一种铝杆压弯装置的制作方法
1.本实用新型涉及压弯机技术领域,更具体地说,它涉及一种铝杆压弯装置。
背景技术:
2.在机械加工领域,经常需要用压弯机对一些工件进行压弯处理,目前,压弯机的原理通常是在铝管的安放下模上,通过适配的下模具进行下压,上下模同时产生压力,对模具上的铝管进行成型,上下模具共同作用实现压弯铝管。但是在成型生产过程中,管材容易陷入模具当中,不易将管材取出,造成了生产不便的情况。
3.部分管材的生产仅需要对管材进行弯折,形成弧形进行,使其符合生产尺寸要求,不需要形成相对复杂的结构,因此为了增加生产使用的便捷性,采用具有弧形结构的上模;在下部仅采用两个支撑块支撑,在下压过程,通过向下凸出的弧形上模对管材中部施压,由于管材中部没有支撑块的支撑,从而对管材进行弯折,带上模完全下压后,即可得到需要的弯折管材,相对上下模成型的方式操作更加便捷;但是在成型过程中,管材放置位置缺少准确的定位,容易产生偏移,导致铝管的中间的折弯位置产生偏移,需要有经验的工人确认,影响铝管的折弯质量和加工效率。
技术实现要素:
4.本实用新型的目的就在为了解决上述的问题而提供一种铝杆压弯装置,对铝管的弯折成型效果较好,并提高了对铝管的弯折效率。
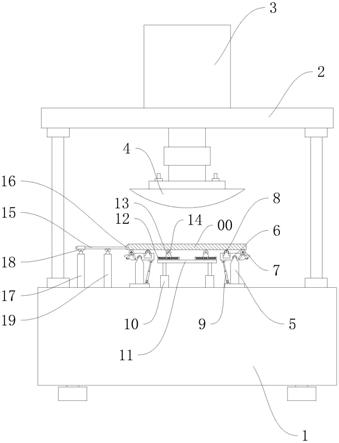
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种铝杆压弯装置,包括下机架、上机架,所述上机架上通过液压杆安装有压弯模,所述下机架上对应于压弯模的下方两侧设置两个主支撑组件,所述主支撑组件包括用于支撑铝杆两端的支撑座,所述支撑座上铰接有支撑架,所述支撑架可朝向压弯模的两侧反向摆动,所述支撑架上部对应铰接轴的两侧位置设置有外定型辊和内定型辊,所述外定型辊和内定型辊用于抵压支撑铝杆的下侧面;还包括弹性支撑件,所述弹性支撑件用于弹性维持支撑架;所述下机架对应于主支撑组件外侧的位置设置有定位杆,所述定位杆的另一端用于抵压限位铝杆的一端。
6.本实用新型进一步设置为,所述压弯模呈中间向下凸出,两侧向上翘起的弧形结构。
7.本实用新型进一步设置为,所述外定型辊位于远离压弯模中间的一侧,所述外定型辊的两端通过旋转座转动支撑,所述旋转座通过调节组件实现上下调节。
8.本实用新型进一步设置为,所述调节组件包括推杆一和推杆二,所述推杆一和推杆二的固定端均铰接于支撑套上,活动端固定连接于旋转座,所述推杆一和推杆二呈倒v型结构。
9.本实用新型进一步设置为,所述内定型辊通过轴承座旋转支撑,所述内定型辊包括转轴、偏心辊、定型套和内定型轴承;所述转轴转动安装于两侧的轴承座,偏心辊固定与
转轴上,并呈偏心设置,所述偏心辊的外部套接定型套,所述定型套和偏心辊之间通过若干内定型轴承旋转支撑。
10.本实用新型进一步设置为,所述转轴的一端穿过轴承座并安装有传动齿轮,所述传动齿轮通过减速电机驱动旋转。
11.本实用新型进一步设置为,所述弹性支撑件包括弹性支撑杆,所述弹性支撑杆的一端铰接于支撑架的下部,另一端铰接于支撑座的下部。
12.本实用新型进一步设置为,两个主支撑组件之间设置可弹性升降的辅助平台,所述辅助平台通过弹性升降杆安装于下机架上部,所述辅助平台的两侧设置有两组辅支撑组件,两组辅支撑组件均用于抵压支撑铝杆的下侧面,并分别用于抵压支撑的压弯模的最低点的两侧位置。
13.本实用新型进一步设置为,所述辅支撑组件包括用于抵压支撑铝杆的辅定型辊,所述辅定型辊可沿压弯模的两侧滑动调节并通过弹簧一弹性维持。
14.本实用新型进一步设置为,所述辅定型辊设置有固定套和调节套,所述固定套固定连接于辅定型辊,所述固定套和调节套之间形成用于限制铝杆的间隙,所述调节套可沿辅定型辊轴向调节,所述辅定型辊的外周面上开设有沿轴向分布的锁紧槽,所述调节套的侧壁上开设有螺孔,所述螺孔内螺纹连接有螺栓,所述螺栓的一端伸入所述锁紧槽并与锁紧槽的底面相抵,所述螺孔的外端设置有用于容纳螺栓头部的沉孔。
