用于三轴机床斜楔加工的夹具机构的制作方法
1.本实用新型涉及汽车模具技术领域,尤其是一种用于三轴机床斜楔加工的夹具机构。
背景技术:
2.在汽车零部件生产中,由于汽车的覆盖件形状、结构复杂、工艺精度要求高,加工难度较大。如图1所示,斜楔由于形状、结构、受力原因,压机在垂直方向上进行冲压加工满足不了冲孔、修边、翻边、整形等工艺的要求。
3.目前行业中多采用五轴机床对斜楔进行加工,五轴机床能够进行x、y、z三个直线轴和a、c两个旋转轴的运动,利用五轴机床的摆角功能将斜向加工转化为平行加工。但五轴机床的设备成本很高,国产五轴机床的成本就高达几百万人民币,进口五轴机床甚至要一千万人名币以上,五轴机床的购置成本过高。因此,很多厂家改用三轴机床进行斜楔加工,但由于三轴机床只能进行x、y、z三个直线轴的运动,只能利用夹具将斜楔的斜面转化为平面才能便于三轴机床进行加工,但目前还没有相适配的可用于三轴机床的斜楔夹具,常规的夹具不能在加工时对斜楔的角度进行调节。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种斜楔加工角度可调节的用于三轴机床斜楔加工的夹具机构。
5.为解决上述技术问题本实用新型所采用的技术方案是:用于三轴机床斜楔加工的夹具机构,包括夹具基座和夹具体,所述夹具体倾斜设置在夹具基座上,夹具体较低的一端与夹具基座的底部铰接,夹具体较高的一端压紧在夹具基座的顶部;夹具体上固定有可夹紧斜楔的夹紧部件。
6.进一步的是:所述夹具体包括倾斜设置的夹具体上部和夹具体下部,夹具体上部重叠在夹具体下部上并与夹具体下部可拆卸连接;夹紧部件固定在夹具体上部上;夹具体下部较低的一端与夹具基座的底部铰接,夹具体较高的一端压紧在夹具基座的顶部。
7.进一步的是:所述夹具体下部较低的一端通过铰链与夹具基座的底部铰接;所述夹具体下部较高的一端设有折弯段,折弯段搭接在夹具基座的顶部。
8.进一步的是:还包括压紧机构和至少一个高度垫块,所述高度垫块设置在折弯段和夹具基座之间,压紧机构将折弯段压紧在高度垫块上。
9.进一步的是:还包括底座,所述夹具基座固定在底座上;所述压紧机构由压板、锁紧螺杆和支撑杆组成,支撑杆固定在底座上,压板的两端分别搭接在支撑杆和折弯段上,锁紧螺杆穿过压板后与底座螺纹连接。
10.进一步的是:所述夹具体上部的端头固定有定位板,夹具体下部通过穿过定位板的螺钉与夹具体上部可拆卸连接。
11.进一步的是:所述夹紧部件为平口虎钳,平口虎钳通过夹紧螺钉与夹具体可拆卸
连接。
12.本实用新型的有益效果是:本实用新型利用夹具体与夹具基座的铰接配合来实现夹具体的转动,使固定在夹具体上的斜楔能够根据三轴机床的加工需要进行角度调节,将斜面加工转化为平面加工,能够与三轴机床的加工方式相适配;本实用新型能够有效降低斜楔加工的难度,降低斜楔加工的生产成本。
附图说明
13.图1为斜楔的结构示意图;
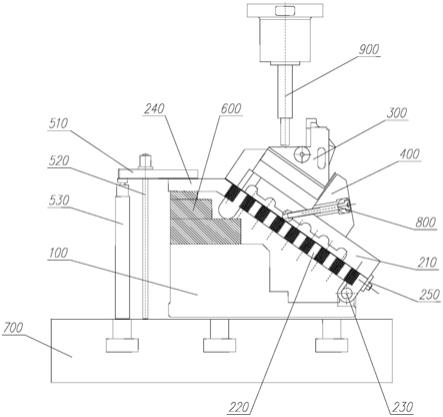
14.图2为本实用新型的结构示意图;
15.图中标记为:100-夹具基座、210-夹具体上部、220-夹具体下部、230-铰链、240-折弯段、250-定位板、300-斜楔、400-夹紧部件、510-压板、520-锁紧螺杆、530-支撑杆、600-高度垫块、700-底座、800-夹紧螺钉、900-主轴铣刀。
具体实施方式
16.为了便于理解本实用新型,下面结合附图对本实用新型进行进一步的说明。
