一种锥齿轮辅助找正装置的制作方法
1.本实用新型涉及工装领域,尤其涉及一种锥齿轮辅助找正装置。
背景技术:
2.锥齿轮是一种重要的齿轮传动结构,主要用来传递两相交轴之间的运动和动力,广泛应用于航空航天、轨道交通、汽车等行业。
3.锥齿轮的加工流程一般分为:粗车、粗加工齿、热处理、精车(磨)以及精加工齿这几个步骤。在精车(磨)、精加工齿这两个步骤中,锥齿轮与机床的装卡位置影响锥齿轮的加工精度,例如若锥齿轮在实际装卡位置下的齿轮节锥与机床的基准不同轴时,则会导致锥齿轮的齿面加工余量不一致、齿面一致性较差、齿轮寿命降低等质量问题。
技术实现要素:
4.本实用新型的目的是提供一种锥齿轮辅助找正装置,可以对安装于机床的锥齿轮快速找正。
5.为实现上述目的,本实用新型提供一种锥齿轮辅助找正装置,包括安装座、夹紧器和多个定位杆;所述安装座内设有沿同一圆轨迹分布的安装槽;全部所述定位杆的尾部沿所述圆轨迹滑动配合于所述安装槽内;所述夹紧器具有用以当全部所述定位杆的头部分别嵌入锥齿轮的多个齿槽时卡紧所述安装座与锥齿轮的卡爪。
6.优选地,所述安装槽具体为设于所述安装座内的环槽。
7.优选地,所述环槽设有沿所述安装座的径向向外朝贯通的定位杆安装口。
8.优选地,所述环槽包括限位腔和安装腔;所述限位腔处于所述安装座内,所述安装腔的一端连通于所述限位腔、另一端朝外敞开;所述限位腔沿所述环槽的横断面方向的尺寸大于所述安装腔沿所述横断面方向的尺寸。
9.优选地,所述环槽沿所述横断面方向呈t型。
10.优选地,任一所述定位杆的头部呈用以嵌入且局部贴合于锥齿轮的齿槽内的球弧面。
11.优选地,所述安装座具体为环状安装座;所述圆轨迹与所述环状安装座同心。
12.优选地,所述卡爪包括用以沿所述安装座和锥齿轮的装配方向向内压紧的第一卡爪和第二卡爪。
13.优选地,所述夹紧器包括至少三组用以围布于锥齿轮周侧的夹紧组件;任意一个所述夹紧组件具有所述第一卡爪和所述第二卡爪。
14.优选地,任一所述第一卡爪包括外定位檐和连接于外定位檐的压紧螺栓;所述压紧螺栓沿所述装配方向相对于所述外定位檐移动。
15.相对于上述背景技术,本实用新型所提供的锥齿轮辅助找正装置包括安装座、夹紧器和多个定位杆;所述安装座内设有沿同一圆轨迹分布的安装槽;全部所述定位杆的尾部沿所述圆轨迹滑动配合于所述安装槽内;所述夹紧器具有用以当全部所述定位杆的头部
分别嵌入锥齿轮的多个齿槽时卡紧所述安装座与锥齿轮的卡爪。
16.上述锥齿轮辅助找正装置利用等长的多个定位杆分别嵌入且贴合于锥齿轮的齿槽内,利用全部定位杆的头部对锥齿轮的齿面进行精确定位,找到锥齿轮的端面中多个齿槽槽宽相同的某一圆周,以这一圆周作为锥齿轮后续加工的定位基准。可见,采用该锥齿轮辅助找正装置装卡锥齿轮时,该锥齿轮辅助找正装置可以与锥齿轮以及前述定位基准具备特定的相对位置关系。因此,锥齿轮装卡于锥齿轮辅助找正装置后,再将锥齿轮装卡于机床,则可以通过检测该锥齿轮辅助找正装置的实际安装位置来间接实现对锥齿轮的找正,确保锥齿轮的后续加工作业以前述圆周为基准而展开。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
