一种自动上料装置及红冲机床的制作方法
1.本实用新型属于机床技术领域,特指一种自动上料装置及含有该种装置的红冲机床。
背景技术:
[0002]“红冲”实际上是一种热挤压工艺,红冲机床指的是采用该红冲工艺用于加工零部件的机床。目前红冲机床的智能化程度还不够高,没有办法实现从上料到最后落料的全过程的自动化。例如,中国专利,专利号为202020587156.5,专利名称为一种用于热锻红冲机床的安全防护机构,其公开了一种自动防护机构;中国专利,专利号为2012105486981,专利名称为一种红冲模具打料装置,其具体公开了一种自动打料脱料的装置;又如,中国专利,专利号为2014201004607,专利名称为红冲冲床的自动送料装置,其具体公开了一种送料装置。上述专利仅在局部形成部分自动化,没有做到全流程的自动化。
[0003]
其中,特别在自动上料环节,是整个红冲机床加工的第一步,如果这一步没有办法实现自动化则会导致整个红冲机床无法实现自动化。
技术实现要素:
[0004]
本实用新型的目的是提供一种自动上料装置及含有该种装置的红冲机床。
[0005]
本实用新型的目的是这样实现的:一种自动上料装置,包括有:
[0006]
储料机构,其用于承载和限制原料移动;
[0007]
上料提升机构,其位于储料机构的下侧;其具有提升动力构件和在提升动力构件动作下驱动的顶出构件;第一上料轨道,用于承接原料且与所述升温通道相对应;以及
[0008]
引导机构,其具有第一上料引导斜面,第一上料引导斜面引导方向与所述第一上料轨道所处位置相对应。
[0009]
优选地,所述引导机构还包括有第二上料引导斜面,其可滑动配置在第一上料引导斜面的一侧;所述自动上料装置至少还具有第二上料轨道,其位于第一上料轨道一侧;
[0010]
第二上料引导斜面引导方向与所述第二上料轨道所处位置相对应,原料依次经第一上料引导斜面和第二上料引导斜面进入到所述第二上料轨道内。
[0011]
优选地,所述引导机构具有若干个纵向布置的第一引导板,所述第一上料引导斜面位于第一引导板的上表面。
[0012]
优选地,所述引导机构包括有若干个纵向布置的可滑动的第二引导板,所述第二上料引导斜面位于所述第二引导板的上端面;
[0013]
其中,所述第二上料引导斜面的最高点要低于所述第一上料引导斜面的最高点;且,所述第二上料引导斜面的最低点要低于所述第一上料轨道的最高点,使得第二上料引导斜面在引导原料时能至少部分位于第一上料轨道的上侧,进而使得原料能进入到第二上料轨道上。
[0014]
优选地,所述引导机构还包括有第二上料安装板,第二上料安装板的下端配置有
第二上料动力组件,第二上料动力组件用于驱动第二上料安装板的移动;且,所述第二引导板安装在第二上料安装板上。
[0015]
优选地,所述顶出构件至少具有:
[0016]
上料顶杆,其在提升动力构件作用下至少部分伸出所述储料机构;
[0017]
上料支架,其具有用于连接上料顶杆的纵向上料连接部和用于连接提升动力构件的横向上料连接部;其中,所述横向上料连接部的下端与所述提升动力构件连接。
[0018]
优选地,所述顶出构件还包括有顶出导向组件,其至少包括有顶出滑轨和与之适配的顶出滑块;所述纵向上料连接部与所述顶出滑块固定连接;
[0019]
所述上料顶杆的上端面是倾斜向下的下倾斜顶料面。
[0020]
优选地,所述上料提升机构包括有若干个竖向支撑柱,前后两个竖向支撑柱之间配置有纵向连接板,所述顶出滑轨配置在所述纵向连接板上。
[0021]
优选地,所述储料机构,其至少具有倾斜向下的下储料限位板,和用于阻碍原料继续移动的竖向限位板;
[0022]
所述顶出构件在提升动力构件的作用下至少部分伸出所述下储料限位板;
[0023]
所述下储料限位板上均布若干个储料支撑轨道,储料支撑轨道与竖向限位板之间具有与原料尺寸适配的顶料凹槽。
[0024]
一种红冲机床,包括上述任一项所述的自动上料装置,还包括有:
[0025]
机床主体,其至少具有主控制系统;
[0026]
自动加热装置,用于加热升温通道内的原料,其至少具有自动输送机构和升温通道,用于驱动原料在加热升温通道内移动;自动切料装置,用于切割原料;
[0027]
自动送料装置,用于夹取自动切料装置切下来的原料并输送至冲压工位;
[0028]
自动冲压装置,用于红冲原料;以及
[0029]
自动落料装置,用于承接由所述自动冲压装置加工的零件并集中收纳。
[0030]
本实用新型相比现有技术突出且有益的技术效果是:
[0031]