15.综上所述,本实用新型具有以下有益效果:
16.通过活动的内定型辊和外定型辊的支撑,上压模主要对铝管的中部产生压力,两侧支撑架在杠杆作用下,产生一定浮动的转动调节,跟随铝管弯折情况产生自动调节,使其更加符合铝管所需的弯折弧度;并且外侧的外定型辊形成向上的弯折力,对铝管端部形成向上的弯折效果,使铝管的端部也能够保持与压弯模更加贴合的效果,对弯折情况进行补充,更利于铝管的弯折成型;通过才定位杆能够对铝管的端部位置进行限制,仅需将铝管的一端与定位杆相抵时即可确定铝管的安装位置,从而便于对铝管进行弯折加工。
附图说明
17.图1为本实用新型一种铝杆压弯装置的结构示意图一;
18.图2为本实用新型一种铝杆压弯装置的结构示意图二;
19.图3为本实用新型的主支撑组件的结构示意图;
20.图4为本实用新型的内定型辊的安装结构示意图;
21.图5为本实用新型的辅支撑组件的结构示意图;
22.图6为本实用新型的辅支撑组件的导滑孔的结构示意图;
23.图7为本实用新型的阻尼片的结构示意图;
24.图8为本实用新型的辅定型辊的结构示意图;
25.图9为本实用新型的弹性支撑件的结构示意图。
26.附图标记:00、铝杆;1、下机架;2、上机架;3、液压缸;4、压弯模;5、支撑座;6、支撑架;7、外定型辊;71、旋转座;8、内定型辊;81、转轴;82、偏心辊;83、定型套;84、内定型轴承;85、传动齿轮;86、减速电机;9、弹性支撑件;10、弹性升降杆;11、辅助平台;12、滑座;13、滑块;14、辅定型辊;15、定位杆;16、定位端;17、定位架一;18、旋转接头;19、定位架二;20、弧
形凹面;21、推杆一;22、推杆二;23、轴承座;24、滑杆;25、导滑孔;26、弹簧一;27、滑套一;28、滑套二;29、滑套三;30、弹簧二; 31、阻尼片;32、锥形凹陷;33、弹簧三;34、阻尼面;341、阻尼垫圈;342、安装槽;35、固定套;36、调节套;37、螺栓;38、锁紧槽;39、螺孔;40、沉孔;91、内管;92、外管;93、活塞一;94、导向杆;95、液压腔;96、活塞二;97、弹簧四;98、液压装置;99、液压管;910、三通接头;911、调节管;912、活塞三;913、螺杆;914、把手;915、限位凸块。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.实施例一
29.参照图1-3所示,本实施例公开一种铝杆压弯装置,包括下机架1、上机架 2,下机架1和上机架2之间安装有模架,模架通过液压杆实现上下升降,在模架的下部安装有压弯模4,压弯模4的结构可根据压弯的参数具体选择安装,具体呈中间向下凸出,两侧向上翘起的弧形结构;在下机架1上对应于压弯模4 的下方两侧安装两个主支撑组件,该支撑组件能够支撑铝杆00两端,从而与上部的压弯模4形成品字形的施力状态,可对铝管进行弯折;两个支撑组件的间距可调节,通过下机架1上不同的螺孔39的位置进行安装,从而适应不同尺寸的生产情景。
30.该主支撑组件具体包括支撑座5,在支撑座5上铰接有支撑架6,支撑架6 呈接近水平状态安装在支撑座5上,并可朝向压弯模4的两侧反向摆动,在支撑架6上部安装有外定型辊7和内定型辊8,两者分别位于铰接轴的两侧位置,并且外定型辊7和内定型辊8的上周面的高度接近,能够同时对铝管的下侧面进行抵压支撑。在支撑架6上安装有弹性支撑件9,弹性支撑件9能够对支撑架 6进行弹性维持,从而使得支撑架6保持接近水平的状态,从而在承载铝管时能够保持平直状态;该弹性支撑件9可采用多种形式,能够对支撑架6进行辅助弹性维持即可,例如,弹性支撑件9可采用弹性支撑杆,将弹性支撑杆的一端铰接于支撑架6的下部,另一端铰接于支撑座5的下部,并且弹性支撑杆位于两个支撑座5的内侧位置。
