微间距LED芯片焊接用热压回流装置的制作方法
微间距led芯片焊接用热压回流装置
技术领域
1.本发明涉及微电子与半导体芯片封装工艺与设备技术领域,具体涉及一种微间距led芯片封装或焊接装置和方法,尤其涉及微间距led芯片封装或焊接用热压回流装置及方法。
背景技术:
2.随着近年来微光电显示技术的发展,应用于微间距直显光源的led芯片大都采用倒装的封装方式,采用锡膏,锡胶和助焊胶或者芯片电极镀锡加助焊剂的焊材施加方法,用回流加热的工艺方式,使之熔后焊接实现led芯片与cob或者cog板之间电极的冶金连接,达到导电导热的目的。
3.由于微间距led芯片,都尺寸较小,通常是0408芯片,甚至是0203、0102芯片。0408芯片的意思是其尺寸大小为4mil
×
8mil;0203芯片的意思是其尺寸大小为2mil
×
3mil;0102芯片的意思是其尺寸大小为1mil
×
2mil,其中mil是千分之一英寸,并且厚度都在微米级以内;在传统的smt回流焊接中,通常被焊接对象在回流焊过程没有约束,被焊接对象是通过下部的热板传导或通过对流传热或通过辐射传导受热完成焊接过程,微小的芯片浮在焊料上面,焊接后芯片不平整,影响光效。这样的热传递过程对倒装的led芯片的焊接是不利的;因为下部热板的能量需要通过cob(chip on board)或者cog( chip on glass )板传递倒装的led芯片焊点处,这样的热传导效率低,无法实现焊点的快速熔融焊接。对流传热或通过辐射传导方式产生的热场的均匀性和稳定性也与热源和传导方式有很大的相关性。微间距led芯片焊接中,微米级的焊点间距,放大了热场的均匀性和稳定性对焊接效果的影响;热场的一点波动和分布不均,就会导致不同焊点的焊接温度差异,从而导致不同焊点的焊接效果的差异。而led芯片焊接耐受的温度范围也需要保持在一定范围内,因此这样的焊接方式会导致很大的焊接不良率。
4.传统的回流焊接工艺无法满足微间距led倒装焊接的需要,出现了低良率和返修成本高的行业技术痛点。由于焊接面积小,且动辄有几万个焊点集成在一块微间距显示单元上,对这样的密集焊点,传统的回流焊装置无法使每一点获得可靠的焊接效果。容易出现虚焊或焊接不良的情况,在微间距显示单元的后续工艺和使用过程中,由于环境工作热能的影响使led显示单元内部的热应力变化,会导致焊点脱离失效。迫切地需要改进传统的回流焊的装置和方法,以改善微间距led倒装芯片的焊接品质和效率。
5.公开号为cn112333932a的中国专利申请文献中,提出了多压头热压回流装置及其操作方法,提出采用多个热压装置同时工作的微间距led倒装芯片cob或者cog组装的约束式回流工艺,但这种装置复杂,属于间歇式操作,具有效率低,多组热压板互相温度不均匀带来的成品焊接效果不一致的缺点。
6.在本技术中,微间距led芯片是指芯片尺寸<100微米(宽)
×
200微米(长),led发光点间距<0.9微米的mini或micro led芯片。
技术实现要素:
7.本发明的技术方案克服了现有技术的缺点,设计了一种能在运动中上下夹持被焊主体,使被焊主体能直接均匀地进行双面热传导的焊接装置和方法,使被焊接主体的上下两个表面都能直接均匀地进行热传导,提高了焊接中的热传导效率,可缩短焊接受热时间,提高焊接的良品率;使被焊接主体上的各个焊点能受热更均匀,芯片平整度更好,一致性更好,能大幅度提高焊接的良品率;且能依次自动化地周期性将被焊主体送入,避免了传统双面热压必须间断的缺陷,能大幅度提高生产效率。
8.本技术中,解决上述技术问题的技术方案是一种微间距led芯片焊接用热压回流焊装置,包括回流焊接装置主体、上柔性传送带控制装置、上柔性传送带、上热压组件、下柔性传送带控制装置、下柔性传送带、下热压组件;上热压组件和下热压组件分别与回流焊接装置主体固定连接;上热压组件和下热压组件相对且有间距地设置;上热压组件设置在上柔性传送带上方;下热压组件设置在下柔性传送带下方;上柔性传送带控制装置与上柔性传送带连接,控制上柔性传送带循环转动;下柔性传送带控制装置与下柔性传送带连接,控制下柔性传送带循环转动;上柔性传送带和下柔性传送带相对且有间距地设置;上柔性传送带和下柔性传送带共同在运动中夹持被焊接主体,使被焊接主体运动穿越过上热压组件和下热压组件之间的空间。