本实用新型可以实现从上料到下料的全流程的自动化,只需要在开始上料前备好足够的原料,以及零部件加工好后收集整理即可。本实用新型的自动上料装置能够满足两个上料轨道的用料需求。而且原料可以根据需求进入到任意一个上料轨道。本实用新型的自动加热装置,相较于现有技术具有更多的氧气进气量,燃料燃烧更加充分。本实用新型的自动切料装置能够根据实际翻转原料段的角度,方便夹头夹取。本实用新型的自动落料装置能够自动承接已经加工好的原料,并自动的运输到集料处,完成整个红冲机床的加工流程。
附图说明
[0032]
图1是本实用新型中红冲机床的结构简图;
[0033]
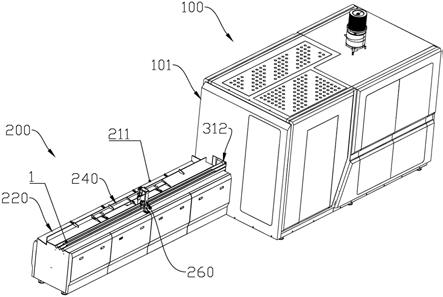
图2是自动上料装置的结构示意图;
[0034]
图3是图2隐藏了上料装置外壳组件之后的结构简图之一;
[0035]
图4是图3中a处的局部放大图;
[0036]
图5是图3中b处的局部放大图;
[0037]
图6是图2隐藏了上料装置外壳组件之后的结构简图之一;
[0038]
图7是图6中c处的局部放大图;
[0039]
图8是图1中隐藏了自动上料装置之后的结构示意图;
[0040]
图9是图8中隐藏了机床外壳机构之后的结构示意图之一;
[0041]
图10是图9中d处的局部放大图;
[0042]
图11是腔室隔热板和隔热墙的爆炸图;
[0043]
图12是燃气输入管路的结构示意图;
[0044]
图13是空气输入管路的结构示意图;
[0045]
图14是图8中隐藏了机床外壳机构之后的结构示意图之二;
[0046]
图15是自动切料装置的部分结构的结构示意图;
[0047]
图16是翻台机构的结构示意图;
[0048]
图17是翻台机构的局部爆炸图;
[0049]
图18是自动送料装置的结构示意图;
[0050]
图19是图8中隐藏了部分机床外壳机构之后的结构示意图;
[0051]
图20是图19中e处的局部放大图;
[0052]
图21是自动落料装置的结构示意图;
[0053]
图22是自动落料装置的局部爆炸图。
[0054]
图中:1-原料;2-原料段;100-机床主体;101-机床外壳机构;
[0055]
200-自动上料装置;201-上料装置外壳组件;210-上料提升机构;212-提升动力构件; 213-顶出构件;214-上料顶杆;2141-下倾斜顶料面;215-上料支架;216-纵向上料连接部; 217-横向上料连接部;218-顶出导向组件;2181-顶出滑轨;2182-顶出滑块;219-竖向支撑柱;2191-纵向连接板;220-储料机构;221-下储料限位板;222-竖向限位板;223-储料支撑轨道;230-第一上料轨道;240-引导机构;241-第一上料引导斜面;242-第二上料引导斜面;243-第一引导板;244-第二引导板;245-第二上料安装板;246-第二上料动力组件;250
‑ꢀ
第二上料轨道;260-上料感应座;261-上料感应探头;
[0056]
300-自动加热装置;310-加热装置主体;311-燃烧腔室;312-升温通道;313-腔室隔热板;314-第二感应孔位;315-隔热墙;3151-第一感应孔位;3152-外围隔热板;320-燃料输送机构;321-空气输入管路;322-燃气输入管路;3211-风机;3212-第一进气管;3213
‑ꢀ
第二进气管;3214-第一进气支管;3215-第一进气主管;3216-燃气输入接口;3217-第二进气分流管;3218-第二进气主管;3221-燃气输入主管;3222-第一燃气输入支管;3223-第一减压阀;3224-电磁阀;3225-燃气输出接口;3226-第二燃气输入支管;
[0057]
400-自动切料装置;401-接料滑动装置;402-纵向接料滑轨;403-横向接料滑轨;410
‑ꢀ
切刀机构;411-上刀组件;412-下刀组件;413-切刀感应探头;420-接料机构;421-接料台;422-接料口;423-上接料板;424-接料卡块;425-下接料条;426-接料连杆;430-控料组件; 431-控料感应探头;433-控料探头安装架;434-控料驱动构件;440-翻台机构;441-翻台台板;442-转动齿轮部;450-翻台转动座;451-翻台转轴;460-翻台驱动组件;461-转动齿条; 462-齿条驱动件;470-切料顶料机构;471-切料顶杆;472-顶料动力源;
[0058]
500-自动送料装置;510-送料夹头;511-送料夹块;512-送料驱动组件;520-有纵向输送组件;521-纵向轨道构件;522-纵向连接构件;530-横向输送组件;531-横向轨道构件; 532-横向连接构件;540-送料安装柱;550-送料滑动平台;560-接近开关;600-自动冲