31.在对铝管进行压弯过程中,先将截面呈方形的铝管防止在两个主支撑组件的上部,将铝管的两端稳定支撑,铝管与主支撑组件上的外定型辊7和内定型辊8的上侧周面相抵,保持铝管水平的状态;而后驱动液压杆,带动压弯模4 向下运动,对铝管进行压弯;
32.压弯过程中,压弯模4中间向下凸出的部分首先与铝管的中间位置相抵,形成向下的压力,两侧的主支撑组件则对铝管的两端形成向上的支撑力;随着压弯模4的不断下压,铝管的中段向下弯曲,支撑架6克服弹性支撑件9的支撑,形成一定的侧倾,具有内定型辊8的一侧向下倾斜,具有外定型辊7的一侧向上倾斜,以适应压弯模4的形状,对铝管的两端形成向上的弯折力;上压模主要对铝管的中部产生压力,通过支撑架6的杠杆作用,通过外定型辊7形成向上的弯折力,对铝管端部的弯折情况进行补充,更利于铝管的弯折成型。
33.实施例二
34.本实施例公开一种铝杆压弯装置,在实施例的基础上,再参照图1-4所示,对主支撑组件进行优化,从而提高对铝管端部的弯折效果;在主支撑组件当中,外定型辊7位于远
离压弯模4中间的一侧,该外定型辊7的两端通过旋转座71 转动支撑,并在旋转座71内通过旋转件进行旋转支撑;外定型辊7的高度位置可调节,具体通过调节旋转座71的结构得以实现。
35.调节组件包括推杆一21和推杆二22两个部分,推杆一21和推杆二22可采用可伸缩的结构,其可采用液压、气动、电动或者弹簧提供实现伸缩,推杆一21和推杆二22的固定端均铰接于支撑套上,对推杆一21和推杆二22进行安装;活动端则固定连接于旋转座71,推杆一21和推杆二22呈倒v型结构安装,通过调节推杆一21和推杆二22的长度,从而能够调节外定型辊7的高度位置,以适应铝管端部的弯折贴合;在压弯模4对铝管下压弯折后,外定型辊7 和内定型管与铝管抵压贴合,而后再通过调节推杆一21和推杆二22的伸缩,将外定型辊7的高度抬升,从而对铝管的两端形成更大的向上弯折,从而能够与压弯模4贴合更加紧密,从而提高铝管的弯折效果。
36.在压弯调节时,可先控制推杆二22伸长,从而能够将外定型管向斜上方的外侧推出,将外定型辊7调节至更加外侧的位置,而后再调节推杆一21伸长,将外定型管向斜上方抬升,从而能够使得外定型辊7的位置能够对更靠近铝管端部位置进行弯折,增加对铝管端部的折弯和定型效果。
37.为了提高对铝管的定型支撑效果,可将内定型辊8的高度设置成可调节的状态,内定型辊8可采用偏心调节的结构,通过旋转能够实现上周面的位置调整;内定型辊8通过轴承座23旋转支撑,内定型辊8包括转轴81、偏心辊82、定型套83和内定型轴承84等部件;转轴81转动安装于两侧的轴承座23之间,进行旋转支撑,偏心辊82固定与转轴81上,形成一体式结构,并呈偏心状态,通过转动能够调节偏心辊82的最上端高度;在偏心辊82的外部套接定型套83,定型套83的内径大于偏心辊82的外径,并在定型套83和偏心辊82之间通过若干内定型轴承84旋转支撑,从而使得定型套83能够保持旋转的状态;当定型套83铝管抵压支撑时,能够形成滚动支撑的状态,从而顺应铝管的形变的运动,从而保持铝管弯折的稳定性;偏心辊82一端的转轴81穿过轴承座23,并在转轴81上安装有传动齿轮85,在支撑架6的适当位置安装减速电机86,通过减速电机86的动力带动传动齿轮85,以控制转轴81和偏心辊82的旋转动作,从而调节偏心辊82的最高侧面的位置,从而能顾适应外定型辊7的高度位置变化,使得在未受到压弯作用时保持外定型辊7、内定型辊8的高度区域一致,可保持铝管的支撑稳定性和平直状态。
38.为了提高铝管弯折的稳定性,在下机架1对应于主支撑组件外侧的位置安装定位架一17和定位架二19,定位架一17位于定位架二19的外侧,并在定型架一的上端铰接定位杆15述定位杆15的另一端朝向铝管的方向,通过定位架二19对定位杆15进行支撑,从而使得定位杆15保持相对平直的状态,与铝管的端部向抵压,对铝管的位置进行限制;在对铝管进行弯折时,仅需将铝管的一端与定位杆15相抵时即可确定铝管的安装位置,从而便于对铝管进行弯折加工。