9.上热压组件和下热压组件之间的间距是可以调节的;或上热压组件和下热压组件之间的间距设置在10mm以下。
10.上热压组件包括上热压温控装置和上热压主体;上热压温控装置与上热压主体连接,上热压温控装置向上热压主体输出热能并控制上热压主体温度;上热压组件的温度设在50
‑
500℃之间。
11.下热压组件包括下热压温控装置和下热压主体;下热压温控装置与下热压主体连接,下热压温控装置向下热压主体输出热能并控制下热压主体温度;下热压组件的温度设在50
‑
500℃之间。
12.上热压组件还包括上热压压力控制装置;上热压压力控制装置与上热压主体连接,上热压压力控制装置向上热压主体输出向下的作用力,该作用力向下产生的压力范围为0.5
‑
5mpa;上热压压力控制装置控制上热压主体相对下热压主体之间的距离。
13.下热压组件还包括下热压压力控制装置;下热压压力控制装置与下热压主体连接,下热压压力控制装置向下热压主体输出向上的作用力,该作用力向上产生的压力范围为0.5
‑
5mpa;下热压压力控制装置控制下热压主体相对上热压主体之间的距离;或下热压压力控制装置与上热压压力控制装置联合控制下热压主体与上热压主体之间的距离。
14.上热压主体是平板式热压板;下热压主体是平板式热压板;
15.上热压压力控制装置,调整上热压组件和下热压组件之间的间距后,会将上柔性传送带下压,使上柔性传送带穿越上热压组件和下热压组件之间的间距时,上柔性传送带相对于水平方向有小于等于5
o
的夹角。
16.所述微间距led芯片焊接用热压回流焊装置,还包括两个第一定厚规和两个第二定厚规;上热压组件与下热压组件相对一侧的两端分别通过一个第一定厚规连接;上热压组件一侧与下热压组件对应一侧的垂直间距,称为第一间距;两个第一定厚规用于调节第一间距大小,限制第一间距厚度;上热压组件与下热压组件相对另一侧的两端分别通过一
个第二定厚规连接;上热压组件另一侧与下热压组件对应另一侧的垂直间距,称为第二间距;两个第二定厚规用于调节第二间距大小,限制第二间距厚度;第一间距和第二间距的调节范围是0.100
‑
10.000mm。
17.上柔性传送带和下柔性传送带的宽度设置在100
‑
1000mm之间;上柔性传送带和下柔性传送带的厚度设置在1
‑
3mm之间。
18.上柔性传送带控制装置包括上柔性传送带驱动辊筒、上柔性传送带张紧辊筒和上柔性传送带张紧装置;闭合成环形的上柔性传送带的两端分别套接在上柔性传送带驱动辊筒和上柔性传送带张紧辊筒上;上柔性传送带驱动辊筒被驱动转动时带动上柔性传送带运动;上柔性传送带张紧装置控制上柔性传送带张紧辊筒,由上柔性传送带张紧辊筒调整上柔性传送带的张紧状态;下柔性传送带控制装置包括下柔性传送带驱动辊筒、下柔性传送带张紧辊筒和下柔性传送带张紧装置;闭合成环形的下柔性传送带的两端分别套接在下柔性传送带驱动辊筒和下柔性传送带张紧辊筒上;下柔性传送带驱动辊筒被驱动转动时带动下柔性传送带运动;下柔性传送带张紧装置控制下柔性传送带张紧辊筒,由下柔性传送带张紧辊筒调整下柔性传送带的张紧状态。
19.所述微间距led芯片焊接用热压回流焊装置,还设置有上柔性传送带驱动辊筒加热温控装置和上柔性传送带张紧辊筒加热温控装置;上柔性传送带驱动辊筒加热温控装置向上柔性传送带驱动辊筒输出热能并控制上柔性传送带驱动辊筒温度;上柔性传送带张紧辊筒加热温控装置向上柔性传送带张紧辊筒输出热能并控制上柔性传送带张紧辊筒温度;上柔性传送带两端分别与上柔性传送带驱动辊筒和上柔性传送带张紧辊筒套接,从上柔性传送带驱动辊筒和上柔性传送带张紧辊筒获得热能。
20.所述微间距led芯片焊接用热压回流焊装置,还设置有下柔性传送带驱动辊筒加热温控装置和下柔性传送带张紧辊筒加热温控装置;下柔性传送带驱动辊筒加热温控装置向下柔性传送带驱动辊筒输出热能并控制下柔性传送带驱动辊筒温度;下柔性传送带张紧辊筒加热温控装置向下柔性传送带张紧辊筒输出热能并控制下柔性传送带张紧辊筒温度;下柔性传送带两端分别与下柔性传送带驱动辊筒和下柔性传送带张紧辊筒套接,从下柔性传送带驱动辊筒和下柔性传送带张紧辊筒获得热能。
21.上柔性传送带和下柔性传送带的温度分别设置在50
‑
500℃之间。
