一种汽车前悬挂支架的加工模具的制作方法
1.本实用新型涉及汽车零部件加工模具技术领域,具体涉及一种汽车前悬挂支架的加工模具。
背景技术:
2.一种汽车前悬挂支架,其结构如图13、图14所示,包括对称的左、右制件,该工件设有装配孔、前侧翻边和外侧翻边(外侧翻边是指两个工件相互背离一侧的翻边),其中,前侧较窄的翻边p0是90
°
左右的向下的翻边,模具加工时,需设置侧整结构对初次成型后的前侧翻边进行整形操作。由于模具空间的限制,无法采用带驱动块、滑块的常规侧整结构。
技术实现要素:
3.本实用新型提供了一种汽车前悬挂支架的加工模具,其能解决现有模具空间尺寸受限的情况下,无法采用带驱动块、滑块的常规侧整结构的技术问题。
4.其技术方案是这样的,一种汽车前悬挂支架的加工模具,包括侧整结构,其特征在于:所述侧整结构包括侧整脱料板镶件、侧整下模活动镶件和侧整下模固定镶件,所述侧整脱料板镶件安装于所述脱料板下并位于所述侧整下模活动镶件上方,所述侧整下模活动镶件通过氮气弹簧安装于下模座上并通过导柱与下模座导向配合,所述侧整下模固定镶件安装于所述下模座上并位于所述侧整下模活动镶件一侧,所述侧整下模活动镶件和所述侧整下模固定镶件相对的一侧设有与工件的前侧翻边配合的整形面。
5.进一步的,所述加工模具包括上模座和下模座,所述上模座和所述下模座通过外导柱、外导套导向配合,所述上模座下通过氮气弹簧弹性连接有脱料板,所述脱料板通过内导柱、内导套与上模座导向配合并通过挂钩限位,所述下模座上通过氮气弹簧弹性连接有浮料板,所述浮料板通过带限位功能的浮板导柱、浮板导套与下模座导向配合;
6.所述上模座和所述下模座之间设有沿进料方向依次设置的冲引导孔结构、前道切边结构、第一成型结构、第一后道切边结构、第二成型结构、整形结构、第二后道切边结构、冲孔第三后道切边结构、工件分离结构,所述整形结构和所述第二后道切边结构之间设置有所述侧整结构;
7.所述冲引导孔结构包括冲引导孔窗口板、冲引导孔冲头、冲引导孔凹模套,所述冲引导孔窗口板安装于所述脱料板下,所述冲引导孔冲头安装于上模座下并能够向下贯穿所述脱料板、所述冲引导孔窗口板,所述冲引导孔凹模套通过下模垫脚安装于下模座上并与所述冲引导孔冲头配合;
8.所述前道切边结构包括前道切边窗口板、前道切边冲头和前道切边刀口,所述前道切边窗口板安装于所述脱料板下,所述前道切边冲头安装于上模座下并能够向下贯穿所述脱料板、所述前道切边窗口板,所述前道切边刀口安装于所述下模座上并与所述前道切边冲头配合;前道切边结构包括结构相同的第一前道切边结构、第二前道切边结构和第三前道切边结构,三者仅相应前道切边冲头和前道切边刀口的分布位置不同,以第三前道切
边结构结合附图进行说明,所述第三前道切边结构包括第三前道切边窗口板、第三前道切边冲头和第三前道切边刀口,所述第三前道切边窗口板安装于所述脱料板下,所述第三前道切边冲头安装于上模座下并能够向下贯穿所述脱料板、所述第三前道切边窗口板,所述第三前道切边刀口安装于所述下模座上并与所述第三前道切边冲头配合;
9.所述第一成型结构包括第一上模成型块、第一下模成型块,所述第一上模成型块安装于所述上模座下并能够向下贯穿所述脱料板,所述第一下模成型块安装于所述下模座上并与所述第一上模成型块配合;
10.第一后道切边结构包括第一后道切边窗口板、第一后道切边冲头和第一后道切边刀口,所述第一后道切边窗口板安装于所述脱料板下,所述第一后道切边冲头安装于所述上模座下并能够向下贯穿所述脱料板、所述第一后道切边窗口板,所述第一后道切边刀口安装于所述下模座上并与所述第一后道切边冲头配合;第一后道切边结构未在图中示出,可参考前述第三前道切边结构;
