖精加工的高稳定性夹具的制作方法
1.本技术涉及机加工设备的领域,尤其是涉及一种用于阀盖精加工的高稳定性夹具。
背景技术:
2.阀盖是装有阀杆密封件的阀零件,用于连接或是支撑执行机构,阀盖与阀体可以是一个整体,也可以分离。
3.参照图1,阀盖0为一端开口的空腔设置,且阀盖0的开口端固接有法兰盘01,法兰盘01上开设有连接孔02;阀盖0远离开口的一端开设有安装孔03,安装孔03的周围开设有定位孔04,且定位孔04与安装孔03间隔设置;阀盖0的侧壁上开通有用于安装内部零件的安装口05。
4.针对上述中的相关技术,发明人认为在加工阀盖0的安装口05时,由于安装口05开设于阀盖0的侧壁,阀盖0的稳定性影响安装口05的加工精度。
技术实现要素:
5.为了提高阀盖的加工精度,本技术提供一种用于阀盖精加工的高稳定性夹具。
6.本技术提供的一种用于阀盖精加工的高稳定性夹具,采用如下的技术方案:
7.一种用于阀盖精加工的高稳定性夹具,包括卡盘和机床,且卡盘和机床正对间隔设置,所述卡盘正对机床的一侧可拆卸安装有安装座,安装座背离卡盘的一侧设置有支撑杆,支撑杆与安装座可拆卸连接。
8.通过采用上述技术方案,使用该高稳定性夹具对阀盖的安装口进行加工时,先将安装座安装至卡盘上,并使用卡盘对安装座固定,接着将支撑杆从阀盖的开口端插入,并使得支撑杆从阀盖的安装孔位置穿出,令支撑杆从阀盖中穿出的一端与安装座进行连接,使得阀盖安装至卡盘上,然后启动机床从阀盖的开口端对阀盖进行抵接,支撑杆对阀盖起到支撑的作用,且支撑杆配合安装座对阀盖起到固定效果,然后对阀盖的安装口进行加工,达到提高阀盖加工精度的效果。
9.可选的,所述支撑杆远离安装座的一端固接有支撑件,支撑件包括套筒和螺纹杆,套筒固接在支撑杆的周向面上,螺纹杆插设于套筒内并与套筒螺纹相连。
10.通过采用上述技术方案,支撑件从支撑杆靠近阀盖的开口端对阀盖进行支撑,将支撑杆插入阀盖内部以后,向着远离套筒的方向调节螺纹杆,令螺纹杆远离套筒的一端与阀盖的内壁抵接,从阀盖的内部对阀盖进行支撑,提高支撑杆对阀盖的支撑效果,增强阀盖在加工时的稳定性。
11.可选的,所述支撑件设置有多个,且多个支撑件间环绕支撑杆的周向面间隔设置。
12.通过采用上述技术方案,在支撑杆的周向面上设置多个支撑件,多个支撑件相互配合,从阀盖内壁的不同部位对阀盖进行支撑,进一步提高阀盖在加工过程中的稳定性,增强阀盖的加工精度。
13.可选的,所述安装座包括同轴设置的安装台和安装板,安装台和安装板固定相连,且安装台和安装板的中心位置开设有贯通的插孔;安装板上开设有锁紧孔,锁紧孔内螺纹连接有锁紧螺栓。
14.通过采用上述技术方案,卡盘对安装座的安装台进行卡接固定,将支撑杆穿过阀盖的安装孔的一端插设于插孔中,并令阀盖上的定位孔与安装板上的锁紧孔对齐,令锁紧螺栓依次穿过锁紧孔、定位孔后对阀盖进行固定,加强阀盖与安装座之间的连接,提高阀盖加工时的稳定性,提高阀盖的加工精度。
15.可选的,所述支撑杆靠近安装座的一端设置有连接件,连接件包括连接杆和连接螺栓,连接杆与支撑杆固定相连,连接螺栓插设于连接杆内并与连接杆螺纹相连。
16.通过采用上述技术方案,将支撑杆固接有连接杆的一端插入阀盖内部,并令连接杆插入阀盖的安装孔内,然后将连接螺栓从阀盖的外侧与安装孔内的连接杆进行连接,连接杆配合连接螺栓加强对阀盖的固定,增强对阀盖的固定效果,提高对阀盖的加工精度。