22.同现有技术相比较,本技术的有益效果之一:上、下柔性传送带和上、下热压组件,互相配合形成运动中上下夹持被焊接主体,使被焊接主体的上下两个表面都能直接进行热传导,提高了焊接中的热传导效率,能让被焊主体上下两面同时受热,缩短焊接受热时间,提高焊接的良品率。
23.同现有技术相比较,本技术的有益效果之二:被焊接主体在匀速运动中被夹持且接触着上、下热压组件的方式穿过焊接的加热区,匀速运动的方式能进一步地缩短焊接受热时间,提高焊接的良品率。
24.同现有技术相比较,本技术的有益效果之三:被焊接主体在匀速运动中被夹持且接触着上、下热压组件的方式;上、下热压组件和上、下柔性传送带都是处在一个预热到目标焊接温度的状态,且上、下热压组件和上、下柔性传送带整体处在一个回流焊的背景中,辐射和对流方式的加热也整个焊接氛围的温度维持起到温度平衡和稳定的作用,运动和直接接触导热的方式使被焊接主体上的各个焊点能处在一个更均匀的热传导环境中,各焊点
受热更均匀,芯片平整度更好,一致性更好,能大幅度提高焊接的良品率。
25.同现有技术相比较,本技术的有益效果之四:被焊接主体通过上柔性传送带和下柔性传送带夹持,能依次自动化地周期性被送入上热压组件和下热压组件之间的空间进行焊接,无需间断,能大幅度提高生产效率。避免了传统双面热压必须间断的缺陷。
附图说明
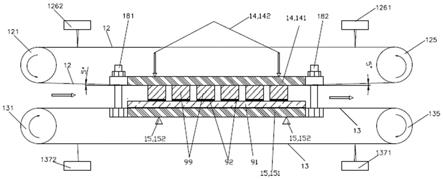
26.图1是微间距led芯片焊接用热压回流焊装置优选实施例一的剖视结构示意图;
27.图2是微间距led芯片焊接用热压回流焊装置优选实施例一的俯视示意图;
28.图3是微间距led芯片焊接用热压回流焊装置优选实施例二的剖视结构示意图;
29.图4是微间距led芯片焊接用热压回流焊装置优选实施例二的俯视示意图;
30.图5是微间距led芯片焊接用热压回流焊装置优选实施例三的剖视结构示意图;
31.图6是微间距led芯片焊接用热压回流焊装置优选实施例三的俯视示意图。
具体实施方式
32.以下结合各附图对本技术内容做进一步详述。
33.如图1至图4所示一种微间距led芯片焊接用热压回流焊装置实施例中,包括上柔性传送带控制装置、上柔性传送带12、上热压组件14、下柔性传送带控制装置、下柔性传送带13、下热压组件15;上热压组件14和下热压组件15分别与回流焊接装置主体固定连接;上热压组件14和下热压组件15相对且有间距地设置;上热压组件14设置在上柔性传送带12上方;下热压组件15设置在下柔性传送带13下方;上柔性传送带控制装置与上柔性传送带12连接,控制上柔性传送带12循环转动;下柔性传送带控制装置与下柔性传送带13连接,控制下柔性传送带13循环转动;上柔性传送带12和下柔性传送带13相对且有间距地设置;上柔性传送带和下柔性传送带共同在运动中夹持被焊接主体,使被焊接主体经过上热压组件14和下热压组件15之间的空间。即使被焊接主体在上柔性传送带12和下柔性传送带13的同向运动中被夹持且接触着上柔性传送带12和下柔性传送带13的方式穿越过上热压组件14和下热压组件15之间的空间。回流焊接装置主体在图1至图2中未被显示,图3和图4中的第一主体支架25和第二主体支架26是回流焊接装置主体的一部分。
34.如图1和图3所示的实施例中,上热压组件14与上柔性传送带12接触贴合形成上加热区;下热压组件15和下柔性传送带13接触贴合形成下加热区;上加热区与下加热区相对形成热压回流区域;采用直接接触传导加热的方式,能将被焊接主体有约束地接触加热,使倒装芯片在短时间内获得焊接或者固化需要的热能量,并形成有效焊点或者粘连接点的装置。上柔性传送带12、上热压组件14、下柔性传送带13、下热压组件15以及被焊接主体可以是处于一个传统回流焊接的氛围中;即本技术中的微间距led芯片焊接用热压回流焊装置可以是继承了传统回流焊接的焊接温度氛围。当然在一些情况下,未必需要上柔性传送带12、上热压组件14、下柔性传送带13、下热压组件15以及被焊接主体处于一个传统回流焊接的氛围中。
35.如图1和图3所示的实施例中,被焊接主体是微间距led芯片;微间距led芯片在焊接中包括led芯片99、焊料92和基板91;焊料92涂覆在led芯片99和基板91之间;led芯片99的上表面与上柔性传送带12的下表面接触;基板91的下底面与下柔性传送带13的上表面接