压装置;700-自动落料装置;710-顶料提升机构;711-顶杆夹料组件;712-顶杆提升组件;713
‑ꢀ
顶料底座;714-顶杆提升座;715-收料顶杆;716-顶杆导套;717-顶杆导座;720-落料承接机构;721-导向罩;722-引导部分;723-防护部分;730-落料盘;731-倾斜承接区;732
‑ꢀ
落料口;740-落料驱动构件;750-落料输送机构;751-落料输送舱;752-传送组件;753
‑ꢀ
输送舱进口;754-输送舱出口;756-传送电机构件;757-电机。
具体实施方式
[0059]
下面以具体实施例对本实用新型做进一步描述。
[0060]
【实施例一】
[0061]
如图1-22所示,一种红冲机床,用于加热、红冲原料1并得到零件。此处所指的红冲是指红冲工艺。在本实施例中,该红冲机床在加工零件时,主要包括如下几个工艺步骤:第一,需要人工将原料1放置对方在一个料架中,由自动上料装置200的上料提升机构210,将原料1引导至上料轨道中,并驱动原料1进入升温通道312。然后通过自动加热装置300 加热把升温通道312内的原料1加热至符合红冲工艺的状态,同时自动加热装置300还至少具有自动输送机构,用于驱动原料1在加热升温通道312内移动。加热完成后,由自动切料装置400切割原料1,在本实施例中,原料1以长条状的铜棒作为例子,具体可以看图1、图2和图3中加粗的部分,切割是将长条状的铜棒切割成若干段小铜段;切割下来的原料1 会由自动送料装置500来夹取自动切料装置400切下来的原料1并输送至冲压工位;并通过自动冲压装置600红冲原料1;最后由自动落料装置700承接来自自动冲压装置600已加工的零件,并集中收纳。接下来通过具体说明各个装置的结构,具体说明本实施例所述的红冲机床的技术方案。除了上述功能部件之外,本实施例所述的红冲机床,还具有机床主体100,其至少具有主控制系统,控制系统用于对各种电信号进行控制和分析。同时所述的机床主体 100还具有一些钣金件,是机床外壳机构101。
[0062]
【自动上料装置200】
[0063]
从图2-7中可以看出,所述自动上料装置200所述至少具有:
[0064]
储料机构220,用于承载和限制原料1移动;上料提升机构210,其位于储料机构220 的下侧;其具有提升动力构件212和在提升动力构件212动作下驱动的顶出构件213;
[0065]
第一上料轨道230和第二上料轨道250,两个上料轨道都用于承接原料1且与所述升温通道312相对应;且呈相互水平布置。在本实施例中,图2是图1隐藏了上部分之后的结构简图,同时也是自动上料装置200的结构简图;另外图3和图6是图2隐藏了上料装置外壳组件201之后的结构示意图,用于具体查看里面的结构。从图2和图3中可以看出,原料1 是一个圆柱形长条状的棒子。同时所述储料机构220至少具有倾斜向下的下储料限位板221,和用于阻碍原料1继续移动的竖向限位板222;所述下储料限位板221上均布若干个储料支撑轨道223,储料支撑轨道223与竖向限位板222之间具有与原料1尺寸适配的顶料凹槽。
[0066]
因此在本实施例中,通过倾斜向下的下储料限位板221可以引导原料1朝竖向限位板 222方向移动,也能增加储料机构220的储料能力。在本实施例中,同时顶料凹槽的设计能够让仅一根原料1在经过储料支撑轨道223后落入顶料凹槽。然后所述顶出构件213在提升动力构件212的作用下通过伸出所述下储料限位板221实现将原料1顶起,继而进入到上料轨道中。接下来具体说明顶出构件213的结构。如图3-7所示,所述顶出构件213至少具有:
[0067]
上料顶杆214,其在提升动力构件212作用下至少部分伸出所述储料机构220;而且在本实施例中,所述上料顶杆214的上端面是倾斜向下的下倾斜顶料面2141。具体的说,下倾斜顶料面2141是朝竖向限位板222一侧倾斜,这样既能够分离出一根原料1,又可以借助竖向限位板222防止原料1脱离上料顶杆214。需要指出的是,在本实施例中,上料顶杆 214的数量可以根据实际调整,如在本实施例中,上料顶杆214是有三个,分别用于顶住原料1的两端和原料1的中部。
[0068]
如图3-7所示,所述顶出构件213还具有上料支架215,其具有用于连接上料顶杆214 的纵向上料连接部216和用于连接提升动力构件212的横向上料连接部217。而且,所述横向上料连接部217的下端与所述提升动力构件212连接。在本实施例中,提升动力构件212 采用气缸或者油缸。
[0069]