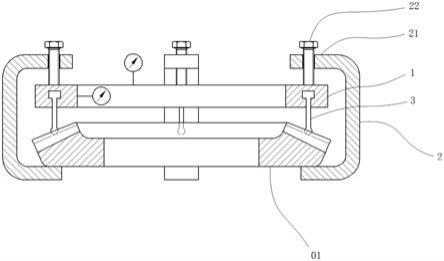
18.图1为本实用新型实施例所提供的锥齿轮辅助找正装置的结构示意图;
19.图2为本实用新型实施例所提供的锥齿轮辅助找正装置在第一方向上的结构示意图;
20.图3为本实用新型实施例所提供的锥齿轮辅助找正装置在第二方向上的结构示意图;
21.图4为本实用新型实施例所提供的环形安装座的结构示意图;
22.图5为本实用新型实施例所提供的定位杆的结构示意图;
23.图6为图5的俯视图。
24.其中,01
‑
锥齿轮、1
‑
安装座、11
‑
环槽、111
‑
限位腔、112
‑
安装腔、12
‑
定位杆安装口、2
‑
夹紧组件、21
‑
外定位檐、22
‑
压紧螺栓、3
‑
定位杆、31
‑
球弧面、32
‑
限位段。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.为了使本技术领域的技术人员更好地理解本实用新型方案,下面结合附图和具体实施方式对本实用新型作进一步的详细说明。
27.请参考图1至图6,图1为本实用新型实施例所提供的锥齿轮辅助找正装置的结构示意图;图2为本实用新型实施例所提供的锥齿轮辅助找正装置在第一方向上的结构示意图;图3为本实用新型实施例所提供的锥齿轮辅助找正装置在第二方向上的结构示意图;图4为本实用新型实施例所提供的环形安装座的结构示意图;图5为本实用新型实施例所提供的定位杆的结构示意图;图6为图5的俯视图。
28.本实用新型提供一种锥齿轮辅助找正装置,包括具有安装槽的安装座1、多个安装于前述安装槽内的定位杆3以及用以实现安装座1与锥齿轮01装卡的夹紧器。
29.该锥齿轮辅助找正装置中,安装槽在安装座1内沿同一圆轨迹分布。例如安装槽为首尾闭合的环形槽,或者多个呈弧状且曲率相同的安装槽围绕同一圆心环列分布。全部定位杆3均通过该安装槽实现定位装卡;对于任意一个定位杆3而言,其尾部嵌入且滑动配合于前述安装槽,其头部向外延伸和悬置,用于嵌入锥齿轮01的齿槽内。对于全部定位杆3而言,多个头部一一对应嵌入同一锥齿轮01的不同齿槽内。至于夹紧器,其具有用于卡紧安装座1和锥齿轮01的卡爪,该卡爪沿安装座1和锥齿轮01的装配方向相向施力,令安装座1、锥齿轮01以及处于前述二者之间的定位杆3相对固定。
30.上述结构中,安装槽可以约束定位杆3沿槽深方向的移动自由度,避免定位杆3的尾部脱离安装槽;定位杆3沿安装槽的圆轨迹滑动设置,相邻定位杆3的间距可以随彼此的运动缩小和增大,也就是说,该锥齿轮辅助找正装置的定位杆3可以选择性地对准并嵌入锥齿轮01的任意一个齿槽内。
31.使用该锥齿轮辅助找正装置时,首先令全部定位杆3的尾部沿安装槽分散开来,同时令全部定位杆3的头部一一对应插入锥齿轮01的多个齿槽内,此时,安装座1和锥齿轮01分别位于全部定位杆3的两对侧;随后,令夹紧器的卡爪在前述安装座1和锥齿轮01的两外侧相向夹持,位于安装座1一侧的卡爪所施加的作用力与位于锥齿轮01一侧的卡爪所施加的作用力大小相等、方向相反,能够令该锥齿轮辅助找正装置与前述锥齿轮01固定连接于一体。
