一种钣金件加工用倒角装置的调节机构的制作方法
1.本实用新型涉及钣金件加工技术领域,尤其涉及一种钣金件加工用倒角装置的调节机构。
背景技术:
2.钣金件就是钣金工艺加工出来的产品,我们生活到处都离不开钣金件。钣金件是通过灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割来制作的。
3.目前,各钣金件在倒角处理时,由于部分钣金件的形状特殊,不能保持倒角部分与倒角冲模平行,传统的倒角装置已无法满足加工需求,局限性高;此外倒角处理时需要人工预先操作夹持件将钣金件固定,效率低下。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在局限性高、效率低下的缺点,而提出的一种钣金件加工用倒角装置的调节机构。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种钣金件加工用倒角装置的调节机构,包括支座,所述支座上开设有凹槽,所述支座的顶部通过螺丝固定有对称布置的导柱,导柱设置有四个,四个所述导柱的顶部固定连接有支架,所述支架的顶部固定安装有液压缸,液压缸的液压缸传动部固定连接有升降构件,升降构件滑动安装在所述导柱的外部;
7.所述升降构件的底部水平滑动安装有工位调选板,工位调选板下表面的中部固定有倒角冲模;
8.所述凹槽的内壁上通过导轨滑动装配有呈横u形的调节框,所述调节框的内壁两侧之间通过销轴活动连接有载件架,所述载件架的顶部设有置件槽,所述工位调选板位于所述载件架的正上方;
9.还包括调节组件,所述调节组件动作时能推动载件架饶其在调节框上的支点转动。
10.优选的,所述升降构件的底部开设有对称布置的滑槽一,所述工位调选板与滑槽一滑动连接。
11.优选的,所述工位调选板的底部焊接有对称布置的支杆,支杆设置有四个,四个所述支杆的外部滑动装配有脱板,且所述脱板与所述工位调选板之间固定连接有弹簧,弹簧设置有四个且分别套设在对应的所述支杆的外部。
12.优选的,所述脱板的中部开设有贯穿自身的导孔,所述倒角冲模嵌套在所述导孔的内部。
13.优选的,所述调节组件包括固定安装在所述调节框底部且呈倒u形的安装架;
14.所述安装架的底部通过沉头螺钉固定有气缸固定板,气缸固定板的底部固定安装
有垂直气缸,垂直气缸的气缸传动部的端部活动铰接有滑块,滑块装配在所述载件架的底部。
15.优选的,所述载件架的底部开设有滑槽二,所述滑块与滑槽二滑动连接。
16.优选的,所述置件槽的底壁上通过粘合剂粘接有防滑胶条。
17.本实用新型的有益效果是:
18.1、本实用新型中通过工位调选板、调节框、载件架、调节组件等结构的设置,针对不同形状的工件,可利用调节组件与调节框配合将其顶部调整至水平且与支座上表面齐平,工位调选板可配合微调确保冲模对准倒角部位,能用于倒角不同的工件,使用范围广,适合推广使用。
19.2、本实用新型中通过脱板、支杆及弹簧等结构的设置,倒角时脱板先与工件接触,自动固定工件,然后倒角冲模再下移倒角工件,无需人员固定工件,提高了工作效率。
附图说明
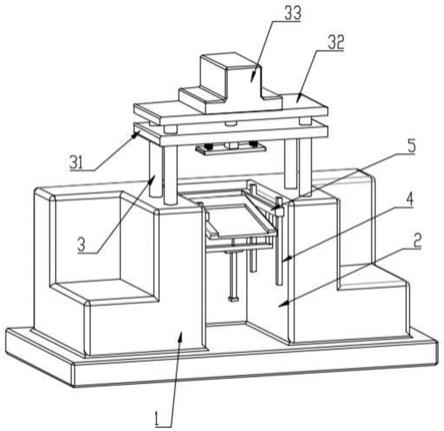
20.图1为本实用新型提出的一种钣金件加工用倒角装置的调节机构的结构示意图;
21.图2为本实用新型提出的一种钣金件加工用倒角装置的调节机构的主视图;
22.图3为本实用新型提出的一种钣金件加工用倒角装置的调节机构的侧视图;
23.图4为本实用新型提出的凸显载件架底部的局部示意图;
24.图5为本实用新型提出的凸显脱板的局部示意图。
