一种门铰链型钢精轧装置的制作方法
1.本实用新型涉及型钢精加工设备技术领域,特别是指一种门铰链型钢精轧结构。
背景技术:
2.汽车门铰链通俗地说就是门合页,其功能主要是将汽车车门和车身联接起来,保持车门相对于车身的位置,便于车门的开合。汽车门铰链至少是由二个部分组成的,一是与车身相连接的车身件,二是与车门相连接的车门件。汽车门铰链型钢是制作汽车门铰链车身件、车门件的基础部件,将型钢条料分段后加工、组装而成。
3.现有的汽车门铰链型钢是直接将钢坯加热后,通过轧辊轧制使其成型,由于热轧工艺的特点,型钢轧制尺寸公差较大,表面质量不好,随着汽车制造产品质量的提升,现型钢截面尺寸公差要求越来越小,表面质量也要求更高。
技术实现要素:
4.本实用新型提供了一种门铰链型钢精轧装置,现有的门铰链型钢具有以下问题,型钢轧制尺寸公差较大,表面质量不好。
5.为解决上述技术问题,本实用新型的实施例提供如下方案:
6.本实用新型实施例提供一种门铰链型钢精轧装置,包括门铰链型钢,还包括三个轧辊,三个所述轧辊的回转轴线共面,且其中两个所述轧辊的回转轴线具有一定角度,三个所述轧辊的外表面两两相互压紧形成与所述门铰链型钢形状相适应配的闭口孔型,所述门铰链型钢精轧装置包括轧辊一与轧辊二和轧辊三,所述轧辊一与所述轧辊二的回转轴线具有一定角度。
7.所述轧辊三的外面有呈倒“v”结构,包括v面a和v面b,所述轧辊一的轧辊一面a和所述轧辊二的轧辊二面b分别所述v面a和所述v面b压紧,所述轧辊一的端面与所述轧辊二面a压紧。
8.优选地,所述轧辊一面a与所述轧辊一面a和所述轧辊一面b之间的台阶面的形状与所述门铰链型钢的外面a相适应配。
9.优选地,所述轧辊二上位于所述轧辊二面a和所述轧辊二面b之间的形状与所述门铰链型钢的外面b相适应配。
10.优选地,所述轧辊三的v面a和所述轧辊三的v面b的形状与所述门铰链型钢的内面相适应配。
11.优选地,所述轧辊二面a与所述轧辊一的回转轴线垂直。
12.优选地,所述轧辊一的端面与所述轧辊一的回转轴线垂直。
13.优选地,所述轧辊一的回转轴线与所述门铰链型钢的外面a平行。
14.优选地,所述轧辊一、所述轧辊二和所述轧辊三上分别安装在轧辊一轴、轧辊二轴和轧辊三轴上;
15.所述轧辊一、所述轧辊二和所述轧辊三的转速均可调整。
16.本实用新型的上述方案至少包括以下有益效果:
17.本实用新型的上述方案,门铰链型钢精轧装置的轧辊一与轧辊二形成夹角轧制,两个轧辊的轧制分力得以部分抵消,作用到轧辊三上的轧制力得以减少,且回转轴线共面,形成闭口孔型,可对门铰链型钢进行精密闭口冷轧,可对门铰链型钢的尺寸修正,保证了尺寸精度,无飞边现象,为实现后序自动化加工提供技术支持,操作方便,省工省时。
附图说明
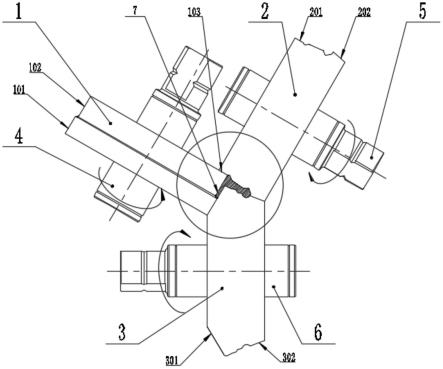
18.图1为本实用新型的门铰链型钢精轧装置的结构示意图;
19.图2为本实用新型的门铰链型钢精轧装置的立体示意图;
20.图3为图1的放大示意图;
21.图4为本实用新型的门铰链型钢精轧装置的门铰链型钢的结构示意图;
22.图5为本实用新型的门铰链型钢精轧装置的门铰链型钢的端面图。
23.附图标记:
24.1、轧辊一;101、轧辊一面a;102、轧辊一面b;103、端面;2、轧辊二;201、轧辊二面a;202、轧辊二面b;3、轧辊三;301、v面a;302、v面b;4、轧辊一轴;5、轧辊二轴;6、轧辊三轴;7、门铰链型钢;701、外面a;702、外面b;703、内面。
具体实施方式