32.本实用新型所提供的锥齿轮辅助找正装置中,全部定位杆3的头部具有完全相同的尺寸,因此在全部定位杆3的头部分别嵌入且贴合于锥齿轮01的齿槽时,全部定位杆3的头部所在的圆周恰好是锥齿轮01中多个齿槽槽宽相等的圆周,这一圆周就是用于锥齿轮01后续加工的定位基准。与此同时,该锥齿轮辅助找正装置中,全部定位杆3等长且均通过安装槽定位安装,因此,安装座及其安装槽可以用于间接标定全部定位杆3的头部所在的圆周,也就是可以间接实现对锥齿轮01的定位基准的找正。
33.需要说明的是,作为锥齿轮01的定位基准的圆周并不一定与该锥齿轮01同轴。正是由于锥齿轮01在前期加工过程中存在种种加工误差,导致在与锥齿轮01的中心轴同轴的圆周上,多个齿槽的槽宽并不相等,所以需要找到多个齿槽槽宽相等的圆周。
34.下面结合附图和实施方式,对本实用新型所提供的锥齿轮辅助找正装置做更进一步的说明。
35.上述锥齿轮辅助找正装置的安装槽具体可以设置为环槽11,该环槽11可以令任意一个定位杆3的尾部绕环槽11的中心轴以任意角度旋转,从而对准且嵌入锥齿轮01的不同齿槽内。
36.其中,环槽11的首尾可以衔接且封闭,也可以衔接但不封闭。
37.环槽11的首尾衔接且封闭时,环槽11仅自安装座1的一侧向外敞露,换言之,环槽11仅沿槽深方向向安装座1的外部敞露。针对这一环槽11结构,在尚未完全拆分安装座1时,定位杆3无法脱离环槽11,始终与环槽11相互连接。
38.环槽11的首尾衔接且不封闭时,环槽11除了沿自身槽深方向向安装座1的外部敞露以外,还设有至少一个沿自身径向方向延伸且贯通安装座1的定位杆3安装口12。针对这一环槽11结构,定位杆3既可以始终沿环槽11的圆轨迹方向移动,也可以在沿前述圆轨迹方向移动至定位杆3安装口12时脱离环槽11。相反,尚未连接于环槽11内的定位杆3也可以自
前述定位杆3安装口12处进入环槽11。
39.相较于首尾衔接且封闭的环槽11而言,设有定位杆3安装口12的环槽11可以简化定位杆3的连接和拆除,令操作人员方便快速的增加或者减少该锥齿轮辅助找正装置的定位杆3的数量。
40.对于连接于环槽11内的定位杆3而言,定位杆3的运动可通过环槽11的槽腔形状加以约束。例如,环槽11具体可包括限位腔111和安装腔112;沿环槽11的槽深方向来看,限位腔111完全处于安装座1的内部,安装腔112在这一方向上位于限位腔111的一侧,与此同时,安装腔112的一端与限位腔111连通、另一端则朝向安装座1的外部敞露;沿环槽11的横断面方向来看,限位腔111的尺寸大于安装腔112的尺寸。
41.与上述环槽11的结构相适应地,用于嵌入该环槽11内的定位杆3的尾部具有与限位腔111、安装腔112相匹配的形状和尺寸关系。例如,定位杆3的尾部可包括限位段32和安装段;限位段32相较于安装段而言更加靠近定位杆3的杆长端部,用于嵌入且吻合于环槽11的限位腔111内;安装段则用于嵌入且吻合于环槽11的安装腔112内。
42.其中,沿环槽11的横截面方向来看,限位段32的尺寸不大于限位腔111的尺寸,且限位段32的尺寸大于安装腔112的尺寸。以限位段32呈球状为例,定位杆3的尾部形似火柴头。显然,环槽11的限位腔111可以实现限位段32沿圆轨迹的移动,环槽11的安装腔112用于约束限位段32沿槽深方向的移动自由度,避免限位段32朝向安装腔112一侧脱离环槽11。
