一种加工零件上下两端相互垂直两沟槽的工装的制作方法
1.本实用新型涉及机加工技术领域,特别是一种加工零件上下两端相互垂直两沟槽的工装。
背景技术:
2.现有技术中经常涉及零件上下两端相互垂直两沟槽的加工,参见图1、图2,该零件1由大小不同圆柱结构组成,零件1中有一字平槽1-1和一字圆弧槽1-2需加工,一字平槽1-1和一字圆弧槽1-2分别位于零件上下两端面且相互垂直。目前在加工一字平槽1-1和一字圆弧槽1-2时,一般在零件上划线,加工时按划线找正进行加工,装夹、找线需花费大量时间,重复定位精度差,加工质量不易保证,加工效率低下。
技术实现要素:
3.本实用新型的目的是:提供了一种加工零件上下两端相互垂直两沟槽的工装。本实用新型装夹、找正快速,重复定位精度高,有效提高了加工质量和效率。
4.本实用新型的技术方案是:一种加工零件上下两端相互垂直两沟槽的工装,包括底座,用于将零件固定在底座上加工一字平槽的定位组件ⅰ和将零件固定在底座上加工一字圆弧槽的定位组件ⅱ;所述的底座上设有大圆盲孔,大圆盲孔底端设有与其同轴的小圆通孔;
5.所述的定位组件ⅰ包括能够固定于底座上的定位盖板ⅰ,定位盖板ⅰ上设有外圆面与大圆盲孔定位圆台,定位圆台上设有贯通的与其同轴的贯通孔;
6.所述的定位组件ⅱ包括能够固定于底座上的定位盖板ⅱ,安装于大圆盲孔内的支承环和安装于小圆通孔内的定位块;所述的定位盖板ⅱ上设有大圆定位孔,大圆定位孔的顶端为逐渐向内缩小的锥孔;所述的定位块与小圆通孔间通过键槽和定位键构成的组件定位,定位块端面设有定位条,定位条的长度方向与键槽开口方向垂直。
7.前述的加工零件上下两端相互垂直两沟槽的工装中,沿进刀方向在底座上还设有对刀块。
8.前述的加工零件上下两端相互垂直两沟槽的工装中,所述的对刀块经紧固螺钉固定于底座上。
9.前述的加工零件上下两端相互垂直两沟槽的工装中,所述的对刀块的对刀面与待加工的一字平槽或一字圆弧槽的一侧壁共面。
10.前述的加工零件上下两端相互垂直两沟槽的工装中,所述的底座上还设有定位螺纹孔,定位组件ⅰ、ⅱ在完成定位组装后,定位盖板ⅰ、ⅱ均能经定位螺栓与定位螺纹孔的配合固定。
11.前述的加工零件上下两端相互垂直两沟槽的工装中,该工装由45钢构成。
12.本实用新型的优点是:本实用新型工装结构紧凑,整体加工系统刚性强,简单实用,操作方便,快速定位夹紧固定,加工效率高。通过定位组件ⅰ、ⅱ的结构设置,实现了以已
加工的一字平槽定位待加工的一字圆弧槽;同时通过定位键保证加工后一字平槽定位加工一字圆弧槽在空间尺寸的相互垂直,保证零件上下两端相互垂直两沟槽加工质量,实现定位精度和重复定位精度高的目的,有效提高了加工质量和效率。
附图说明
13.图1为:零件上端面的结构示意图;
14.图2为:零件下端面的结构示意图;
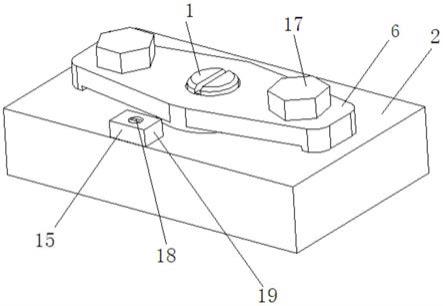
15.图3为:本实用新型加工一字平槽示意图;
16.图4为:本实用新型加工一字平槽剖视图;
17.图5为:本实用新型加工一字圆弧槽示意图;
18.图6为:本实用新型加工一字圆弧槽横向剖视图;
19.图7为:本实用新型加工一字圆弧槽纵向剖视图;
20.图8为:本实用新型底座与定位块、定位键配合示意图;