触;即被焊接主体被夹持在上柔性传送带12的下表面和下柔性传送带13的上表面之间。上柔性传送带12和下柔性传送带13共同在运动中夹持被焊接主体,使被焊接主体经过上热压组件14和下热压组件15之间的空间时,上热压组件14与上柔性传送带12的上表面接触。上热压组件14上的大部分热量直接传导至上柔性传送带12,上柔性传送带12的热量直接传导至被焊接主体上与上柔性传送带接触的器件上表面。当然,上热压组件14上的小部分热量也可以通过对流或辐射方式传递至被焊接主体。基板91包括cob板或cog板。
36.直接接触的热传导方式传热效率高,尤其是在微间距led芯片焊接中,每个焊点非常小,热传导方式可以很快使焊点达到熔融温度,且由于这样的热传导方式,只要上热压组件14上的温度均一性好,就能控制好各焊点温度的均一性,使高密度微间距led芯片的焊接一致性能大幅度提高;能大大降低高密度微间距led芯片焊接的不良品率。上热压组件14在本技术中在本技术中可以是一个整体,可以是由多个组件拼接在一起的一个整体。
37.在现有技术中,采用单面热板的回流焊接装置进行微间距led芯片焊接时候;通常只能进行单面加热,或非接触式的双面加热,即使有双面加热也是间隔式的双面加热,不能实现自动循环连续式的焊接。现有技术中采用单面热板加热方式,微间距led芯片的由于焊接导致的不良品率为0. 1%左右。采用本技术中的焊接装置进行焊接后,微间距led芯片的由于焊接导致的不良品率降低为0.01%左右。间隔式的双面加热的生产效率通常是0.2平方米到0.5平方米每小时;本技术中上、下柔性传送带12循环的速度可以跟随焊接需求灵活调整。生产效率远远大于间隔式的双面加热的生产效率。
38.如图1至图6所示的实施例中,上柔性传送带12和下柔性传送带13的行进速度可以根据焊接需求进行调整,一方面能灵活设置被焊接主体经历焊接的时间;且该时间可以和上柔性传送带12和下柔性传送带13以及上热压组件14和下热压组件15的温度相关;使焊接温度和焊接速度之间能调整到最佳状态,将生产效率提升最大化。
39.如图1至图6所示的实施例中,上热压组件的温度和下热压组件的温度可分别设在50
‑
500℃之间。这样的温度设置能适应大多数焊接的要求;上热压组件的温度设置可以独立于下热压组件的温度设置,即上热压组件的温度和下热压组件的温度可以设置为不同的温度,以适应与其各自接触的焊接部位。在包含有led芯片99、焊料92和基板91的微间距led芯片在焊接中,上热压组件14和上柔性传送带12接触,上柔性传送带12与led芯片99接触,那么可以根据led芯片99的焊接温度要求来设置上热压组件14的温度。也可以根据基板91的焊接温度要求来设置下热压组件15的温度。上热压组件14的温度和下热压组件15的温度可以分别设置在不同的温度区间,当然也可以设置在同一温度区间内。
40.如图1至图6所示的实施例中,上热压组件14和下热压组件15之间的间距是可以调节的;或上热压组件14和下热压组件15之间的间距设置在10mm以下。上热压组件14和下热压组件15之间的间距可以根据被焊接主体的整体厚度进行调节;在微间距led芯片焊接中,上热压组件14和下热压组件15之间的间距可以设置在10mm以下,以适应不同基板的厚度及不同微间距led芯片的厚度。通常微间距led芯片的厚度在0.1mm
‑
0.005mm,基板厚度在0.1
‑
1mm。上热压组件14和下热压组件15之间的间距可调节或设置,能确保被焊接主体的上表面能与上柔性传送带12的下表面接触,以及被焊接主体的下表面能与下柔性传送带13的上表面接触,从而保证被焊接主体能与上柔性传送带12、上热压组件14、下柔性传送带13、下热压组件15直接接触进行热传导,从而保证热传导效率。焊接主体的上表面与上柔性传送带
的下表面接触时,焊接主体的上表面所承受的压力范围是压力为0.5
‑
5mpa;焊接主体的下表面与下柔性传送带的上表面接触时,焊接主体的下表面承受的压力范围是压力为0.5
‑
5mpa。
41.如图1、图3和图5所示的实施例中,调整上热压组件14和下热压组件15之间的间距后,会将上柔性传送带12下压,使上柔性传送带12穿越上热压组件14和下热压组件15之间的间距时,上柔性传送带12相对于水平方向有大约5