43.示例性的,上述环槽11沿自身横断面方向呈现t型,因此,定位杆3的尾部在前述方向上亦呈t型。
44.至于定位杆3的头部,考虑到锥齿轮01的齿槽形状,本实用新型所提供的各个实施例中,定位杆3的头部可设置球弧面31,该球弧面31用于嵌入锥齿轮01的齿槽,同时保证与前述齿槽具有两处接触面。
45.上述球弧面31可以是正球形结构的局部表面,也可以是椭球形或者其他不规则球体的局部表面,可根据具体锥齿轮01的齿槽形状设置。
46.在该锥齿轮辅助找正装置与锥齿轮01以特定的相对位置关系装卡后,为了方便检测锥齿轮辅助找正装置的位置,在另一种具体实施例中,锥齿轮辅助找正装置的安装座1可以设置为环形安装座。该环形安装座的内部设有内孔,轴向两端具有相互平行的端面,内孔周侧的壁面垂直于环形安装座的任一端面。
47.对于该环形安装座而言,安装槽所在的圆轨迹与该环状安装座同心分布,对某一锥齿轮01进行找正时,可以利用仪表分别测量环状安装座的内环面以及轴向端面,相关仪表以及检测方式可参照现有技术。
48.与此同时,安装座1设置为环形安装座时,环形安装座的内孔减少该锥齿轮辅助找正装置的整体质量,不仅便于仪表的操作,而且能够对锥齿轮01在机床上的装卡提供充裕的操作空间。其中,锥齿轮辅助找正装置与锥齿轮01安装后,锥齿轮01通常以锥齿轮辅助找正装置背离机床的角度装卡于机床,从而令锥齿轮辅助找正装置处于远离机床的一侧,方便操作人员通过仪器间接对锥齿轮01进行找正。
49.经由该锥齿轮辅助找正装置完成锥齿轮01在机床上的找正后,自锥齿轮01表面拆除该锥齿轮辅助找正装置,随后对锥齿轮01进行精加工。
50.在此技术上,通过定位杆3实现装配的安装座1和锥齿轮01二者可通过夹紧器的卡
爪实现夹持固定。其中,夹紧器的卡爪包括多个,且在安装座1和锥齿轮01的装配方向上相对分布;全部卡爪沿前述装配方向相向施加作用力,实现安装座1和锥齿轮01的夹紧定位。
51.以图1为例,安装座1和锥齿轮01沿图1的上下方向实现装配,因此,夹紧器的全部卡爪包括多个第一卡爪和多个第二卡爪;全部第一卡爪自图1的上方向下施加作用力,全部第二卡爪自图1的下方向上施加作用力。
52.为了方便操作,上述夹紧器由多个夹紧组件2组成,任意一个夹紧组件2具有上述第一卡爪和第二卡爪。对于单个的夹紧组件2而言,其主体结构沿安装座1和锥齿轮01的装配方向呈条状,第一卡爪和第二卡爪分别位于前述主体结构的两端。对于全部夹紧器而言,全部夹紧器围设于锥齿轮01的周侧。
53.为了更好地适用不同型号的锥齿轮01,夹紧器的第一卡爪具体可包括外定位檐21和压紧螺栓22;夹紧器与锥齿轮01、安装座1组装时,沿锥齿轮01的径向方向来看,外定位檐21由外向内卡住相邻结构的边缘,并结合压紧螺栓22锁紧于相邻结构。前述结构中,压紧螺栓22通常沿锥齿轮01的轴向施加作用力,这一作用力的方向平行于安装座1和锥齿轮01的装配方向。
54.以上对本实用新型所提供的锥齿轮辅助找正装置进行了详细介绍。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1