17.如图2所示,本实用新型所述的用于三轴机床斜楔加工的夹具机构包括用于固定待加工斜楔300的夹具体和用于支撑夹具体的夹具基座100,在夹具体上固定有可将斜楔300夹紧的夹紧部件400。本实用新型为了使斜楔300的角度可以调节、在加工时可将斜楔300的斜面转变为平面以便于三轴机床进行加工,从而将夹具体倾斜设置,并使夹具体与夹具基座100铰接;如图2所示,倾斜设置的夹具体较低的一端与夹具基座100的底部铰接,夹具体较高的一端压紧在夹具基座100的顶部,则夹具体能够绕其与夹具基座100的相铰接处轴向转动。
18.本实用新型中所采用的夹具体由夹具体上部210和夹具体下部220组成,夹具体上部210重叠设置在夹具体下部220上并与夹具体下部220可拆卸连接;本实用新型中夹具体上部210和夹具体下部220的可拆卸连接依靠定位板250来实现,定位板250固定在夹具体上部210较低一端的端头处,定位板250的边部伸出夹具体上部210的端头外形成挡板,夹具体下部220较低的一端端面则紧贴定位板250设置,通过定位板250可实现夹具体下部220的快速定位,然后利用螺钉穿过定位板250与夹具体下部220螺纹连接即可实现夹具体上部210和夹具体下部220的连接固定。夹紧部件400固定在夹具体上部210上;夹具体下部220较低的一端与夹具基座100的底部铰接,夹具体较高的一端压紧在夹具基座100的顶部。夹紧部件400选用常规的通用夹具即可,例如虎钳、卡盘,本实用新型中选用夹持面积较大的平口虎钳,对斜楔300的固定效果更佳;平口虎钳的一侧固定,另一侧沿地面凹槽调节开口,当待加工的斜楔300装夹到位后,利用夹紧螺钉800夹紧在夹具体上。
19.本实用新型中夹具体与夹具基座100的连接部位为夹具体下部220,夹具体下部220较低的一端通过铰链230与夹具基座100的底部铰接,夹具体下部220的转动可带动整个夹具体转动。为了保持夹具体倾斜设置后的稳定,本实用新型在夹具体下部220上设置了折弯段240,折弯段240位于夹具体下部220较高的一端端头,折弯段240搭接在夹具基座100的顶部。另外,本实用新型中还设置了压紧机构和高度垫块600来配合转动角度可调节的夹具体,如图2所示,高度垫块600设置在折弯段240和夹具基座100之间,高度垫块600可采用螺
钉固定在夹具基座100上;压紧机构将折弯段240压紧在高度垫块600上,通过高度垫块600对折弯段240进行支撑,配合压紧机构实现对夹具体的固定;在转动夹具体对斜楔300的角度进行调节后,可通过增减高度垫块600的数量或选用不同尺寸的高度垫块600来调节支撑高度。
20.本实用新型中所采用的压紧机构由压板510、锁紧螺杆520和支撑杆530组成,另外还设置了底座700对压紧机构和夹具基座100进行支撑;支撑杆530固定在底座700上,压板510的两端分别搭接在支撑杆530和折弯段240上,锁紧螺杆520位于支撑杆520和折弯段240之间,锁紧螺杆520穿过压板510后与底座700螺纹连接,通过转动锁紧螺杆520将压板510压紧在折弯段240上。
21.在采用本实用新型所述的用于三轴机床斜楔加工的夹具机构对斜楔300进行固定时,先将夹具机构固定在三轴机床下方,打开平口虎钳,将待加工的斜楔300装入平口虎钳中,利用平口虎钳将斜楔300夹紧,使斜楔300位于三轴机床的主轴铣刀900正下方;然后转动夹具体对斜楔300的角度进行调节,使斜楔300上的待加工面处于水平面上,调节高度垫块600的数量或尺寸后,利用压紧机构将夹具体下部220的折弯段240压紧在高度垫块600上,将夹具体固定在夹具基座100上后即可对斜楔300进行加工。本实用新型操作简单、适用性广,能对任意的斜楔角度进行调节,并且生产成本较低,可推广性强。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1