21.图9为:本实用新型底座结构示意图;
22.图10为:本实用新型定位盖板ⅰ的结构示意图;
23.图11为:本实用新型定位盖板ⅰ的结构剖视图;
24.图12为:本实用新型定位盖板ⅱ的结构示意图;
25.图13为:本实用新型定位盖板ⅱ的结构剖视图;
26.图14为:本实用新型定位块的结构示意图;
27.图15为:本实用新型支承环的结构示意图。
28.附图标记:1:零件,1-1:一字平槽,1-2:一字圆弧槽,2:底座,3:大圆盲孔,4:小圆通孔,5:键槽,6:定位盖板ⅰ,7:定位圆台,8:贯通孔,9:定位盖板ⅱ,10:支承环,11:定位块,12:定位键,13:大圆定位孔,14:定位条,15:对刀块,16:定位螺纹孔,17:定位螺栓,18:紧固螺钉,19:对刀面,20:锥孔。
具体实施方式
29.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
30.实施例1。一种加工零件上下两端相互垂直两沟槽的工装,构成如图1-15所示,包括底座2,用于将零件1固定在底座2上加工一字平槽1-1的定位组件ⅰ和将零件1固定在底座2上加工一字圆弧槽1-2的定位组件ⅱ;所述的底座2上设有大圆盲孔3,大圆盲孔3底端设有与其同轴的小圆通孔4;
31.所述的定位组件ⅰ包括能够固定于底座2上的定位盖板ⅰ6,定位盖板6ⅰ上设有外圆面与大圆盲孔3定位圆台7,定位圆台7上设有贯通的与其同轴的贯通孔8;
32.所述的定位组件ⅱ包括能够固定于底座2上的定位盖板ⅱ9,安装于大圆盲孔3内的支承环10和安装于小圆通孔4内的定位块11;所述的定位盖板ⅱ9上设有大圆定位孔13,大圆定位孔3的顶端为逐渐向内缩小的锥孔20;所述的定位块11与小圆通孔4间通过键槽5和定位键12构成的组件定位,定位块11端面设有定位条14,定位条14的长度方向与键槽5开口方向垂直。
33.沿进刀方向在底座2上还设有对刀块15。
34.前述的对刀块15经紧固螺钉18固定于底座2上。
35.前述的对刀块15的对刀面19与待加工的一字平槽1-1或一字圆弧槽1-2的一侧壁共面。通过该结构,实现刀具对刀,方便刀具快速找正,提高加工效率。
36.前述的底座2上还设有定位螺纹孔16,定位组件ⅰ、ⅱ在完成定位组装后,定位盖板ⅰ、ⅱ均能经定位螺栓17与定位螺纹孔16的配合固定。
37.该工装由45钢构成。
38.加工零件1上下两端相互垂直两沟槽时,包括步骤1:加工一字平槽1-1;
39.步骤2:加工一字圆弧槽1-2。
40.步骤1具体为:
41.加工一字平槽1-1时,将零件1的大圆柱与底座2的大圆盲孔3相配,零件1的小圆柱与定位盖板ⅰ6的贯通孔8相配,定位盖板ⅰ6的定位圆台7端面压在零件1的大圆柱端面上,使用定位螺栓17拧入定位螺纹孔16将定位盖板ⅰ6固定在底座2上,将底座2固定在虎钳上夹紧,通过对刀块15的对刀面19实现刀具对刀,从而实现零件1一字平槽1-1的加工。
42.步骤2具体为:
43.加工一字圆弧槽1-2时,零件1的一字平槽1-1与定位块11的定位条14相配,零件1的大圆柱与定位盖板ⅱ9的大圆定位孔13及锥孔20相配,支承环10与底座2的大圆盲孔3、零件1的大圆柱端面相配,定位盖板ⅱ9的锥孔20盖住零件1大圆柱上的大倒角;使用定位螺栓17与底座2的定位螺纹孔16的配合将定位盖板ⅱ9固定在底座2上,将底座2固定在虎钳上夹紧,通过对刀块15的对刀面19实现刀具对刀,从而实现一字圆弧槽1-2的加工。
