一种铰链油管的双孔导正装置的制作方法
1.本实用新型涉及铰链组装的技术领域,特别涉及一种铰链油管的双孔导正装置。
背景技术:
2.如图1所示为现有的铰链零件之一:油管,包括管身、固接于管身一端的安装脚和插装于管身另一端的芯轴,在进行铰链组装时,需要芯轴上的芯轴孔和安装脚上的安装孔统一朝向,但由于芯轴在油管内可转动,在生产和运输过程中,芯轴上的芯轴孔与安装脚的安装孔往往朝向不一致,目前多采用人工调整后进行组装,但芯轴小巧,人工捏取旋转效率很低,精度也很差,无法实现自动化安装。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于,提供一种铰链油管的双孔导正装置,可以自动转动油管及芯轴进行对正,使芯轴上的安装孔与管身上的安装孔统一朝向,并且对正精度更高。
4.为达到上述目的,本实用新型公开了一种铰链油管的双孔导正装置,包括:
5.旋转座,所述旋转座用于放置油管,油管的管身悬挂于所述旋转座的外部,并在所述旋转座的旋转下带动管身与芯轴转动;
6.定位检测装置,所述定位检测装置用于对管身的安装孔进行定位;
7.托具,所述托具用于放置油管使油管的管身无法转动,使芯轴悬挂于托具的外部;
8.旋转轴,所述旋转轴的端部朝向所述托具的另一端与芯轴同轴相对设置,所述旋转轴旋转时带动芯轴的芯轴孔与管身的安装孔同向;
9.接料机构,所述接料机构用于夹取油管并将油管放置于所述旋转座、托具上。
10.优选地,还包括判读油管感应装置,所述判读油管感应装置用于感应油管的芯轴位置。
11.优选地,所述接料机构包括第一夹爪、第二夹爪、第三夹爪,所述第一、第二、第三夹爪在横移机构的驱动下沿所述旋转座、托具水平移动,所述第一、第二夹爪在纵移机构的驱动下与所述旋转座、托具相近运动。
12.优选地,所述横移机构包括滑轨、滑块安装板、横移驱动装置,所述滑块安装板的底部固定设置有与所述滑轨滑动配合的滑块,所述纵移机构包括安装板、纵移驱动装置,所述横移驱动装置固定设置于所述滑块安装板上,所述第一、第二夹爪平行设置于所述安装板上,所述滑块安装板的左侧固定有推块,所述第三夹爪垂直设置于所述推块的上部,使所述横移驱动装置驱动所述第一、第二、第三夹爪沿所述滑轨水平移动,由所述纵移驱动装置驱动所述第一、第二夹爪沿所述滑块安装板纵向移动。
13.优选地,所述旋转座的端面上设置有容纳油管的管身和芯轴的阶梯轴孔,由旋转驱动装置驱动所述旋转座旋转。
14.优选地,所述旋转轴的端部设置有弹性相近的第一、第二夹块,所述第一、第二夹
块相对的端面上分别具有第一、第二弧面,所述第一、第二弧面之间用于容纳芯轴,所述第一、第二弧面上分别设置有第一、第二顶针,所述旋转轴朝向由所述第一、第二弧面构成的空腔的一侧具有定位面,用于顶紧芯轴的端面。
15.优选地,所述第一、第二夹块分别上下滑动动地插装于所述旋转轴的前端,所述第一夹块上设置有从右前向左后倾斜的第一滑槽,所述第二夹块设置有从左前向右后倾斜的第二滑槽,所述旋转轴上具有轴向设置的转轴滑槽,销轴同时滑动插装于所述转轴滑槽、第一滑槽和第二滑槽中,所述销轴与弹性机构传动连接具有沿所述转轴滑槽向后移动的弹性趋势,使所述第一、第二夹块具有弹性相近的趋势。
16.优选地,所述弹性机构包括拉杆,所述拉杆轴向滑动地插装于所述旋转轴的轴芯部,所述拉杆的前端与所述销轴连接,所述拉杆的后端伸出所述旋转轴且具有凸台,所述凸台与所述旋转轴之间设置有弹簧使所述拉杆具有向后移动的弹性趋势,联动所述销轴具有向后移动的弹性趋势,所述拉杆的后方设置有推杆用于推动所述拉杆向前移动联动所述第一、第二夹块相离移动。
17.优选地,所述托具的上部设置有限位通槽,所述托具的左侧与所述限位通槽相连通,所述托具上设置有限位块,用于夹放油管使管身无法转动。
18.优选地,还包括安装架,所述安装架上滑动插装有齿条,所述旋转轴的外壁上传动连接有齿轮,所述齿轮与所述齿条啮合,通过驱动装置驱动所述齿条移动一定距离联动所述齿轮和所述旋转轴转动。
19.相比于现有技术,本实用新型的有益效果在于:
20.本实用新型分别设置有与芯轴同轴相对的旋转座、旋转轴,使油管的管身和芯轴,通过油管的管身随旋转座的转动而转动,并配合第一、第二选孔模块对管身的安装孔进行快速定位、导正,在旋转轴的端部设置弹性相近的第一、第二顶针用于顶紧芯轴的侧壁,使得旋转轴旋转时第一、第二顶针的端部扫过芯轴的侧壁用于寻找贯穿芯轴侧壁的芯轴孔,第一、第二顶针扫过芯轴孔时第一、第二顶针弹性插入芯轴孔中从而使芯轴随旋转轴的转动而转动,将芯轴转至芯轴孔与安装孔统一朝向,实现自动导正,且精度更高。
附图说明
21.图1为现有的铰链油管整体结构示意图;
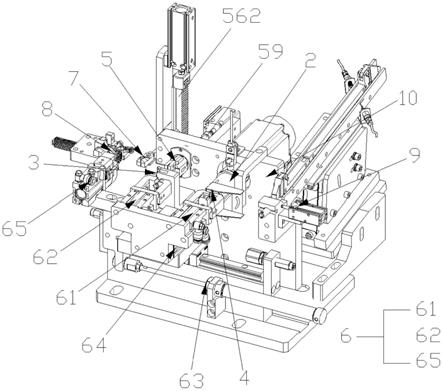
22.图2为本实用新型的整体结构示意图;
23.图3为旋转座、托具的整体结构示意图;
24.图4为示出图1中的a部结构示意图;
25.图5为旋转座的半剖结构示意图;
26.图6为接料机构的整体结构示意图;
27.图7为本实用新型的整体结构示意图ii;
28.图8为示出图6中的b部结构示意图;
29.图9为旋转轴的整体结构示意图;
30.图10为第一、第二夹块的整体结构示意图;
31.图11为限位基座的整体结构示意图。
具体实施方式
32.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
33.参照图1所示,为铰链零件之一:油管1,包括管身11、转动于管身11一端的芯轴12,管身11的另一端具有安装孔111,芯轴12不与管身11相邻的一端具有芯轴孔121,在进行铰链组装时,需要芯轴12上的芯轴孔121和管身11 上的安装孔111统一朝向。
34.参照图2所示,一种铰链油管的双孔导正装置,包括旋转座2、托具3、检测装置4、旋转轴5、接料机构6、判读油管感应装置7、安装架10。
35.参照图1、图3及图5所示,旋转座2的端面上设置有容纳油管1的管身11 和芯轴12的阶梯轴孔21,阶梯轴孔21内插装有第一导向环211、第二导向环 212,第一、第二导向环211、212的与阶梯轴孔21同轴设置,第一导向环211 的中部具有与油管1的管身11相配合的第一导孔213,第二导向环212的中部具有与油管1的管身11、芯轴12相配合的第二导孔214,通过将油管1置于旋转座的第一、第二导孔213、214内,油管1的管身11悬挂于旋转座2的外部,使油管1的管身11和芯轴12无法转动。
36.参照图1-图4所示,托具3固定设置于安装架10上,托具3用于放置油管 1,托具3的上部设置有限位通槽31,托具3的左侧与限位通槽31相连通,托具31内部滑动设置有限位块32,限位块32的顶面具有与管身大小相当的凹位 321,使油管置于限位块的凹位321上,托具的底部设置有限位气缸,用于夹放油管1使管身11无法转动,使芯轴12悬挂于托具3的外部。
37.参照图2所示,旋转轴5通过轴承转动设置于安装架10上,旋转轴5的端部朝向托具3的另一端与芯轴12同轴相对设置。
38.参照图2、图11所示,托具3的一侧设置有限位基座8,限位基座8的端面下部固定设置有限位下模81,限位基座8的端面上部设置有限位卡爪82,限位卡爪82与限位下模81相对的面具有第三弧面821,使限位卡爪82与限位下模 81之间形成固定油管1的卡位83,限位卡爪82的末端底部具有穿过限位基座8 的限位杆822,限位杆822的下部与限位基座8的底部之间设置有压力弹簧84,使限位卡爪82能够弹性地卡紧油管1。
39.参照图2所示,旋转座2的一侧设置有振动上料机,接料机构6用于承接来自振动上料机的排列好的油管1,并将油管1依次放置于旋转座2、托具3上。