如图3-7所示,所述顶出构件213还包括有顶出导向组件218,其至少包括有顶出滑轨 2181和与之适配的顶出滑块2182;所述纵向上料连接部216与所述顶出滑块2182固定连接;从而当提升动力构件212作用在上料支架215的横向上料连接部217时,上料支架215能够按照顶出滑轨2181的轨迹滑动,使得上料顶杆214顶出的路径更加稳定更加精准。
[0070]
同时为了让自动上料装置200更加稳定,所述上料提升机构210包括有若干个竖向支撑柱219,竖向支撑柱219用于承受竖向重力。而且如图3-7所示,前后两个竖向支撑柱219 之间配置有纵向连接板2191,所述顶出滑轨2181配置在所述纵向连接板2191上。纵向连接板2191一方面可以承受竖向重力,还可以起到连接顶出滑轨2181的作用,让整个结构更加稳定。接下来具体说明引导机构240的结构。
[0071]
如图7所示,引导机构240具有若干个纵向布置的第一引导板243,所述第一引导板243 的上表面具有第一上料引导斜面241,第一上料引导斜面241引导方向与所述第一上料轨道 230所处位置相对应。也就是说,第一上料引导斜面241的目的就是为了让原料1滚入到第一上料轨道230内。在实际使用中,为了增加生产效率,如图7所示,所述引导机构240 包括有若干个纵向布置的可滑动的第二引导板244,第二引导板244的上端面配置有所述第二上料引导斜面242,第二上料引导斜面242引导方向与所述第二上料轨道250所处位置相对应,即第二上料引导斜面242的引导方向是往所述第二上料轨道250去的。
[0072]
其中,所述第二上料引导斜面242的最高点要低于所述第一上料引导斜面241的最高点;且,所述第二上料引导斜面242的最低点要低于所述第一上料轨道230的最高点,使得第二上料引导斜面242在引导原料1时能至少部分位于第一上料轨道230的上侧,进而使得原料 1能进入到第二上料轨道250上。同时,所述引导机构240还包括有第二上料安装板245,第二上料安装板245的下端配置有第二上料动力组件246,第二上料动力组件246用于驱动第二上料安装板245的移动;所述第二引导板244安装在第二上料安装板245上。因此第二上料引导斜面242可滑动配置在第一上料引导斜面241的一侧;从而能够让原料1依次经第一上料引导斜面241和第二上料引导斜面242进入到所述第二上料轨道250内。
[0073]
在本实施例中,为了进一步准确的控制上料的时机,还设置了一个上料感应座260,上料感应座260里面分别针对两个上料轨道配置了一个上料感应探头261,用于判断当前上料轨道内是否有原料1。另外如图3和图6所示,上料感应探头261有两个,其中与第一上料轨道230对应的上料感应探头261是可伸缩的,防止上料感应探头261与原料1发生碰撞。
[0074]
故实际使用中,上料感应探头261感应上料轨道内的情况。如果缺少,则顶出构件
213 作用将一根原料1顶出。此时根据哪个上料轨道已经没有原料1,如果是第一上料轨道230 缺少原料1,则顶出构件213顶出后,原料1经第一上料引导斜面241,流向第一上料轨道 230。如果是第二上料轨道250缺少原料1,则在顶出构件213顶出后,第二上料动力组件 246驱动第二上料安装板245移动,继而带动第二引导板244朝第二上料轨道250方向移动,最终原料1经第二上料引导斜面242,流向第二上料轨道250。
[0075]
【自动加热装置300】
[0076]
原料1在经过自动上料装置200之后,就会进入到自动加热装置300,原料1在自动加热装置300内被加热。接下来具体介绍自动加热装置300的结构。
[0077]
如图9-13所示,所述自动加热装置300包括有:
[0078]
加热装置主体310,其具有燃烧腔室311,燃烧腔室311内具有升温通道312,原料1 在升温通道312内升温;自动输送机构,用于驱动原料1在加热升温通道312内移动;以及
[0079]
若干个燃料输送机构320,其至少具有空气输入管路321和燃气输入管路322。
[0080]
也就是说,在本实施例中,燃料输送机构320负责输送燃料在燃烧腔室311内燃烧,从而实现加热原料1的作用。接下来具体介绍各部分的结构:
[0081]
