一种非标支架自动组装设备的制作方法
1.本实用新型涉及电梯组件领域,特别是涉及一种非标支架自动组装设备。
背景技术:
2.随着时代的发展,高层建筑越来越多,电梯行业突飞猛进,相关企业数量飞速增长,随之而来的就是近年来业内竞争不断加剧。于此同时,原料不断涨价,人工成本也在不停上升,上述多重因素都在不停吞噬行业利润,倒逼企业从原本的“人海战术”思维解脱出来,提高整体的自动化水平,不断改进生产工艺,提高生产效率,降低管理成本,从细节中要利润。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种非标支架自动组装设备,能够自动完成地坎支架组件的组装,提高生产效率。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种非标支架自动组装设备,所述非标支架自动组装设备包括:支架夹持上料机构、螺栓上料机构、组装机构和工作台,所述支架夹持上料机构、螺栓上料机构和组装机构布设在工作台的台面上,所述工作台下方设置控制柜;所述支架夹持上料机构包括旋转上料座,所述旋转上料座上设置若干相同规格的旋臂,任意相邻两个旋臂之间夹角相同,每个旋臂远离中心的一端安装有支架预装夹具,所述旋转上料座旋转时能够带动所述支架预装夹具到达预定的组装位置;所述螺栓上料机构由螺栓上料盘和螺母上料盘组成,所述螺栓上料盘的出料口和所述螺母上料盘的出料口与所述组装机构的组装动作相匹配;所述组装机构包括螺栓伺服模块、螺母伺服模块和紧固模块,所述螺栓伺服模块由螺栓y轴伺服子模块和z轴伺服模块组成,所述紧固模块由电动扭力扳手和螺母套筒组成,所述电动扭力扳手与螺栓伺服模块动作相匹配,所述螺母套筒与螺母伺服模块动作相匹配。
5.在本实用新型一个较佳实施例中,所述螺栓上料盘的出料口位于旋臂上方,所述螺母上料盘的出料口位于所述旋臂下方。
6.在本实用新型一个较佳实施例中,所述任意两个旋臂之间的夹角不小于30
°
。
7.在本实用新型一个较佳实施例中,所述支架预装夹具紧贴所述旋臂的一侧安装。
8.在本实用新型一个较佳实施例中,所述支架组装机构所在位置设置防尘罩。
9.在本实用新型一个较佳实施例中,所述控制柜下方安装有调平底角。
10.本实用新型的有益效果是:本实用新型是用在电梯地坎生产线中的非标支架自动组装设备。通过本实用新型的应用,有效的解决了非标支架地坎支架装配生产中支架的预组装瓶颈,装配扭力定位精确,速度快、精度好,成品一致性远超人工,显著降低了单位产量的客诉率,目前一台设备可以取代原3~5人的工作量,显著降低成本的同时提高了生产效率和产品质量的稳定性。除此之外,安装在旋转上料座上的支架预装夹具可以根据产品规格进行切换,以适应不同产品和规格的装配要求并且能够根据需求更换治具工装后实现顶面
和底面的多维立体组装。
附图说明
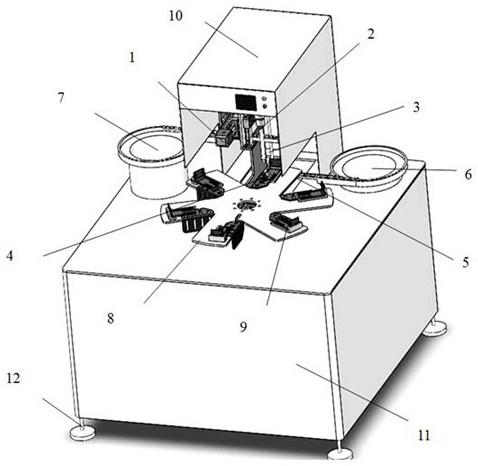
11.图1是本实用新型一较佳实施例的立体结构示意图;
12.附图中各部件的标记如下:
13.1.螺栓y轴伺服子模块、2.螺栓z轴伺服子模块、3.电动扭力扳手、4.螺母伺服模块、5.螺母套筒、6.螺母上料盘、7.螺栓上料盘、8.旋转上料座、9.支架预装夹具、10.防尘罩、11.控制柜、12.调平底角。
具体实施方式
14.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
15.请参阅图1,本实用新型实施例包括:
16.一种非标支架自动组装设备,所述非标支架自动组装设备包括:支架夹持上料机构、螺栓上料机构、组装机构和工作台,所述支架夹持上料机构、螺栓上料机构和组装机构布设在工作台的台面上,所述工作台下方设置控制柜11;所述支架夹持上料机构包括旋转上料座8,所述旋转上料座8上设置6个相同规格的旋臂,任意相邻两个旋臂之间夹角为60度,夹角太大,空间利用率小,夹角太小,相邻旋臂之间的空间较小,不利于套筒机构的伸缩动作。离中心的一端安装有支架预装夹具9,所述支架预装夹具9紧贴所述旋臂的一侧安装,可以利用旋臂之间的空间增加螺栓的紧固位置的选择空间。当所述旋转上料座8旋转时能够带动所述支架预装夹具9到达预定的组装位置;所述螺栓上料机构由螺栓上料盘7和螺母上料盘6组成,所述螺栓上料盘7的出料口和所述螺母上料盘6的出料口与所述组装机构的组装动作相匹配;所述组装机构包括螺栓伺服模块、螺母伺服模块4和紧固模块,所述螺栓伺服模块由螺栓y轴伺服子模块1和螺栓z轴伺服子模块组成2,所述紧固模块由电动扭力扳手3和螺母套筒5组成,所述电动扭力扳手3与螺栓伺服模块动作相匹配,所述螺母套筒5与螺母伺服模块动4作相匹配。