40.参照图2、图6、图7所示,接料机构6包括第一夹爪61、第二夹爪62、第三夹爪65,本实施例中第一、第二、第三夹爪61、62、65优选采用气动手指,横移机构63包括滑轨631、滑块安装板632、横移驱动装置633,滑轨631固定设置于安装架上,滑块安装板632的底部固定设置有与滑轨631滑动配合的滑块 634,纵移机构64包括安装板641、纵移驱动装置642,纵移驱动装置642固定设置于滑块安装板632上,纵移驱动装置642优选采用伸缩气缸,其伸缩端与安装板641固定连接,第一、第二夹爪61、62平行设置于安装板641上,滑块安装板632的左侧固定有推块635,第三夹爪65垂直设置于推块635的上部,横移驱动装置633优选采用伸缩气缸,其伸缩杆与推块635固定连接,使横移驱动装置633驱动第一、第二、第三夹爪61、62、65沿滑轨631横向移动,纵移驱动装置642驱动第一、第二夹爪61、62沿滑块安装板632纵向移动。
41.参照图6、图7所示,第一夹爪61上设置有感应安装座611,感应安装座 611的底部
设置有压力感应装置612,压力感应装置优选采用压力传感器,第一夹爪61夹住油管1的管身11时其末端抵触于压力感应装置612的端面上,当油管1置入旋转座2的阶梯轴孔21内,压力感应装置612在管身11的作用力下随之控制第一、第二夹爪61、62放开油管1。
42.参照图1、图2及图3所示,旋转座2的后方设置有旋转驱动装置22,旋转驱动装置固定设置于安装架10的后侧面上,旋转驱动装置22优选采用旋转电机,旋转座2固定设置于旋转驱动装置22的输出轴上,定位检测装置4包括第一选孔模块、第二选孔模块,第一、第二选孔模块上下设置于旋转座2的端面上方,安装架上固定设置有选孔安装板,使第一、第二选孔模块固定安装于选孔安装板上,第一、第二选孔模块优选采用光电传感器,通过旋转驱动装置22驱动旋转座2旋转,使旋转座2带动管身11、芯轴12旋转,当管身11的安装孔111 经过第一、第二选孔模块之间时,旋转驱动装置22随之驱动旋转座2停止,实现管身的安装孔的定位及导正。
43.参照图9、图10所示,旋转轴5的朝向托具3的前端分别上下滑动地插装有第一、第二夹块51、52,第一夹块51上设置有从下前向上后倾斜的第一滑槽 511,第二夹块52设置有从上前向下后倾斜的第二滑槽521,旋转轴5上具有轴向设置的转轴滑槽57,转轴滑槽57、第一滑槽511和第二滑槽521的投影时刻相交,销轴同时滑动插装于转轴滑槽57、第一滑槽511和第二滑槽521中,销轴还插装于拉杆53前端的销轴孔531中,拉杆53轴向滑动地插装于旋转轴5的轴芯部,拉杆53的后端伸出旋转轴5且具有凸台532,凸台532与旋转轴5之间设置有弹簧使拉杆53具有向后移动的趋势,联动销轴具有向后移动的趋势,联动第一、第二夹块51、52具有左右相近移动的趋势。
44.拉杆53的后方设置有拉杆驱动装置55,拉杆驱动装置55优选采用伸缩气缸,其伸缩杆固定设置有推杆54,用于推动拉杆53克服弹簧的弹力向前移动,联动销轴沿转轴滑槽57向前移动,联动第一、第二夹块51、52左右相离移动。
45.第一、第二夹块51、52相对的端面上分别具有第一、第二弧面512、522且分别朝向芯轴12的侧壁,第一、第二夹块51、52相互贴近时第一、第二弧面 512、522之间构成空腔用于容纳芯轴12,第一、第二顶针513、523分别设置于第一、第二弧面512、522上,使得第一、第二顶针513、523的端部分别贴紧芯轴12的侧壁,旋转轴3转动时联动第一、第二夹块51、52转动联动第一、第二顶针513、523划过芯轴13的侧壁,当第一、第二顶针513、523划过芯轴12上的芯轴孔121时,第一、第二顶针513、523在相近移动的弹力的作用下,端部分别插入芯轴孔121中,随后旋转轴5继续转动,联动芯轴12转动至芯轴孔121 与安装孔111统一朝向,完成自动导正。
46.旋转轴5于第一、第二弧面512、522之间构成的空腔的一侧具有定位面58,用于顶紧芯轴12的端面实现芯轴12的定位,确保第一、第二顶针513、523运动轨迹的投影与芯轴孔121相交,确保第一、第二顶针513、523能够落入芯轴孔121中。
47.安装架上还滑动插装有齿条562,旋转轴5的外壁上传动连接有齿轮56,旋转轴5通过轴承转动设置于安装架51上,齿条562与齿轮56相互啮合,通过驱动齿条562移动经过一定的距离,实现齿轮56和旋转轴5转动经过固定的角度,精度更高,且可以采用气缸等简易驱动装置,成本更低,控制更简易。