o
的夹角。
42.如图1和图3所示的实施例中,上热压组件14包括上热压温控装置和上热压主体141;上热压温控装置未在图中显示;上热压温控装置与上热压主体141连接,上热压温控装置向上热压主体141输出热能并控制上热压主体141温度;下热压组件15包括下热压温控装置和下热压主体151;下热压温控装置未在图中示出;下热压温控装置与下热压主体151连接,下热压温控装置向下热压主体151输出热能并控制下热压主体151温度。上热压组件14的温度能通过上热压温控装置进行控制。下热压组件15的温度能通过下热压温控装置进行控制。上热压组件14的温度和下热压组件15的温度可以分别通过相应的加热温控装置进行独立的温度控制。上热压温控装置和下热压温控装置包括现有技术中的多种加热控制装置,如电磁加热温控装置,热油温控装置等。
43.如图1和图3所示的实施例中,上热压组件14还包括上热压压力控制装置142;上热压压力控制装置142与上热压主体141连接,上热压压力控制装置142向上热压主体输出向下的作用力,上热压压力控制装置142控制上热压主体141相对下热压主体之间的距离。上热压压力控制装置142能控制上热压主体141向下的作用力大小,从而上热压压力控制装置142也能控制上热压主体141相对下热压主体之间的距离。在包含有led芯片99、焊料92和基板91的微间距led芯片在焊接中,led芯片99和基板91所能承受的压力是不同的,可根据不同的被焊接主体的上下表面的材料的压力耐受情况进行适应性调整。
44.如图1和图3所示的实施例中,下热压组件15还包括下热压压力控制装置152;下热压压力控制装置152与下热压主体151连接,下热压压力控制装置152向下热压主体151输出向上的作用力,下热压压力控制装置152控制下热压主体151相对上热压主体141之间的距离;或下热压压力控制装置152与上热压压力控制装置142联合控制下热压主体151与上热压主体141之间的距离。下热压压力控制装置152向下热压主体151输出向上的作用力,从而下热压压力控制装置152控制下热压主体151相对上热压主体141之间的距离;在包含有led芯片99、焊料92和基板91的微间距led芯片在焊接中,led芯片99和基板91所能承受的压力是不同的,可以根据不同的被焊接主体的上下表面的材料的压力耐受情况进行适应性调整。当然下热压压力控制装置152与上热压压力控制装置142可以联合控制下热压主体与上热压主体之间的距离,将该距离调整到适应被焊接主体上、下表面的位置,使被焊接主体上、下表面收到的加持力是恰到好处的,既能保证夹持状态产生接触导热,又能保证夹持力度合适,不至于损坏到被焊接主体上的部件。上热压压力控制装置142和下热压压力控制装置152可分别单独调整输出压力;上热压压力控制装置142和下热压压力控制装置152也可同时调整输出一致的压力。
45.如图1和图3所示的实施例中,还包括两个第一定厚规181和两个第二定厚规182;上热压组件14与下热压组件15相对一侧的两端分别通过一个第一定厚规181连接;上热压组件14一侧与下热压组件15对应一侧的垂直间距,称为第一间距;两个第一定厚规181用于
调节第一间距大小,限制第一间距厚度。上热压组件14与下热压组件15相对另一侧的两端分别通过一个第二定厚规182连接;上热压组件14另一侧与下热压组件15对应另一侧的垂直间距,称为第二间距;两个第二定厚规182用于调节第二间距大小,限制第二间距厚度;第一间距和第二间距的调节范围是0.100
‑
10.000mm。第一间距和第二间距的大小可以相同,也可以不同。第一间距可以大于第二间距;或第一间距可以小于第二间距;在回流焊接过程中,被焊主体进入上热压组件下热压组件之间的空间时,可选择从一个大的间距中进入,从一个小的间距移出。被焊主体在焊接前的高度略高于被焊主体在焊接后的高度。
46.如图1至图4所示的实施例中,上热压主体141是平板式热压板;下热压主体151是平板式热压板。平板式热压板能均匀地夹持被焊主体,且均匀地进行热传导。保证被焊主体上的各个焊点能稳定且均匀地受热,提高微间距led芯片的焊接良品率。