17.所述螺栓上料盘7的出料口位于旋臂上方,所述螺母上料盘6的出料口位于所述旋臂下方。通过这种设置可以利用重力将螺栓调直,对正支架预装夹具9上夹持的支架组件的螺栓紧固位。
18.所述支架组装机构所在位置设置防尘罩10,防止灰尘进入组装工位影响组装精度 ,所述控制柜11下方安装有调平底角12方便设备安装时进行调平。
19.本实用新型的工作原理如下:
20.本装置为电梯地坎支架组装流水线上的支架组装设备,当不同的支架组件经过前道加工后同时进入本装置的支架预装夹具9中对正夹持,然后随着旋转上料座8的旋转,带到预定的组装位置。此时螺栓上料盘7和螺母上料盘6同时工作,将螺栓和螺母通过出料口到达组装机构所在位置,其中螺栓y轴伺服子模块1和螺栓z轴伺服子模块2在计算机控制下将螺栓扶正,对准支架上的螺栓安装位放下,然后所述螺栓y轴伺服子模块1和螺栓z轴伺服子模块2复位,于此同时,螺母由螺母伺服模块4放置在螺栓安装位正下方并由螺母套筒5固
定,螺母伺服模块4复位,然后电动扭力扳手3套在螺栓帽上,将螺栓和螺母拧紧。拧紧之后,电动扭力扳手3与螺母套筒5复位, 然后重复上述动作,完成下一螺栓安装位的紧固动作,当同一支架组件上所有的螺栓安装位都紧固完成后,所述旋转上料座8旋转,将下一组支架组件带到组装位置,此时上一组组装完成的支架由机械手从支架预装夹具中取出,送入下一工位。
21.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种非标支架自动组装设备,其特征在于,所述非标支架自动组装设备包括:支架夹持上料机构、螺栓上料机构、组装机构和工作台,所述支架夹持上料机构、螺栓上料机构和组装机构布设在工作台的台面上,所述工作台下方设置控制柜;所述支架夹持上料机构包括旋转上料座,所述旋转上料座上设置若干相同规格的旋臂,任意相邻两个旋臂之间夹角相同,每个旋臂远离中心的一端安装有支架预装夹具,所述旋转上料座旋转时能够带动所述支架预装夹具到达预定的组装位置;所述螺栓上料机构由螺栓上料盘和螺母上料盘组成,所述螺栓上料盘的出料口和所述螺母上料盘的出料口与所述组装机构的组装动作相匹配;所述组装机构包括螺栓伺服模块、螺母伺服模块和紧固模块,所述螺栓伺服模块由螺栓y轴伺服子模块和z轴伺服模块组成,所述紧固模块由电动扭力扳手和螺母套筒组成,所述电动扭力扳手与螺栓伺服模块动作相匹配,所述螺母套筒与螺母伺服模块动作相匹配。2.根据权利要求1所述的非标支架自动组装设备,其特征在于,所述螺栓上料盘的出料口位于旋臂上方,所述螺母上料盘的出料口位于所述旋臂下方。3.根据权利要求1所述的非标支架自动组装设备,其特征在于,所述任意两个旋臂之间的夹角不小于30
°
。4.根据权利要求1所述的非标支架自动组装设备,其特征在于,所述支架预装夹具紧贴所述旋臂的一侧安装。5.根据权利要求1所述的非标支架自动组装设备,其特征在于,所述组装机构所在位置设置防尘罩。6.根据权利要求1所述的非标支架自动组装设备,其特征在于,所述控制柜下方安装有调平底角。
技术总结
本实用新型公开了一种非标支架自动组装设备,包括:支架夹持上料机构、螺栓上料机构、组装机构和工作台,所述工作台下方设置控制柜;所述支架夹持上料机构包括旋转上料座,所述旋转上料座上设置若干相同规格的旋臂,每个旋臂远离中心的一端安装有支架预装夹具;所述螺栓上料机构由螺栓上料盘和螺母上料盘组成,所述螺栓上料盘的出料口和所述螺母上料盘的出料口与所述组装机构的组装动作相匹配;所述组装机构包括螺栓伺服模块、螺母伺服模块和紧固模块,所述紧固模块由电动扭力扳手和螺母套筒组成。通过上述方式,本实用新型能够实现非标支架的自动化组成,有效提高地坎支架装配的效率和稳定性,显著提高产品质量,降低人工成本。本。本。
技术研发人员:宗月琴 姚维良 刘华
受保护的技术使用者:苏州市华威电梯部件有限公司
技术研发日:2021.08.02
技术公布日:2022/10/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1