11.所述第二成型结构包括第二成型窗口板、第二成型冲头和第二成型下模镶件,所述第二成型窗口板安装于所述脱料板下,所述第二成型冲头安装于所述上模座下并能够向下穿过所述脱料板、所述第二成型窗口板,所述第二成型下模镶件安装于所述下模座上并与所述第二成型冲头配合;为第二成型下模靠跟,与第二成型冲头配合;
12.所述整形结构包括整形窗口板、中间整形上模镶件、侧部整形上模冲头、中间整形下模镶件、侧部整形下模镶件和整形沉盘,所述整形窗口板、所述中间整形上模镶件安装于所述脱料板下,所述侧部整形上模冲头安装于所述上模座下并能够向下贯穿所述脱料板,所述中间整形下模镶件、所述侧部整形下模镶件安装于所述整形沉盘并与所述中间整形上模镶件、侧部整形上模冲头对应配合,所述整形沉盘安装于所述下模座上;
13.第二后道切边结构包括第二后道切边窗口板、第二后道切边冲头和第二后道切边刀口,所述第二后道切边窗口板安装于所述脱料板下,所述第二后道切边冲头安装于所述上模座下并能够向下贯穿所述脱料板、所述第二后道切边窗口板,所述第二后道切边刀口安装于所述下模座上并与所述第二后道切边冲头配合;
14.所述冲孔第三后道切边结构包括冲孔切边窗口板、冲孔冲头、第三后道切边冲头、冲孔凹模套、第三后道切边刀口、冲孔切边沉盘,所述冲孔切边窗口板安装于所述脱料板下,所述冲孔冲头、所述第三后道切边冲头安装于所述上模座下并能够向下贯穿所述脱料板、所述冲孔切边窗口板,所述冲孔凹模套、第三后道切边刀口安装于所述冲孔切边沉盘并与所述冲孔冲头、所述第三后道切边冲头对应配合,
15.工件分离结构包括分离窗口板、分离冲头和分离刀口,所述分离窗口板安装于所述脱料板下,所述分离冲头安装于所述上模座下并能够向下贯穿所述脱料板、所述分离窗口板,所述分离刀口安装于所述下模座上并与所述分离冲头配合。
16.本实用新型的侧整结构,在上模下行的过程中,侧整结构的侧整脱料板镶件先与侧整下模活动镶件配合压住料板,然后继续下行,工件待加工的前侧翻边在侧整下模固定镶件的固定整形面的作用下向内侧挤压,直至与固定整形面配合完成侧整形,使得前侧较窄的翻边内扣至小于90
º
,然后该部分翻边在侧整后,通过自身回弹,恢复至预设角度范围内;进而避免使用带驱动块、滑块的常规侧整结构。
附图说明
17.图1为本实用新型的加工模具的整体结构示意图。
18.图2为图1中a处局部放大后的结构示意图。
19.图3为图1中b处局部放大后的结构示意图。
20.图4为图1中c处局部放大后的结构示意图。
21.图5为图1中d处局部放大后的结构示意图。
22.图6为图1中e处局部放大后的结构示意图。
23.图7为图1中f处局部放大后的结构示意图。
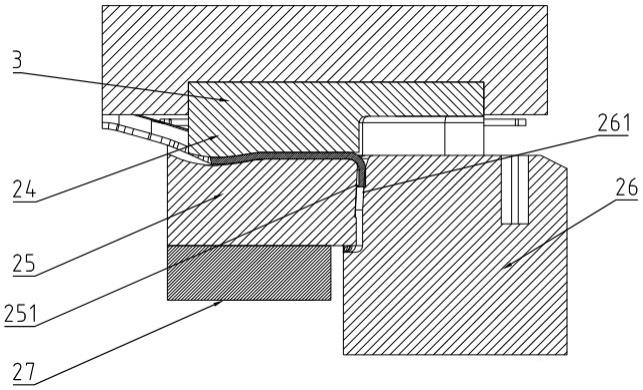
24.图8为本实用新型的侧整结构的结构示意图。
25.图9为图8中a处局部放大后的结构示意图。
26.图10为本实用新型的工件分离结构的结构示意图。
27.图11为本实用新型的加工模具对应的料带连续加工的工艺示意图,对应第一工步至第七工步。
28.图12为本实用新型的加工模具对应的料带连续加工的工艺示意图,对应第八工步至第十六工步。
29.图13为待加工的汽车前悬挂支架的第一视角的结构示意图,包括左、右制件。
30.图14为待加工的汽车前悬挂支架的第二视角的结构示意图,仅示出左制件。
具体实施方式
31.如图1~图10所示,一种汽车前悬挂支架的加工模具,包括侧整结构,侧整结构包括侧整脱料板镶件24、侧整下模活动镶件25和侧整下模固定镶件26,侧整脱料板镶件24安装于脱料板3下并位于侧整下模活动镶件25上方,侧整下模活动镶件25通过氮气弹簧安装于下模座2上,侧整下模活动镶件25通过导柱与下模座2导向配合并且下方通过墩死块27限位,墩死块27安装于下模座2上,侧整下模固定镶件26安装于下模座2上并位于侧整下模活动镶件25一侧,侧整下模活动镶件25和侧整下模固定镶件26相对的一侧设有与工件的前侧翻边配合的整形面。图中251、261分别为侧整下模活动镶件25和侧整下模固定镶件26配合的活动整形面、固定整形面,固定整形面261的上方依次连接有导向斜面262和倒角263,使得活动整形面和固定整形面的上方开口呈向外渐扩的结构,便于导入工件待侧整的前侧翻边p0,其中,图8、图9中的工件待侧整的前侧翻边p0为未侧整状态。