47.如图5和图6所示的微间距led芯片焊接用热压回流焊装置实施例中,上热压主体141包括上热压板1411、上热压辊筒组1412、上支承轴承支座1413;上热压辊筒组1412中包括至少两个以上的上热压辊筒14121;上支承轴承支座1413与上热压板1411固定连接,上热压辊筒14121中的轴承固定在上支承轴承支座1413的一端,各上热压辊筒14121能独立转动;上热压辊筒组1412中的各上热压辊筒14121与上柔性传送带12的上表面接触。
48.如图5和图6所示的微间距led芯片焊接用热压回流焊装置实施例中,下热压主体151包括下热压板1511、下热压辊筒组1512、下支承轴承支座1513;下热压辊筒组1512中包括至少两个以上的下热压辊筒15121;下支承轴承支座1513与下热压板1511固定连接,下热压辊筒15121中的轴承固定在下支承轴承支座1513的一端,各下热压辊筒15121能独立转动;下热压辊筒组1512中的各下热压辊筒15121与下柔性传送带13的下表面接触。
49.上热压辊筒组1412能转动地和上柔性传送带12接触,使上热压辊筒组1412的热量能更快速均匀地向上柔性传送带热量,保证了上柔性传送带12温度的稳定性;同样,下热压辊筒组1512能转动地和下柔性传送带13接触,使下热压辊筒组1512的热量能更快速均匀地向下柔性传送带13热量,保证了下柔性传送带13温度的稳定性;上柔性传送带12和下柔性传送带13的温度稳定性,保证被焊主体在焊接时候的接触温度,也有助于提高焊接的均匀性和良品率。
50.如图1至图6所示的实施例中,上柔性传送带和下柔性传送带的宽度设置在50
‑
1000mm之间;上柔性传送带和下柔性传送带的厚度设置在1
‑
3mm之间。上柔性传送带和下柔性传送带的宽度设置能适用于微间距led芯片的大小;上柔性传送带和下柔性传送带的厚度一方面使上柔性传送带和下柔性传送带本身具有一定的热能存储能力。同时,这样的厚度设置也能具有快速的热传导能力,能迅速地将上热压主体、下热压主体上热能经由上柔性传送带和下柔性传送带传递至被焊主体。
51.如图1、图3和图5所示的实施例中,上柔性传送带控制装置包括上柔性传送带驱动装置、上柔性传送带驱动辊筒121、上柔性传送带张紧辊筒125和上柔性传送带张紧装置。闭合成环形的上柔性传送带12的两端分别套接在上柔性传送带驱动辊筒121和上柔性传送带张紧辊筒125上;上柔性传送带驱动装置驱动上柔性传送带驱动辊筒121转动;上柔性传送带驱动辊筒121转动时带动上柔性传送带12运动;上柔性传送带张紧装置控制上柔性传送带张紧辊筒125,上柔性传送带张紧装置通过上柔性传送带张紧辊筒125调整上柔性传送带12的张紧状态。上柔性传送带驱动装置和上柔性传送带张紧装置未在图中显示。
52.如图1、图3和图5所示的实施例中,下柔性传送带控制装置包括下柔性传送带驱动装置、下柔性传送带驱动辊筒131、下柔性传送带张紧辊筒135和下柔性传送带张紧装置。闭合成环形的下柔性传送带13的两端分别套接在下柔性传送带驱动辊筒131和下柔性传送带张紧辊筒135上;下柔性传送带驱动装置驱动下柔性传送带驱动辊筒131转动;下柔性传送带驱动辊筒131转动时带动下柔性传送带13运动;下柔性传送带张紧装置控制下柔性传送带张紧辊筒135,下柔性传送带张紧装置通过下柔性传送带张紧辊筒135调整下柔性传送带13的张紧状态。下柔性传送带驱动装置和下柔性传送带张紧装置未在图中显示。
53.上柔性传送带张紧装置和下柔性传送带张紧装置能分别控制上柔性传送带和下柔性传送带的张紧状态,方便调整上柔性传送带和下柔性传送带之间的间距;使该间距能适应于被焊主体尺寸以及上热压主体和
54.下热压主体之间的间距尺寸。
55.上柔性传送带驱动装置和下柔性传送带驱动装置是具有相同构造的两个装置,也可以是整合在一起的一个装置,自然同步上柔性传送带和下柔性传送带的转动速度。如图2、图4和图6所示的实施例中,显示了上柔性传送带驱动装置和下柔性传送带驱动装置的一个实施例;在一个上柔性传送带驱动装置的实施例中包括了驱动电机1211、连轴器1212和驱动轴联动齿轮1213;上柔性传送带驱动辊筒121与连轴器1212连接,驱动电机1211和连轴器1212连接,柔性传送带驱动辊筒121被驱动电机1211带动转动。