如图9-11所示,所述燃烧腔室311具有腔室隔热板313,其位于燃烧腔室311的外侧;所述腔室隔热板313上成型有第二感应孔位314;同时,所述加热装置主体310还具有若干个隔热墙315和红外测温装置;如图11所示,隔热墙315呈拱形,在实际使用中,可以采用耐火砖作为隔热墙315的材料。所述隔热墙315上成型有第一感应孔位3151,第一感应孔位3151与所述第二感应孔位314相对应,相对应的含义或者效果是能使得红外测温装置能将红外线依次经第一感应孔位3151和第二感应孔位314发射至燃烧腔室311内用于测量燃烧腔室311内温度。这样能够实时的测量燃烧腔室311内温度,更加有利于控制温度,保证达到工艺要求。在实际使用中,所述隔热墙315包括有若干个纵向布置的外围隔热板3152,外围隔热板3152通过拼接形成隔热墙315。而且如图11所示,所述第一感应孔位3151至少部分成型在外围隔热板3152的一侧,也就是说两个外围隔热板3152拼接后形成一个第一感应孔位3151,这样能够降低外围隔热板3152制造的难度。
[0082]
再介绍燃料输送机构320的相关结构:所述空气输入管路321包括有:风机3211,用于吸入空气;第一进气管3212,其一端与所述燃气输入管路322连通并汇入燃烧腔室311 内,其另一端与风机3211连接;以及,第二进气管3213,其一端与燃烧腔室311直接导通,其另一端与风机3211连接。也就是说,为了保证最大程度的燃烧燃气,在传统燃气和空气混合输送入燃烧腔室311之外,另外还再增加一根输送空气的第二进气管3213从而能够增加热量,确保充分燃烧,提高温度,降低能耗。接下来具体说明第一进气管3212的管路构成。如图12-13所示,所述第一进气管3212包括有至少两个第一进气支管3214和一个第一进气主管3215;其中,第一进气主管3215在其径向方向配置有燃气输入接口3216,燃气输入接口3216与所述燃气输入管路322连通;
[0083]
其中,两个所述第一进气支管3214同时与第一进气主管3215的一端连通。而且所述第二进气管3213包括有至少两个第二进气分流管3217和一个第二进气主管3218。
[0084]
也就是说在实际使用中,风机3211的分首先会经过一个三通管,三通管除了连接风机 3211的一端之外,另外两端分别连接,第一进气主管3215和第二进气主管3218。其中,第一进气主管3215由于还要跟燃气混合,所以第一进气主管3215在其径向方向配置了燃气
输入接口3216。然后混合好的气体从第一进气支管3214排向燃烧腔室311。此时第一进气支管3214的数量可以根据实际情况调整。
[0085]
另一侧,第二进气主管3218的另一端分别通过三通管连着两个第二进气分流管3217,第二进气分流管3217的数量也是可以根据实际调整。对应三通管也可以改成是四通管或者其他。接下来具体介绍燃气输入管路322的管路结构,所述燃气输入管路322按照燃气经过的顺序来看,其至少具有:最先经过的燃气输入主管3221,其用于外接供气管路;
[0086]
然后是若干个第一燃气输入支管3222,其与所述燃气输入主管3221连通;
[0087]
接着是第一减压阀3223,其与所述第一燃气输入支管3222连通,用于降低气压,使得方便控制,更加安全;
[0088]
然后是电磁阀3224,其与所述第一减压阀3223连通,用于控制燃气输入管路322的打开和关闭;此处的电磁阀3224是与主控制系统连接,实现自动控制。以及
[0089]
燃气输出接口3225,用于与空气输入管路321中的空气混合排向燃烧腔室311,具体的说,燃气输出接口3225是会接入到燃气输入接口3216,从而形成完整的管路。
[0090]
在实际使用中,为了保持燃烧腔室311内的温度和确保机床设备能够尽快进入工作状态,同时也是为了确保加热装置随时处于能够工作的状态,在本实施例中,所述燃气输入管路322至少具有若干个第二燃气输入支管3226,第二燃气输入支管3226还依次连接有第二减压阀、点火高压线和点火单元。
[0091]
在日常使用中,即便是第一燃气输入支管3222关闭了不再通气,但是在第二燃气输入支管3226处还是能通燃气,持续的给燃烧腔室311提供热量。同时为了减少能耗,第二燃气输入支管3226中燃气压强比较低,第二减压阀需要将燃气保持在一个比较低的状态运行,这样能够保持一个小火苗的燃烧状态。点火高压线和点火单元则是用于实现点火,而且是脱离燃气输入主管3221及对应配套燃料输送机构320之外独立的点火装置。
[0092]
另外关于燃烧腔室311,在本实施例中,可以参考中国专利,专利号为2019112335691。其具体公开了一种红冲加热炉,属于红冲加工技术领域,它解决了现有的红冲加热炉其加热效果差的问题。作为本实施例中,燃烧腔室311的具体实施方案。当然初次之外,还有其他的方案,这里不一一赘述。
[0093]
【自动切料装置400】
[0094]
原料1在经过被加热之后,就会被自动切料装置400切割成若干个原料段2,然后以这个原料段2为基础进行自动加工,从而得到最终的产品。