17.可选的,所述连接螺栓和连接杆之间可拆卸设置有抵接片。
18.通过采用上述技术方案,在连接螺栓和连接杆之间增设抵接片,令抵接片与阀盖的外部直接接触,增大与阀盖之间的接触面积,进一步提高对阀盖的固定效果,提升阀盖在加工时的稳定性。
19.可选的,所述连接螺栓背离连接杆的一端的周向面上设置有凸棱,插孔对应连接螺栓的凸棱位置处开设有与凸棱相适配的限位槽,连接螺栓插设于插孔中并形成卡接。
20.通过采用上述技术方案,在连接螺栓背离连接杆一端的周向面上设置有凸棱,待连接螺栓插入安装座的插孔中时,凸棱与插孔中的限位槽形成卡接,加强连接螺栓与安装座之间的连接,有限防止连接螺栓在安装座位置处发生转动,进一步提高连接螺栓与安装座之间的连接稳定性。
21.可选的,所述机床正对卡盘的一侧可拆卸设置有辅助定位件。
22.通过采用上述技术方案,在机床正对卡盘的一侧设置辅助定位件,令辅助定位件与阀盖的开口端直接抵接,辅助定位件配合卡盘对阀盖进行夹持,进一步增强阀盖在加工过程中的稳定性,提高阀盖的加工精度。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置安装座和支撑杆,支撑杆对阀盖起到支撑的作用,且支撑杆配合安装座对阀盖进行固定,增强阀盖的固定效果,提高阀盖的加工精度;
25.2.通过在支撑杆靠近阀盖的开口端设置支撑件,支撑件从阀盖的内部对阀盖进行支撑,提高支撑杆对阀盖的支撑效果,进一步增强阀盖在加工时的稳定性;
26.3.通过在支撑杆靠近安装座的一端设置连接件,连接件配合支撑杆对阀盖进行初步固定,增强对阀盖的固定效果,提高对阀盖的加工精度。
附图说明
27.图1是本技术的背景技术附图;
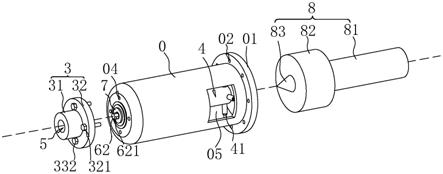
28.图2是本技术实施例的结构示意图;
29.图3是本技术实施例的安装座、支撑杆和辅助定位杆的爆炸结构示意图;
30.图4是本技术实施例旨在突出限位槽的结构示意图;
31.图5是本技术实施例的支撑杆和连接件的结构示意图。
32.附图标记说明:0、阀盖;01、法兰盘;02、连接孔;03、安装孔;04、定位孔;05、安装口;1、卡盘;2、机床;3、安装座;31、安装台;32、安装板;321、锁紧孔;322、锁紧螺栓;4、支撑杆;41、支撑件;411、套筒;412、螺纹杆;5、插孔;51、限位槽;6、连接件;61、连接杆;62、连接螺栓;621、凸棱;7、抵接片;8、辅助定位件;81、辅助定位杆;82、抵接块;83、插块。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种用于阀盖精加工的高稳定性夹具。
35.结合图2和图3,一种用于阀盖精加工的高稳定性夹具,包括卡盘1和机床2,且卡盘1和机床2正对间隔设置,卡盘1正对机床2的位置处可拆卸连接有安装座3,安装座3背离卡盘1的一侧可拆卸连接有支撑杆4,支撑杆4配合安装座3对阀盖0进行固定,增强阀盖0的固定效果,达到提高阀盖0加工精度的效果。
36.结合图3和图4,安装座3包括同轴设置的安装台31和安装板32,且安装台31和安装板32固定相连,安装台31和安装板32的中心位置开设有贯通的插孔5;安装板32上开设有锁紧孔321,锁紧孔321内螺纹连接有锁紧螺栓322。