56.上柔性传送带张紧装置和下柔性传送带张紧装置是具有相同构造的装置,也可以是整合在一起的一个装置,自然同步上柔性传送带和下柔性传送带的张紧状态;如图2、图4和图6所示的实施例中,包括了上柔性传送带张紧装置1251和下柔性传送带张紧装置1351。
57.如图1、图3和图5所示的实施例中,还包括了第一上光电传感器1261,第二上光电传感器1262,第一下光电传感器1371和第二下光电传感器1372;第一上光电传感器1261和第二上光电传感器1262分别设置在上柔性传送带12上方两端,用于检测上柔性传送带12的温度状态;第一下光电传感器1371和第二下光电传感器1372分别设置在下柔性传送带13下方两端,用于检测下柔性传送带13的温度状态。
58.如图3所示的实施例中,还包括了驱动辊筒支承架23;驱动辊筒支承架23上设置有第一驱动轴承座2321,第一驱动轴承座调节装置2322;上柔性传送带驱动辊筒轴承23121与第一驱动轴承座2321连接获得支承;第一驱动轴承座调节装置2322用于调节第一驱动轴承座2321在驱动辊筒支承架23的位置,从而调节上柔性传送带驱动辊筒121在驱动辊筒支承架23上的固定位置。驱动辊筒支承架23上还设置有第二驱动轴承座2324,下柔性传送带驱动辊筒轴承23131与第二驱动轴承座2324连接获得支承。通过第一调节螺杆23221可以调节第一驱动轴承座调节装置2322在驱动辊筒支承架23上的位置。
59.如图3所示的实施例中,还包括了张紧轮支承架27;张紧轮支承架上设置有第一张紧轴承座2728和第二张紧轴承座2729;上柔性传送带张紧辊筒轴承27125与第一张紧轴承座2728连接获得支承;下柔性传送带张紧辊筒轴承27135与第二张紧轴承座2729连接获得支承。可通过张紧调节螺杆27281调节第一张紧轴承座2728在张紧轮支承架27上的位置。
60.如图3所示的实施例中,还包括了第一主体支架25和第二主体支架26;第一主体支架25上设置有第一上热压组件固定部251和第一下热压组件固定部252;第二主体支架26上设置有第二上热压固定部261和第二下热压固定部262;上热压组件14沿水平方向通过第一
上热压组件固定部251和第二上热压固定部261分别与第一主体支架25和第二主体支架26固定连接;下热压组件15沿水平方向通过第一下热压组件固定部252和第二下热压固定部262分别与第一主体支架25和第二主体支架26固定连接。第一主体支架25和第二主体支架26可以分别是门型支架,也可以共同组合形成门型支架。
61.在一些附图中未显示的实施例中,还设置有上柔性传送带驱动辊筒加热温控装置和上柔性传送带张紧辊筒加热温控装置;上柔性传送带驱动辊筒加热温控装置向上柔性传送带驱动辊筒输出热能并控制上柔性传送带驱动辊筒温度;上柔性传送带张紧辊筒加热温控装置向上柔性传送带张紧辊筒输出热能并控制上柔性传送带张紧辊筒温度;上柔性传送带两端分别与上柔性传送带驱动辊筒和上柔性传送带张紧辊筒套接,从上柔性传送带驱动辊筒和上柔性传送带张紧辊筒获得热能;
62.在一些附图中未显示的实施例中,还设置有下柔性传送带驱动辊筒加热温控装置和下柔性传送带张紧辊筒加热温控装置;下柔性传送带驱动辊筒加热温控装置向下柔性传送带驱动辊筒输出热能并控制下柔性传送带驱动辊筒温度;下柔性传送带张紧辊筒加热温控装置向下柔性传送带张紧辊筒输出热能并控制下柔性传送带张紧辊筒温度;下柔性传送带两端分别与下柔性传送带驱动辊筒和下柔性传送带张紧辊筒套接,从下柔性传送带驱动辊筒和下柔性传送带张紧辊筒获得热能。
63.上柔性传送带驱动辊筒加热温控装置和上柔性传送带张紧辊筒加热温控装置,使上柔性传送带在循环运动中能持续稳定地获得能量输入,保持上柔性传送带的温度稳定性。同样,下柔性传送带驱动辊筒加热温控装置和下柔性传送带张紧辊筒加热温控装置,使下柔性传送带在循环运动中能持续稳定地获得能量输入,保持下柔性传送带的温度稳定性。上柔性传送带和下柔性传送带的温度稳定性高,也意味着被焊主体在焊接时候的温度稳定性。更有利于焊接温度的维持,保持各个焊点的均一性和稳定性。
64.上柔性传送带和下柔性传送带的温度可分别设置在50
‑