48.参照图2所示,安装架10邻近于旋转轴2的一侧设置有感应安装板,判读油管感应装置7固定设置于感应安装板上,判读油管感应装置7优选采用红外线传感器,使判读油管
感应装置7对限位基座8上油管1的芯轴12位置进行感应,当油管的芯轴缩短的距离大于1mm时,判读油管感应装置判定该油管为不合格部件,进入穿钉工位时不进行穿钉工作,反之为合格部件,进入穿钉工位上进行穿钉工作。
49.参照图1-图11,本实用新型实现铰链油管自动选孔的过程为:
50.横移驱动装置633驱动第一、第二、第三夹爪61、62、65向右移动,此时第一夹爪61到达振动上料机的正前方,第二夹爪62到达旋转座2的正前方、第三夹爪65则到达托具3的正前方,纵移驱动装置642随之驱动第一、第二夹爪 61、62朝向振动上料机的方向移动,油管1从振动上料机的出料滑道滑出,通过第一夹爪61夹住油管1的管身11,第二夹爪62则夹住旋转座2上的油管1 (此时旋转座上的管身安装孔以完成导正)、第三夹爪65则夹住托具3上的油管1(此时托具上芯轴的芯轴孔与管身的安装孔同向),纵移驱动装置642随之驱动第一、第二夹爪61、62复位,横移驱动装置631驱动第一、第二、第三夹爪61、62、65向左移动,使第一、第二、第三夹爪61、62、65将油管1分别送至旋转座2、托具3、限位基座8上。
51.通过纵移驱动装置642驱动第一、第二夹爪61、62朝向旋转座2与托具3 的方向移动,使第一夹爪61上的油管1的管身11、芯轴12置于旋转座2的阶梯轴孔21内,管身11的安装孔111部分悬挂于旋转座2的外部,此时定位检测装置4之间受到管身11的阻断,旋转驱动装置22随之驱动油管1的管身11旋转,当管身11的安装孔111旋转经过第一、第二选孔模块之间时,旋转驱动装置随之停止,从而完成管身的安装孔的导正。
52.第二夹爪62上油管1的管身11则置于托具3的限位通槽31上,通过限位气缸33驱动限位块32上升顶紧油管1的管身11,使其无法转动,此时管身11 的安装孔111经过旋转座2完成导正,油管1的芯轴12被旋转轴5上的定位面 58阻挡,此时拉杆驱动装置55驱动推杆54伸出推动拉杆53向前移动,联动销轴移动至转轴滑槽37的最前端,使第一、第二夹块51、52相互远离不影响芯轴 12的伸入。
53.随后拉杆驱动装置55复位后退,拉杆53在弹簧54的作用下向后移动,联动销轴55移动至转轴滑槽57的最后端,第一、第二夹块51、52相近移动将芯轴12围在第一、第二弧面512、522之间,此时第一、第二顶针513、523的端部贴紧芯轴12的侧壁。
54.随后驱动装置驱动齿条561移动一定的距离,联动齿轮56和旋转轴5转动一定角度,此时第一、第二顶针513、523的端部划过芯轴12的侧壁,最多只需旋转180度,第一、第二顶针513、523的端部必然落入芯轴12的芯轴孔121中,随后芯轴12被第一、第二顶针513、523带动一起转动至芯轴孔121与安装孔111 统一朝向,完成自动导正。
55.参照图2、图3、图11所示,第三夹爪65夹住上油管1的管身11卡入限位基座8的卡位83上,限位卡爪82在压力弹簧84的作用力下压紧油管1,从而避免安装孔111与芯轴121发生偏移,第三夹爪65则复位,横移驱动装置633 继续驱动第一、第二、第三夹爪61、62、65向右移动,依次对上个工位的管身 11进行夹取输送,接着通过判读油管感应装置7对卡位83上的油管1进行检测,当判读油管感应装置7感应到油管1的芯轴12,则油管1在进入穿钉工位进行穿钉工作,当油管1缩短时,判读油管感应装置7无法感应到油管1的芯轴12 位置,则油管1在进入穿钉工位时不进行穿钉工作,从而实现油管的精准定位,大大提高装配精度及合格率,减少生产成本。
56.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范
围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1