39.实施例三
40.本实施例公开一种铝杆压弯装置,在上述实施例的基础上,对铝管的支撑结构再进行优化,并参照图5-8进行详细说明;在两个主支撑组件之间设置可弹性升降的辅助平台11,对铝管的中部形成抵压支撑,从而能够保持铝管与压弯模4之间的贴合程度。
41.辅助平台11通过若干个弹性升降杆10安装于下机架1上部,在辅助平台 11的两侧
位置安装有两组辅支撑组件,两组辅支撑组件能够抵压支撑铝杆00的下侧面,并分别用于抵压支撑的压弯模4的最低点的两侧位置,当弯折模下压时,对辅支撑组形成向外侧倾斜向下的作用力,同时带动辅助平台11适应压弯模4的下压动作而弹性下降,并带动辅支撑组件向外侧移动。
42.辅支撑组件包括辅定型辊14,辅定型辊14能够抵压支撑于铝杆00的下侧面,辅定型辊可沿压弯模4的两侧滑动调节并通过弹簧一26弹性维持,保持辅定型辊14与铝管的贴合紧密性;
43.为了对辅定型辊14进行辅助支撑,在辅助平台11的两侧均安装滑座12,在滑座12上滑动连接有滑块13,滑块13可沿滑座12左右往复滑动,在滑块 13的两侧通过弹簧一26弹性限位,滑块13在左右往复滑动过程中受到较大的弹性限制;辅定型辊14则转动安装于滑块13上,既能够保持辅定型辊14的转动,又能够保持辅定型辊14的左右调节;当压弯模4对铝管进行弯折时,铝管的中间向下弯折,铝管对辅定型辊14形成向外侧倾斜向下的作用力,随着铝管对辅定型辊14的推动,弹簧一26的形变增加形成的弹性更大,从而能够随着形变的增加而增加辅定型辊14对铝管的抵压作用,保持对铝管的紧密压力和贴合程度。
44.为了增加滑块13的往复滑动的稳定性,在滑座12上部安装滑杆24,滑块 13上开设导滑孔25,导滑孔25的能够与滑杆24相互适配,并在导滑孔25的内部安装导滑组件,使滑块13保持稳定的滑动;导滑组件包括滑套一27、滑套二28和滑套三29三个部分,其中滑套一27、滑套二28固定连接于导滑孔25 的内壁上,滑套二28位于滑套一27和滑套三29之间,在滑套一27和滑套二 28之间弹性抵压弹簧二30,通过弹簧二30将滑套二28向滑套三29一侧抵压;在滑套二28朝向滑套三29的一侧固定连接若干圆周整列分布的阻尼片31,阻尼片31能够与滑杆24的周面相抵,形成更大的摩擦稳定性;在滑套三29朝向滑套二28的一侧开设朝向导向套三的锥形凹陷32,该锥形凹陷32朝向开口处逐渐扩大,而阻尼片31一端伸入锥形凹陷32并与锥形凹陷32的内侧周面相抵,阻尼片31的朝向滑杆24的一侧形成与滑杆24相抵的阻尼面34,阻尼面34呈与滑杆24的周面适配的弧状曲面;
45.在各阻尼片31于滑杆24之间安装阻尼垫圈341,并在阻尼片31的阻尼面 34上开设安装槽342,在个安装槽342内共同安装阻尼垫圈341,阻尼垫圈341 呈环状结构套接于滑套外,受到安装槽342的轴向限位而保持稳定,并在滑套二28和滑套三29之间弹性抵压有弹簧三33,使得阻尼片31与锥形凹陷32之间保持稳定的状态,保持阻尼片31与滑杆24之间的压力和摩擦保持松弛状态。
46.在稳定状态时,滑套二28受到弹簧二30和弹簧三33的弹性作用,将滑套二28稳定维持在滑套一27和滑套三29之间,阻尼片31伸入锥形凹陷32的长度有限,阻尼片31内侧以及阻尼垫圈341对于滑杆24之间的摩擦较小,能够保持整个滑块13稳定滑动;而当压弯模4进行下压弯折时,弯折的铝管将对辅定型辊14形成向外侧倾斜作用,推动滑块13向外侧移动,滑套一27和滑套三29也向外侧滑动,滑套三29形成向滑套二28的运动趋势,锥形凹陷32内周的斜面对阻尼片31形成向内侧的作用力,从而增加阻尼片31与滑杆24之间的压力,增肌两者之间的摩擦,并且也增加阻尼片31对阻尼垫圈341向内侧压力,增加阻尼垫圈341与滑杆24的压力和摩擦,从而随着滑块13向外侧的运动浮动增加,则能够进一步增加阻尼片31和阻尼垫圈341的摩擦,从而能够增加滑块13的稳定性,增加辅定型辊14与铝管外周面的压力,能够与弹性升降杆10 的动作相互适应;而后待滑块13的运动稳定后,弹簧三33将带