500℃之间。这样的温度设置能适应大多数焊接的要求;上柔性传送带的温度设置需要和上热压组件的温度设置相一致;下柔性传送带的温度设置需要和下热压组件的温度设置相一致;上柔性传送带的温度设置可以独立于下柔性传送带的温度设置;即与上热压组件的温度和下热压组件的温度可以设置为不同的温度,以适应与其各自接触的焊接部位一样;上柔性传送带的温度和下柔性传送带的温度可以设置为不同的温度,以适应与其各自接触的焊接部位一样。
65.在一些附图中未显示的一种微间距led芯片焊接用热压回流焊接方法实施例中包括步骤a、步骤b和步骤c。
66.在步骤a中,相对且有间距地设置连续同向转动的上柔性传送带和上柔性传送带。在步骤a中,上柔性传送带和下柔性传送带的宽度设置在50
‑
1000mm之间;上柔性传送带和下柔性传送带的厚度设置在1
‑
3mm之间。在步骤a中,还包括利用上柔性传送带驱动辊筒加热温控装置和上柔性传送带张紧辊筒加热温控装置加热上柔性传送带的步骤;上柔性传送带驱动辊筒加热温控装置向上柔性传送带驱动辊筒输出热能并控制上柔性传送带驱动辊筒温度;上柔性传送带张紧辊筒加热温控装置向上柔性传送带张紧辊筒输出热能并控制上柔性传送带张紧辊筒温度;上柔性传送带两端分别与上柔性传送带驱动辊筒和上柔性传送带张紧辊筒套接,从上柔性传送带驱动辊筒和上柔性传送带张紧辊筒获得热能。
67.在步骤a中,还包括利用下柔性传送带驱动辊筒加热温控装置和下柔性传送带张
紧辊筒加热温控装置加热下柔性传送带的步骤;下柔性传送带驱动辊筒加热温控装置向下柔性传送带驱动辊筒输出热能并控制下柔性传送带驱动辊筒温度;下柔性传送带张紧辊筒加热温控装置向下柔性传送带张紧辊筒输出热能并控制下柔性传送带张紧辊筒温度;下柔性传送带两端分别与下柔性传送带驱动辊筒和下柔性传送带张紧辊筒套接,从下柔性传送带驱动辊筒和下柔性传送带张紧辊筒获得热能。
68.上柔性传送带和下柔性传送带的材料包括金属、塑料等柔性导热材料制成。
69.在步骤b中,相对且有间距地设置上热压组件和下热压组件;上热压组件设置在上柔性传送带上方;下热压组件设置在下柔性传送带下方;
70.步骤b中:上热压组件和下热压组件的温度可分别设在50
‑
500℃之间。上热压组件和下热压组件之间的间距是可以调节的;或上热压组件和下热压组件之间的间距设置在10mm以下。
71.步骤b中:上热压组件包括上热压温控装置和上热压主体;上热压温控装置与上热压主体连接,上热压温控装置向上热压主体输出热能并控制上热压主体温度;下热压组件包括下热压温控装置和下热压主体;下热压温控装置与下热压主体连接,下热压温控装置向下热压主体输出热能并控制下热压主体温度。
72.步骤b中:还包括利用第一定厚规和第二定厚规调整上热压组件与下热压组件之间间距的步骤;上热压组件与下热压组件相对一侧的两端分别通过一个第一定厚规连接;上热压组件一侧与下热压组件对应一侧的垂直间距,称为第一间距;两个第一定厚规用于调节第一间距大小,限制第一间距厚度;上热压组件与下热压组件相对另一侧的两端分别通过一个第二定厚规连接;上热压组件另一侧与下热压组件对应另一侧的垂直间距,称为第二间距;两个第二定厚规用于调节第二间距大小,限制第二间距厚度;第一间距和第二间距的调节范围是0.100
‑
10.000mm。
73.在步骤c中,使被焊接主体在运动中被夹持在上柔性传送带和上柔性传送带中间,经过上热压组件和下热压组件之间的空间,进行直接热压导热的回流焊接。
74.微间距led芯片焊接用热压回流焊装置和方法中,上热压组件和下热压组件相对且有间距地设置;上热压组件设置在上柔性传送带上方;下热压组件设置在下柔性传送带下方;上柔性传送带控制装置与上柔性传送带连接,控制上柔性传送带循环转动;下柔性传送带控制装置与下柔性传送带连接,控制下柔性传送带循环转动;上柔性传送带和下柔性传送带相对且有间距地设置;上柔性传送带和下柔性传送带共同在运动中夹持被焊接主体,使被焊接主体经过上热压组件和下热压组件之间的空间。使被焊接主体的上下两个表面都能直接进行热传导,提高了焊接中的热传导效率,缩短焊接受热时间,提高焊接的良品率。
75.本技术中,各部件名称中的第一和第二只是为了名称上的区别,并不代表时间和空间上的序列关系。
76.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1