[0095]
接下来具体介绍自动切料装置400的结构。如图14-15所示,其包括有:
[0096]
切刀机构410,用于切割原料1;其至少具有上刀组件411和下刀组件412,下刀组件 412与所述升温通道312相对应;而且在本实施例中,上刀组件411是动刀,下刀组件412 是定刀。即,实际切割中,以上刀组件411下移作为主要切割力来源。同时在上刀组件411 的一侧还具有一个切刀感应探头413,这个探头的作用是感应切刀的状态和是否有进行切料。自动切料装置400还包括有接料机构42,用于承接已切割的原料1;
[0097]
其中,如图15-17所示,所述接料机构42至少具有接料台421,其至少部分位于切刀机构410的下侧,这样是为了方便承接切割下来的原料1。
[0098]
所述接料机构42还包括有控料组件430,控料组件430用于控制物料的长短。在实际使用中,为了零件加工的一致性,必然要保证切割出来的每个原料段2的长度都在合理的
区间内,这样就对切割实际或者自动输送机构输送的时机有较高的要求。而控料机构的作用就在于能够通过控制自动输送机构输送原料1的时机来实现控制切割出来的原料段2的长度。
[0099]
如图16所示,所述控料组件430至少具有:控料控料感应探头431,其与升温通道312 相对应;以及,控料开关构件,其分别与控料感应探头431和自动输送机构电性连接;使得所述控料感应探头431在接触后原料1,控料开关构件控制自动输送机构停止送料。同时控料开关构件包括一个继电器和一个plc控制器。
[0100]
具体工作过程是:控料感应探头431需要具备导电的能力,实际可以是一个金属细杆,然后在控料感应探头431的后端接一根导线,导线再连接一个继电器,继电器再连接控制的 plc。对应的在实际使用中,为了实现电路的导通,在机床上要接一个24v的负极并实现机床与原料1之间的电性连接,对应控料感应探头431和导向是正极;然后利用控料感应探头 431碰到原料1的瞬间,导通电路并使得继电器吸合并给plc信号,最终实现自动输送机构停止送料。
[0101]
机床上要接通的电压是安全电压,24v仅仅是其中一种方案;而且所接的电路在控料感应探头431没有碰到原料1之前是断开的。因此在控料感应探头431及导线的位置还会特地设置一个绝缘座,用于防止电路意外被接通。借助原料1是金属的现状,并利用其导电能力作为信号源。这样就可以非常准确的控制自动输送机构输送的时机。当然作为其他备选的方案,控料感应探头431还可以是温度控料感应探头431,在靠近原料1的过程中,感应到温度达到设定值就控制自动输送机构停止送料;或者行程开关,在靠近原料1的过程中,碰到原料1时即可发信号。控料开关构件在本实施例中采用plc控制器,在控料感应探头431 碰到原料1的瞬间发信号至自动输送机构并控制其停止送料。
[0102]
对应的为了减少意外事故发生,也为了留出供自动送料装置500移动的空间,因此在本实施例中,控料感应探头431是在移动中触碰到原料1。对应的所述控料组件430还具有:
[0103]
控料探头安装架433,控料感应探头431安装在所述控料探头安装架433上;以及
[0104]
控料驱动构件434,控料探头安装架433安装在控料驱动构件434上,用于驱动控料感应探头431移动。控料驱动构件434可以选择用气缸来实现。以上具体介绍从切料的原理和切料时机的控制原理。在实际使用中,还要考虑原料1切下来之后如何实现与自动送料装置 500的衔接,使得原料1能够被送到自动冲压装置600处。
[0105]
在本实施例中,所述接料台421至少具有:接料口422,其与所述升温通道312的出口相对应,使得原料1在被切割后至少部分伸入到接料口422内;
[0106]
所述自动切料装置400还包括有:
[0107]
翻台机构440,其用于驱动接料台421转动,使得原料1由水平状态转变为竖直状态;
[0108]
具体的说,如图16所示,是接料台421在已经接到原料1并经过翻台机构440转动之后的状态。在此之前,接料台421是竖直的状态,接料口422的位置要能以原料1经升温通道312后能够进入到接料口422为准。
[0109]
而对应的如果原料段2的轴线以水平的方式放置不利于自动送料装置500的送料夹头 510夹取,为此可以通过将原料段2转成竖直的状态,用于方便夹取。为了实现上述目
的,在本实施例中,所述翻台机构440包括有:
[0110]
翻台台板441,其与所述接料台421连接,进一步的是位于接料台421的下侧;而且在本实施例中,翻台台板441的下端部还一体成型有转动齿轮部442;以及
[0111]