37.参照图5,支撑杆4靠近安装板32的一端设置有连接件6,连接件6包括连接杆61和连接螺栓62,连接杆61与支撑杆4固定相连,连接螺栓62插设于连接杆61内并与连接杆61螺纹相连;连接螺栓62和连接杆61之间可拆卸设置有抵接片7。
38.对阀盖0的安装口05进行加工时,先将支撑杆4固接有连接杆61的一端插设于阀盖0内部,令连接杆61插设于阀盖0的安装孔03,从阀盖0的外侧用连接螺栓62与连接杆61进行连接,令抵接片7与阀盖0的外部直接接触,增大与阀盖0之间的接触面积,提高对阀盖0的固定效果,从而完成阀盖0与支撑杆4之间的连接。然后将支撑杆4和阀盖0一起安装至安装板32上,令连接螺栓62插设于插孔5中,连接螺栓62背离连接杆61的一端的周向面上设置有凸棱621,插孔5对应连接螺栓62的凸棱621位置处开设有与凸棱621相适配的限位槽51,连接螺栓62插设于限位槽51中并形成卡接,进一步加强连接螺栓62与插孔5之间的连接稳定性,有效防止连接螺栓62在安装板32上发生转动,进一步提高连接螺栓62与安装板32之间的连接稳定性。同时将阀盖0上的定位孔04与安装板32上的锁紧孔321和对齐,使用锁紧螺栓322依次穿过锁紧孔321、定位孔04,完成阀盖0与安装板32之间的连接,进一步增强阀盖0在加工时的稳定性,提高阀盖0的加工精度。最后将安装台31安装至卡盘1上并固定,对阀盖0的安装口05进行加工,提高阀盖0的加工精度。
39.参照图5,支撑杆4靠近阀盖0的法兰盘01的一端设置有支撑件41,支撑件41设置有多个,且多个支撑件41围绕支撑杆4的周向面均压间隔设置。支撑件41包括套筒411和螺纹杆412,套筒411固接在支撑杆4的周向面上,螺纹杆412插设于套筒411内并与太痛螺纹相连。
40.结合图2和图3,将阀盖0与安装板32连接完成后,向着远离套筒411的方向调节螺纹杆412,令螺纹杆412远离套筒411的一端与阀盖0的内壁抵接,多个螺纹杆412相互配合,从阀盖0内壁的不同位置对阀盖0进行支撑,提高支撑杆4对阀盖0的支撑效果,进一步提高阀盖0在加工过程中的稳定性,增强阀盖0的加工精度。
41.机床2正对卡盘1的一侧可拆卸设置有辅助定位件8,辅助定位件8包括辅助定位杆81、抵接块82和插块83,定位杆可拆卸安装于机床2上,抵接块82固接于迪翁内干背离机床2的一侧,插块83置于抵接块82背离定位杆的一侧并与抵接块82固定相连。当阀盖0安装结束以后,驱动机床2向着靠近阀盖0的方向移动,令抵接块82与阀盖0的法兰盘01抵接、插块83与支撑杆4抵接,进一步提高对阀盖0的支撑和固定效果,提高阀盖0的加工精度。
42.本技术实施例一种用于阀盖精加工的高稳定性夹具的实施原理为:将支撑杆4插设于阀盖0内部,将支撑杆4上的连接杆61插设于阀盖0的安装孔03内,从阀盖0的外部用连接螺栓62与连接杆61进行连接,完成阀盖0的初步固定;然后将连接螺纹插设于插孔5中,并使用锁紧螺栓322将安装板32和阀盖0的定位孔04连接;调节支撑件41,支撑件41从阀盖0的内部对阀盖0进行支撑,进一步提高阀盖0的加工稳定性;最后启动机床2,机床2的带动辅助定位件8从阀盖0的法兰盘01的一端与阀盖0进行定位,增强阀盖0的加工稳定性,提高阀盖0的加工精度。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1