25.图中:1支座、2凹槽、3导柱、31升降构件、311滑槽一、312工位调选板、313支杆、314弹簧、315脱板、316倒角冲模、317导孔、32支架、33液压缸、331液压缸传动部、4导轨、5调节框、51安装架、52气缸固定板、53垂直气缸、54气缸传动部、6载件架、61置件槽、62滑槽二、63滑块。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
27.参照图1-5,一种钣金件加工用倒角装置的调节机构,包括支座1,支座1上开设有凹槽2,支座1的顶部通过螺丝固定有对称布置的导柱3,导柱3设置有四个,四个导柱3的顶部固定连接有支架32,支架32的顶部固定安装有液压缸33,液压缸33的液压缸传动部331固定连接有升降构件31,升降构件31滑动安装在导柱3的外部;升降构件31的底部水平滑动安装有工位调选板312,工位调选板312下表面的中部固定有倒角冲模316;凹槽2的内壁上通过导轨4滑动装配有呈横u形的调节框5,调节框5的内壁两侧之间通过销轴活动连接有载件架6,载件架6的顶部设有置件槽61,工位调选板312位于载件架6的正上方;还包括调节组件,调节组件动作时能推动载件架6饶其在调节框5上的支点转动。
28.其中,通过工位调选板312、调节框5、载件架6、调节组件等结构的设置,针对不同形状的工件,可利用调节组件与调节框5配合将其顶部调整至水平且与支座1上表面齐平,工位调选板312可配合微调确保冲模对准倒角部位,能用于倒角不同的工件,使用范围广,适合推广使用,通过脱板315、支杆313及弹簧314等结构的设置,倒角时脱板315先与工件接
触,自动固定工件,然后倒角冲模316再下移倒角工件,无需人员固定工件,提高了工作效率。
29.升降构件31的底部开设有对称布置的滑槽一311,工位调选板312与滑槽一311滑动连接,工位调选板312的底部焊接有对称布置的支杆313,支杆313设置有四个,四个支杆313的外部滑动装配有脱板315,且脱板315与工位调选板312之间固定连接有弹簧314,弹簧314设置有四个且分别套设在对应的支杆313的外部,脱板315的中部开设有贯穿自身的导孔317,倒角冲模316嵌套在导孔317的内部,调节组件包括固定安装在调节框5底部且呈倒u形的安装架51;安装架51的底部通过沉头螺钉固定有气缸固定板52,气缸固定板52的底部固定安装有垂直气缸53,垂直气缸53的气缸传动部54的端部活动铰接有滑块63,滑块63装配在载件架6的底部,载件架6的底部开设有滑槽二62,滑块63与滑槽二62滑动连接,置件槽61的底壁上通过粘合剂粘接有防滑胶条。
30.本实施例中,加工时,将工件置于置件槽61内部,然后根据工件的顶部倾斜形状进行调整,调节步骤一:垂直气缸53动作,传动部将滑块63托起,滑块63推动载件架6饶其在安装架51上的支点转动,将工件调整为水平呈现;调节步骤二:伺服驱动调节框5上下移动使工件上表面与支座1顶部齐平;调节步骤三:工位调选板312在气动动作下滑移,使倒角冲模316与倒角部分同轴;
31.进一步的,调整完成后液压缸33驱动支架32向下移动,脱板315先与工件接触将工件压紧,支架32继续向下移动相对脱板315滑移,脱板315经弹簧314作用压紧在工件表面,保持压紧状态,然后倒角冲模316穿过导孔317对工件进行倒角处理,倒角完成后支架32复位,脱板315将工件松开可取下;
32.需要说明的,当需要将载件架6调整至向前部倾斜时,如图1所示,为避免工件在初步放置时滑出,置件槽61上设有防滑胶条,可以有效增大工件底部与载件架6间的摩擦,避免工件掉落,而向后转动时工件由载件架6自身挡住,不会掉落。
33.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1