翻台动力构件,其用于驱动翻台台板441转动。因此当翻台台板441在翻台动力构件的作用下能够驱动接料台421转动。
[0112]
而所述翻台动力构件具有:翻台转动座450,其具有翻台转轴451,翻台转轴451穿设在转动齿轮部442内,使得转动齿轮部442绕所述翻台转轴451转动;以及
[0113]
翻台驱动组件460,其具有转动齿条461,和驱动转动齿条461移动的齿条驱动件462;转动齿条461与所述转动齿轮部442至少部分啮合。
[0114]
在本实施例中,齿条驱动件462可以是气缸,气缸的推动杆推动转动齿条461移动,继而转动齿轮在转动齿条461的带动下转动。继而翻台台板441转动,最终实现接料板的转动。
[0115]
为了更加方便的夹取原料段2,所述自动切料装置400还包括有:
[0116]
切料顶料机构470,位于所述接料台421的下侧;其至少具有切料顶杆471,以及用于推动切料顶杆471朝接料台421顶出的顶料动力源472。这样在送料夹头510夹取原料段2 的时候,切料顶杆471可以顶出,方便夹取。
[0117]
接下来具体说明接料台421的结构,如图17所示,所述接料台421具有:
[0118]
上接料板423,其具有所述接料口422;
[0119]
接料卡块424,其配置在所述接料口422内用于引导原料1;以及
[0120]
下接料条425,接料卡块424至少部分抵靠在所述下接料条425上。
[0121]
这样一方面能够将原料1夹取的更紧,而且在原料1直径不同时,只需要更换接料卡块 424的内径尺寸即可,这样更方便。接料卡块424抵靠在所述下接料条425,这样能够保证在转动过程中不会晃动,更加稳定。
[0122]
因此,如图17所示,所述接料口422至少有两个,且每个所述接料口422内配置有两个接料卡块424,两个所述接料卡块424相对设置;同时为了进一步增加稳定性,所述接料台421还具有接料连杆426,其至少同时穿过两个所述接料卡块424。这样就能确保在接料台421转动过程中,接料卡块424移动的同步性。
[0123]
【自动送料装置500】
[0124]
原料1在经过切料装置切割并摆放到合适的角度之后,由自动送料装置500夹取原料1 并运送至自动冲压装置600。接下来具体说明自动冲压装置600的结构。
[0125]
如图18所示,所述自动送料装置500至少具有:
[0126]
送料夹头510,其具有至少两个可相对移动的送料夹块511和用于驱动送料夹块511移动的送料驱动组件512;送料驱动组件512可以采用手指气缸来实现,送料驱动组件512与送料夹头510通过紧固件连接。
[0127]
自动送料装置500还具有送料输送机构,其至少具有纵向输送组件520和横向输送组件 530;以及,送料安装柱540,其与所述纵向输送组件连接。
[0128]
如图18所示,在本实施例中,送料安装柱540是纵向布置,从而能够更加稳定。同时其中,所述纵向输送组件至少具有:
[0129]
纵向轨道构件521,其与所述送料安装柱540连接,从而提供纵向连接的轨迹;以
及,纵向连接构件522,其与所述纵向轨道构件521连接;特别是在本实施例中,纵向连接构件 522在本实施例包括有两块板,其中一块板主要用于连接纵向轨道构件521,另一块板主要用于连接横向输送组件530。
[0130]
其中,所述横向输送组件530至少具有:
[0131]
横向轨道构件531,其与所述纵向连接构件522连接,具体的是跟纵向连接构件522连接;以及,还包括有横向连接构件532,其分别与横向轨道构件531和送料夹头510连接。
[0132]
同时在纵向轨道构件521上端和下端还分别设置有接近开关560,用于限制纵向连接构件522。另外的,送料安装柱540的下端还会设置一个送料滑动平台550,这样的设计能够让送料夹头510在一个立体的范围运输原料段2。
[0133]
如图18所示,在该图中,在送料滑动平台550的下方还具有一套接料滑动装置401,其至少包括了两个纵向接料滑轨402和一个横向接料滑轨403,两者的配合的作用或者说接料滑动装置401的作用是带动整个接料机构420的运动,运动到与切刀机构相对应的位置,这样能够顺利的接料,而且还能错开控料组件430和自动送料装置500的位置。
[0134]
【自动冲压装置600】
[0135]
冲压装置用于通过红冲的方式来实现对零件的加工。具体结构可以参考中国专利,专利号为201911233643x,其公开了一种红冲机冲压装置,属于红冲加工技术领域,其解决了现有的冲压装置其成品质量不好的问题。
[0136]
【自动落料装置700】
