一种适用于热嵌工艺的工装的制作方法
1.本实用新型涉及一种适用于热嵌工艺的工装。
背景技术:
2.现在的结构设计能满足功能需求,但是对精益生产的产能提高与质量稳定略有不足。同时零件热嵌进入工件后需要较长的冷却时间,同时,如果要保证质量稳定需要很长的周期。目前一个零件需要8
‑
10秒才能保证该工艺过程质量的稳定,周期长导致线不平衡率过高。
3.有鉴于上述的缺陷,本设计人,积极加以研究创新,以期创设一种新型结构的适用于热嵌工艺的工装,使其更具有产业上的利用价值。
技术实现要素:
4.为解决上述技术问题,本实用新型的目的是提供一种适用于热嵌工艺的工装。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种适用于热嵌工艺的工装,包括工件本体、压头、取件夹头和设备压杆,所述工件本体为中空的通孔结构,所述工件本体的一端与压头的一端相连,所述压头为中空的通孔结构,所述压头的通孔与工件本体的通孔在同一轴线,且它们相连通设置,所述压头的通孔内设置有取件夹头,所述取件夹头上设置有挡环,所述压头内腔的一侧设置有挡块,所述挡环与挡块相碰触设置,所述挡块与设备压杆相邻近设置,所述取件夹头的左右两端均凸出于压头对应的左右两端,所述取件夹头的一端伸入工件本体内,所述取件夹头的另一端伸入设备压杆内,所述设备压杆的一端与压头的另一端相连,所述设备压杆的另一端与设备相连,所述取件夹头和设备压杆均为中空结构,它们与工件本体的中空结构构成相连通设置。
7.优选地,所述的一种适用于热嵌工艺的工装,所述压头为陶瓷压头。
8.优选地,所述的一种适用于热嵌工艺的工装,所述取件夹头为铍铜取件夹头。
9.优选地,所述的一种适用于热嵌工艺的工装,位于工件本体内的所述取件夹头由四片夹头构成,四片所述夹头呈十字形结构分布。
10.优选地,所述的一种适用于热嵌工艺的工装,所述工件本体与压头相卡接。
11.优选地,所述的一种适用于热嵌工艺的工装,与设备压杆相连的所述压头的一端上开设有凹槽,所述凹槽上开设有卡槽。
12.借由上述方案,本实用新型至少具有以下优点:
13.本实用新型可以在4
‑
6秒内完成一个产品,同时还能保证对产品的质量的稳定性,能提高工作效率,同时还能确保产品的质量。
14.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
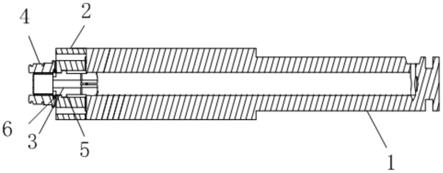
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的剖视图。
具体实施方式
18.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
20.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.实施例
23.如图1所示,一种适用于热嵌工艺的工装,包括工件本体1、压头2、取件夹头3和设备压杆4,所述工件本体1为中空的通孔结构,所述工件本体1的一端与压头2的一端相连,所述压头2为中空的通孔结构,所述压头2的通孔与工件本体1的通孔在同一轴线,且它们相连通设置,所述压头2的通孔内设置有取件夹头3,所述取件夹头3上设置有挡环5,所述压头2内腔的一侧设置有挡块6,所述挡环5与挡块6相碰触设置,所述挡块6与设备压杆4相邻近设置,所述取件夹头3的左右两端均凸出于压头2对应的左右两端,所述取件夹头3的一端伸入工件本体1内,所述取件夹头3的另一端伸入设备压杆4内,所述设备压杆4的一端与压头2的另一端相连,所述设备压杆4的另一端与设备相连,所述取件夹头3和设备压杆4均为中空结构,它们与工件本体1的中空结构构成相连通设置。