动滑套二28缓缓复位,减少与滑杆24之间的摩擦,保持滑块13整体能够顺畅滑动。
47.为了便于对铝管进行宽度方向上的定位,可在辅定型辊14上安装固定套35 和调节套36,在固定套35和调节套36之间形成用于限制铝杆00的间隙,固定套35固定连接于辅定型辊14,调节套36则可沿辅定型辊14轴向调节,通过调节调节套36即可对两者之间的间隙进行调节,从而适应不同宽度的铝管的弯折使用;为了便于对调节套36调节,在辅定型辊14的外周面上开设沿轴向分布的锁紧槽38,并在调节套36的侧壁上开设螺孔39,螺孔39内螺纹连接有螺栓 37,螺栓37的一端伸入所述锁紧槽38并与锁紧槽38的底面相抵,通过抵压摩擦保持调节套36与辅定型辊14的稳定,并在螺孔39的外端加工形成沉孔40,以容纳螺栓37头部,保持辅定型辊14外侧相对平整,便于对铝管进行辅助弯折。
48.实施例四
49.本实施例公开一种铝杆压弯装置,在上述实施例的基础上,对用于弹性维持支撑架6的弹性支撑件9进行进一步优化设计,再参照图9进行详细说明;该弹性支撑件9包括内管91和外管92两个主要部分,内管91可伸缩滑动于外管92的内部,形成活动连接结构,其中外管92朝下,内管91朝上,并且外管92铰接于支撑座5的下部,内管91铰接于支撑架6的下侧面,形成三角形的支撑结构;
50.在外管92内活塞连接有活塞一93和活塞二96,活塞一93位于上侧,与内管91伸入外管92的一端固定,活塞二96位于下侧,在活塞二96的下侧面与外管92内腔底面之间弹性抵压有弹簧四97;在活塞一93和活塞二96之间形成液压腔95,液压腔95的一侧通过液压管99连接有液压装置98,通过液压装置 98能够调节液压腔95的压力大小,从而在弹性压力下调节活塞一93和活塞二 96之间的距离,从整体上缓慢调节弹性支撑件9对于上端的支撑架6的压力;为了增加调节的稳定性,在活塞一93的下端导向杆94,导向杆94与内管91、外管92均平行,导向杆94向下延伸,穿过活塞二96,并与活塞二96的内周面保持活塞密封状态,从而能够使得连个活塞在相对活动时能够保持更加稳定的状态;在液压管99与液压腔95连接处的上下附近位置形成向内凸出的限位凸块915,通过该限位凸块915能够对活塞一93和活塞二96的滑动形成进行导向,从而避免滑动过为而造成不稳定的情况。
51.通过调节液压装置98,能够改变液压腔95的压力,调节弹簧四97对于上方的内管91的整体弹性,在液压管99上通过三通接头910连接有一个液压辅助装置,该液压辅助装置包括一个中空的调节管911,调节管911的一端与三通接头910通过液压管99联通,在调节管911的内部设置有活塞三912,而在调节管911的另一端螺纹连接螺杆913,螺杆913的上端伸入调节管911内,与活塞三912的下端面转动连接,螺杆913的下端伸出调节管911并安装有把手914。通过把手914螺纹转动螺杆913,能够调节活塞三912的位置,从而调节调节管 911内的液压,对液压装置98所调节的压力进行准确调节,能够将螺纹转动的作用力,转化为轴向的推动力,对液压的调节更加细微准确,进而对弹性支撑件9的支撑力进行辅助地,准确地调节,一般在压弯处理时,定期对螺杆913 三进行调节,根据压弯的铝管与压弯模4的贴合程度进行微调,改变铝管的压弯时,所受到的下部的支撑力的大小,从而提高铝管压弯的准确性。
52.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和
润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1