32.该加工模具包括上模座1和下模座2,上模座1和下模座2通过外导柱、外导套导向配合,上模座1下通过氮气弹簧弹性连接有脱料板3,脱料板3通过内导柱、内导套与上模座1导向配合并通过挂钩限位,下模座2上通过氮气弹簧弹性连接有浮料板4,浮料板4通过带限位功能的浮板导柱、浮板导套与下模座2导向配合;
33.上模座1和下模座2之间设有沿进料方向依次设置的冲引导孔结构、前道切边结构、第一成型结构、第一后道切边结构、第二成型结构、整形结构、第二后道切边结构、冲孔第三后道切边结构、工件分离结构和废料切断结构,整形结构和第二后道切边结构之间设置有侧整结构;
34.冲引导孔结构包括冲引导孔窗口板6、冲引导孔冲头5、冲引导孔凹模套8,冲引导孔窗口板6安装于脱料板3下,冲引导孔冲头5安装于上模座1下并能够向下贯穿脱料板3、冲
引导孔窗口板6,冲引导孔凹模套8通过下模垫脚7安装于下模座2上并与冲引导孔冲头5配合;
35.前道切边结构包括前道切边窗口板、前道切边冲头和前道切边刀口,前道切边窗口板安装于脱料板3下,前道切边冲头安装于上模座1下并能够向下贯穿脱料板3、前道切边窗口板,前道切边刀口安装于下模座2上并与前道切边冲头配合;前道切边结构包括结构相同的第一前道切边结构、第二前道切边结构和第三前道切边结构,三者仅相应前道切边冲头和前道切边刀口的分布位置不同,以第三前道切边结构结合附图进行说明,第三前道切边结构包括第三前道切边窗口板10、第三前道切边冲头9和第三前道切边刀口11,第三前道切边窗口板10安装于脱料板3下,第三前道切边冲头9安装于上模座1下并能够向下贯穿脱料板3、第三前道切边窗口板10,第三前道切边刀口11安装于下模座2上并与第三前道切边冲头9配合;
36.第一成型结构包括第一上模成型块、第一下模成型块,第一上模成型块安装于上模座1下并能够向下贯穿脱料板3,第一下模成型块安装于下模座2上并与第一上模成型块配合;
37.第一后道切边结构包括第一后道切边窗口板、第一后道切边冲头和第一后道切边刀口,第一后道切边窗口板安装于脱料板3下,第一后道切边冲头安装于上模座1下并能够向下贯穿脱料板3、第一后道切边窗口板,第一后道切边刀口安装于下模座2上并与第一后道切边冲头配合;第一后道切边结构未在图中示出,可参考前述第三前道切边结构;
38.第二成型结构包括第二成型窗口板14、第二成型冲头15和第二成型下模镶件16,第二成型窗口板14安装于脱料板3下,第二成型冲头15安装于上模座1下并能够向下穿过脱料板3、第二成型窗口板14,第二成型下模镶件16安装于下模座2上并与第二成型冲头15配合;17为第二成型下模靠跟,与第二成型冲头配合;
39.整形结构包括整形窗口板18、中间整形上模镶件19、侧部整形上模冲头21、中间整形下模镶件20、侧部整形下模镶件22和整形沉盘23,整形窗口板18、中间整形上模镶件19安装于脱料板3下,侧部整形上模冲头21安装于上模座1下并能够向下贯穿脱料板3,中间整形下模镶件20、侧部整形下模镶件22安装于整形沉盘23并与中间整形上模镶件19、侧部整形上模冲头21对应配合,整形沉盘23安装于下模座2上;
40.第二后道切边结构包括第二后道切边窗口板、第二后道切边冲头和第二后道切边刀口,第二后道切边窗口板安装于脱料板3下,第二后道切边冲头安装于上模座1下并能够向下贯穿脱料板3、第二后道切边窗口板,第二后道切边刀口安装于下模座2上并与第二后道切边冲头配合;