24.本实用新型中所述压头2为陶瓷压头。
25.本实用新型中所述取件夹头3为铍铜取件夹头。
26.本实用新型中位于工件本体内的所述取件夹头3由四片夹头构成,四片所述夹头呈十字形结构分布。本实用新型中所述工件本体1与压头2相卡接。
27.本实用新型中与设备压杆4相连的所述压头2的一端上开设有凹槽,所述凹槽上开设有卡槽。
28.本实用新型的工作原理如下:
29.具体工作时,通过将设备压杆4与压头相连接固定后,通过后端的设备(本领域技术人员已知的装置,可以为气缸),通过连接的取件夹头将其夹头部分伸入工件内,然后在通过后端设备的不断伸入使取件夹头分离与工件的内部将夹紧,最后,通过后端设备将其产品取出。
30.以上所述仅是本实用新型的优选实施方式,并不用于限制本实用新型,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
技术特征:
1.一种适用于热嵌工艺的工装,其特征在于:包括工件本体(1)、压头(2)、取件夹头(3)和设备压杆(4),所述工件本体(1)为中空的通孔结构,所述工件本体(1)的一端与压头(2)的一端相连,所述压头(2)为中空的通孔结构,所述压头(2)的通孔与工件本体(1)的通孔在同一轴线,且它们相连通设置,所述压头(2)的通孔内设置有取件夹头(3),所述取件夹头(3)上设置有挡环(5),所述压头(2)内腔的一侧设置有挡块(6),所述挡环(5)与挡块(6)相碰触设置,所述挡块(6)与设备压杆(4)相邻近设置,所述取件夹头(3)的左右两端均凸出于压头(2)对应的左右两端,所述取件夹头(3)的一端伸入工件本体(1)内,所述取件夹头(3)的另一端伸入设备压杆(4)内,所述设备压杆(4)的一端与压头(2)的另一端相连,所述设备压杆(4)的另一端与设备相连,所述取件夹头(3)和设备压杆(4)均为中空结构,它们与工件本体(1)的中空结构构成相连通设置。2.根据权利要求1所述的一种适用于热嵌工艺的工装,其特征在于:所述压头(2)为陶瓷压头。3.根据权利要求1所述的一种适用于热嵌工艺的工装,其特征在于:所述取件夹头(3)为铍铜取件夹头。4.根据权利要求1或3所述的一种适用于热嵌工艺的工装,其特征在于:位于工件本体内的所述取件夹头(3)由四片夹头构成,四片所述夹头呈十字形结构分布。5.根据权利要求1所述的一种适用于热嵌工艺的工装,其特征在于:所述工件本体(1)与压头(2)相卡接。6.根据权利要求1所述的一种适用于热嵌工艺的工装,其特征在于:与设备压杆(4)相连的所述压头(2)的一端上开设有凹槽,所述凹槽上开设有卡槽。
技术总结
本实用新型涉及一种适用于热嵌工艺的工装,包括工件本体,工件本体为中空的通孔结构,工件本体的一端与压头的一端相连,压头为中空的通孔结构,压头的通孔内设置有取件夹头,取件夹头上设置有挡环,压头内腔的一侧设置有挡块,挡环与挡块相碰触设置,挡块与设备压杆相邻近设置,取件夹头的左右两端均凸出于压头对应的左右两端,取件夹头的一端伸入工件本体内,取件夹头的另一端伸入设备压杆内,设备压杆的一端与压头的另一端相连,设备压杆的另一端与设备相连,取件夹头和设备压杆均为中空结构,它们与工件本体的中空结构构成相连通设置。本实用新型能确保夹取产品的质量,确保质量的稳定性。量的稳定性。量的稳定性。
技术研发人员:腾英强 余波 边博 刘杰 姚雪华 李本超 陆上舟 严雄伟
受保护的技术使用者:爱尔铃克铃尔汽车部件(中国)有限公司
技术研发日:2021.08.11
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1