技术特征:
1.一种加工零件上下两端相互垂直两沟槽的工装,其特征在于,包括底座(2),用于将零件(1)固定在底座(2)上加工一字平槽(1-1)的定位组件ⅰ和将零件(1)固定在底座(2)上加工一字圆弧槽(1-2)的定位组件ⅱ;所述的底座(2)上设有大圆盲孔(3),大圆盲孔(3)底端设有与其同轴的小圆通孔(4);所述的定位组件ⅰ包括能够固定于底座(2)上的定位盖板ⅰ(6),定位盖板(6)ⅰ上设有外圆面与大圆盲孔(3)定位圆台(7),定位圆台(7)上设有贯通的与其同轴的贯通孔(8);所述的定位组件ⅱ包括能够固定于底座(2)上的定位盖板ⅱ(9),安装于大圆盲孔(3)内的支承环(10)和安装于小圆通孔(4)内的定位块(11);所述的定位盖板ⅱ(9)上设有大圆定位孔(13),大圆定位孔(3)的顶端为逐渐向内缩小的锥孔(20);所述的定位块(11)与小圆通孔(4)间通过键槽(5)和定位键(12)构成的组件定位,定位块(11)端面设有定位条(14),定位条(14)的长度方向与键槽(5)开口方向垂直。2.根据权利要求1所述的加工零件上下两端相互垂直两沟槽的工装,其特征在于:沿进刀方向在底座(2)上还设有对刀块(15)。3.根据权利要求2所述的加工零件上下两端相互垂直两沟槽的工装,其特征在于:所述的对刀块(15)经紧固螺钉(18)固定于底座(2)上。4.根据权利要求2所述的加工零件上下两端相互垂直两沟槽的工装,其特征在于:所述的对刀块(15)的对刀面(19)与待加工的一字平槽(1-1)或一字圆弧槽(1-2)的一侧壁共面。5.根据权利要求1所述的加工零件上下两端相互垂直两沟槽的工装,其特征在于:所述的底座(2)上还设有定位螺纹孔(16),定位组件ⅰ、ⅱ在完成定位组装后,定位盖板ⅰ、ⅱ均能经定位螺栓(17)与定位螺纹孔(16)的配合固定。6.根据权利要求1所述的加工零件上下两端相互垂直两沟槽的工装,其特征在于:该工装由45钢构成。
技术总结
本实用新型公开了一种加工零件上下两端相互垂直两沟槽的工装。包括底座,用于将零件固定在底座上加工一字平槽的定位组件Ⅰ和将零件固定在底座上加工一字圆弧槽的定位组件Ⅱ;底座上设有大圆盲孔,大圆盲孔底端设有与其同轴的小圆通孔;定位组件Ⅰ包括能够固定于底座上的定位盖板Ⅰ,定位盖板Ⅰ上设有定位圆台,定位圆台上设有贯通孔;定位组件Ⅱ包括能够固定于底座上的定位盖板Ⅱ,安装于大圆盲孔内的支承环和安装于小圆通孔内的定位块;定位盖板Ⅱ上设有大圆定位孔,大圆定位孔的顶端为逐渐向内缩小的锥孔,定位块端面设有定位条,定位条的长度方向与键槽开口方向垂直。本实用新型装夹、找正快速,重复定位精度高,有效提高了加工质量和效率。质量和效率。质量和效率。
技术研发人员:邵继超 李秋宏 汪小军 苏贵鸿 黄康华 聂发兴
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2021.08.20
技术公布日:2022/3/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1