[0137]
在通过自动送料装置500从接料盘中夹取到原料段2,并输送到自动冲压装置600,并由自动冲压装置600通过冲压形成零部件之后,就需要通过自动落料装置700来将加工好的零件收集起来。接下来具体介绍自动落料装置700的功能原理。
[0138]
如图19-22所示,所述自动落料装置700包括有顶料提升机构710和落料承接机构;顶料提升机构710用于将已经加工好的零件,通过从两边顶住的方式进行固定,然后继续顶紧再提升,从而让零件脱离自动冲压装置600的加工工位。再然后利用落料承接机构接住零件并输送至集料处。本实施例所述的集料处是指一个集中收集已经加工好的零件的地方。这个地方可以就是一块空地,可以是一个放在空地上的料框或者其他能够放置零件的容纳工具。
[0139]
接下来具体介绍顶料提升机构710的结构。其至少具有:
[0140]
顶杆夹料组件711,其可滑动的配置在所述自动冲压装置600的两侧;以及
[0141]
顶杆提升组件712,用于同时带动顶杆夹料组件711、所述落料盘730和落料驱动构件 740提升。具体的说,所述顶杆提升组件712至少具有:
[0142]
顶料底座713,所述落料承接机构的落料盘730和落料驱动构件740均配置在所述顶料底座713上;
[0143]
顶杆提升座714,其下端也配置在顶料底座713上,且顶杆夹料组件711安装在其上端。
[0144]
也就是说,在本实施例中,顶杆夹料组件711包括有相对设置的两个收料顶杆715,收料顶杆在气缸或者液压缸的驱动下夹紧水平放置的零件;在收料顶杆715的端部还设置有顶杆导套716;顶杆导套716外面是顶杆导座717,这样设计的目的是限定收料顶杆715的移动位置,这样能够让收料顶杆715的伸缩更加顺畅;然后在顶杆提升组件712的作用下,使
得顶杆夹料组件711、所述落料盘730和落料驱动构件740同步提升,提升的高度以超过自动冲压装置600的加工工位为准。同时在本实施例中,顶杆夹料组件711的高度要高于落料承接机构。这是因为在本实施例中,所述落料承接机构至少具有:
[0145]
落料盘730,其至少具有倾斜承接区731和落料口732,倾斜承接区731用于承接零件并引导零件流向落料口732;
[0146]
落料驱动构件740,其与所述落料盘730连接并驱动落料盘730移动。
[0147]
因此在落料盘730和落料驱动构件740被提升后,此时落料驱动构件740驱动落料盘 730朝顶杆夹料组件711一侧滑动,待滑动到设定位置之后,顶杆夹料组件711松开零件,然后零件借助重力自然落体进入到落料盘730内。
[0148]
接下来具体介绍落料盘730的结构。所述落料盘730,其至少具有倾斜承接区731和落料口732,倾斜承接区731用于承接零件并引导零件流向落料口732;在本实施例中,倾斜承接区731是一个倾斜的有底面的区域。
[0149]
零件在落入到落料盘730之后,还需要输送到集料处,接下来具体介绍相关结构。所述自动落料装置700至少具有落料输送机构750,用于承接来自落料口732的零件并输送至集料处;其中,所述落料输送机构750至少具有:
[0150]
落料输送舱751,用于限定零件的输送轨迹,限定的方式也就是让零件在落料输送舱751 内滑动;以及,传送组件752,其位于落料输送舱751内,用于承接零件并驱动零件在落料输送舱751内移动;其中,落料输送舱751具有:
[0151]
输送舱进口753,其与所述落料口732相对应,此处相对应的含义是指零件从落料口732 滑下来后,能够进入到输送舱进口753,然后落到传送组件752中;以及,
[0152]
输送舱出口754,其与所述集料处相对应,此处相对应的含义是指零件在经过输送舱出口754之后就会到达集料处。而传送组件752的工作原理是,所述传送组件752具有:
[0153]
输送带755,其具有若干个首尾铰接的输送节;以及,传送电机构件756,其具有电机 757和与电机757同步转动的传动齿,传动齿与所述输送带755同步转动,这样就可以实现对零件的输送。为了能够进一步增加零件运动轨迹的稳定性,所述落料承接机构至少还具有导向罩721,导向罩721其至少具有:位于上端的引导部分722,所述落料盘730至少部分配置在引导部分722内;以及,位于下端的防护部分723,其用于在零件经落料口732之后经所述防护部分723到达传送组件752最终到达所述集料处。这样的设计能够进一步确保零件按照设计的轨迹运行,减少意外情况发生。
[0154]
故上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1