25.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
26.如图1~图5所示的,本实施例提供了一种门铰链型钢精轧装置,包括门铰链型钢7,包括三个轧辊,三个轧辊的回转轴线共面,且其中两个轧辊的回转轴线具有一定角度;三个轧辊的外表面两两相互压紧形成与门铰链型钢7形状相适应配的闭口孔型。本实施例的门铰链型钢精轧装置的轧辊一1、轧辊二2形成夹角轧制,两个轧辊的轧制分力得以部分抵消,作用到轧辊三3上的轧制力得以减少,且回转轴线共面,形成闭口孔型,可对门铰链型钢7进行精密闭口冷轧,可对门铰链型钢7的尺寸修正,保证了尺寸精度,无飞边现象,为实现后序自动化加工提供技术支持,操作方便,省工省时。
27.本实施例的门铰链型钢精轧装置包括轧辊一1、轧辊二2和轧辊三3,轧辊一1与轧辊二2的回转轴线具有一定角度,优选90度,通过这种轧辊布置形式,轧辊一1、轧辊二2形成夹角轧制,两个轧辊的轧制分力得以部分抵消,作用到轧辊三3上的轧制力得以减少。轧辊一1、轧辊二2和轧辊三3上分别安装在轧辊一轴4、轧辊二轴5和轧辊三轴6上,三个轧辊轴分别为三个轧辊辊提供转动轧制扭矩,三个轧辊的回转方向一样,朝向门铰链型钢7运动的方向,轧制过程是由门铰链型钢7与轧辊之间的摩擦力将门铰链型钢7拉进相同旋转方向的轧辊之间,使门铰链型钢7产生塑性变形;轧辊一1、轧辊二2和轧辊三3的转速均可调整。在工作时,三轧辊转速分别进行调整、设定,以保证对工件各面轧制线速度一致。
28.本实施例的轧辊一1呈外圆阶梯状,包括轧辊一面a101、轧辊一面b102和端面103,轧辊一面a101的直径大于轧辊一面b102的直径,轧辊一面b102为等径圆柱面,轧辊一面
b102和轧辊一面a101与轧辊一面b102之间的台阶过度面用于成型门铰链型钢7的外面,轧辊一面a101用于压紧轧辊三3,端面103用于压紧轧辊二2,轧辊一1的端面103与轧辊一1的回转轴线垂直。
29.本实施例的轧辊三3的外面有呈倒“v”结构,包括v面a301和v面b302,v面a301和v面b302用于成型门铰链型钢7的内面703,其外形直径尺寸与门铰链型钢7的内面703相适应配,分别用于压紧轧辊一1和轧辊二2。
30.本实施例的轧辊二2包括轧辊二面a201和轧辊二面b202,轧辊二面a201与轧辊一1的回转轴线垂直。轧辊一面a101和轧辊二面b202分别与v面a301和v面b302压紧,轧辊一1的端面103与轧辊二面a201压紧。轧辊一面a101与轧辊一面a101和轧辊一面b102之间的台阶面的形状与门铰链型钢7的外面a701相适应,用于成型门铰链型钢7的外面。
31.汽车门用铰链型钢1截面是一种类“l”型形状,两组不同的厚边成一定角度(80-100
°
)汇交,汽车门用铰链型钢热轧后是长度在若干米的长条料,后续经过切断成满足门铰链成品要求的尺寸,门铰链型钢7包括外面a701、外面b702和内面703,本实施的门铰链型钢精轧装置的轧辊一1的回转轴线与门铰链型钢7的外面a701平行,轧辊二2上位于轧辊二面a201和轧辊二面b202之间的形状与门铰链型钢7的外面b702相适应配。轧辊三的v面a301和轧辊三的v面b302的形状与门铰链型钢7的内面703相适应配。
32.通过以上结构分析,本实施例的门铰链型钢精轧装置轧制的孔型形成了闭口孔型,保证了尺寸精度,无飞边现象。
33.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1