41.冲孔第三后道切边结构包括冲孔切边窗口板28、冲孔冲头29、第三后道切边冲头、冲孔凹模套30、第三后道切边刀口31、冲孔切边沉盘32,冲孔切边窗口板28安装于脱料板3下,冲孔冲头29、第三后道切边冲头安装于上模座1下并能够向下贯穿脱料板3、冲孔切边窗口板28,冲孔凹模套30安装于第三后道切边刀口31上并与冲孔冲头29配合,第三后道切边刀口31安装于冲孔切边沉盘32上并与第三后道切边冲头对应配合;
42.工件分离结构包括分离窗口板33、分离冲头34、分离刀口35和分离沉盘36,分离窗口板33安装于脱料板3下,分离冲头34安装于上模座1下并能够向下贯穿脱料板3、分离窗口板33,分离刀口35安装于分离沉盘36上并与分离冲头34配合,分离沉盘36安装于下模座2
上;
43.废料切断结构包括切断窗口板、切断冲头和切断刀口,切断窗口板安装于脱料板下,切断冲头安装于上模座下并能够向下贯穿脱料板、切断窗口板,切断刀口安装于下模座上并与切断冲头配合;废料切断结构未在图中示出,可参考工件分离结构,区别仅在于剪切部位不同,废料切断结构用于将废料(即中间连接带)切断成小段。
44.可根据设计需求,连续几个工步结构共用一个脱料板,也可以单个工步结构使用独立的脱料板,浮料板亦是如此。
45.使用本实用新型的加工模具对汽车前悬挂支架加工,其上模座和下模座合模一次,可以同时完成十三个工步,如图11、图12所示:
46.第一工步(stag 1#):冲引导孔结构的冲引导孔冲头和冲引导孔凹模套配合于料带上冲出引导孔;
47.第二工步~第四工步(stag 2#~4#):第一前道切边结构、第二前道切边结构和第三前道切边结构的各前道切边冲头和前道切边刀口配合,于料带上剪切形成和工件展开时基本匹配的料板形状;
48.第五工步(stag 5#):第一成型结构的第一上模成型块和第一下模成型块配合对料板进行成型操作,形成工件基本外形;
49.第六工步(stag 6#):第一后道切边结构未在图中示出,可参考前述第三前道切边结构,第一后道切边结构的第一后道切边冲头和第一后道切边刀口配合,于料板上切除工件邻接中间连接带一侧的废料;
50.第七工步(stag 7#):第二成型结构第二成型冲头与第二成型镶件配合,于料板上成型工件的前侧翻边以及背离中间连接带一侧的局部翻边;
51.第九工步(stag 9#):整形结构的侧部整形上模冲头与侧部整形下模镶件配合,将料板对应工件后侧以及背离中间连接带一侧的边缘部位进行整形操作,中间整形上模镶件与中间整形下模镶件配合对工件后续冲孔部位进行整形操作;
52.第十工步(stag 10#):侧整结构的侧整脱料板镶件先与侧整下模活动镶件配合压住料板,然后继续下行,工件待加工的前侧翻边在侧整下模固定镶件的固定整形面的作用下向内侧挤压,直至与固定整形面配合完成侧整形;
53.第十二工步(stag 12#):第二后道切边结构的第二后道切边冲头和第二后道切边刀口配合,于工件邻接的中间连接带上切除其中一个工件的部分废料;
54.第十三工步(stag 13#):冲孔第三后道切边结构的冲孔冲头和冲孔凹模套配合,于料板上冲出工件的待加工孔位,第三后道切边冲头和第三后道切边刀口配合,于工件邻接的中间连接带上切除剩余一个工件的部分废料以及于料板上切除工件背离中间连接带一侧的废料;
55.第十五工步(stag 15#):工件分离结构的分离冲头和分离刀口配合,于工件邻接的中间连接带上切除剩余废料,使得工件从中间连接带上分离下来。
56.第十六工步(stag 15#):废料切断结构的切断冲头和切断刀口配合,将中间连接带切断呈小段。
57.其中,第八工步(stag 8#)、第十一工步(stag 11#)、第十四工步(stag 14#)均为空步。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1