一种焊缝用简易加热装置的制作方法
1.本实用新型涉及炼铁高炉设备维护技术领域,涉及一种焊缝用简易加热装置,特别涉及一种适用于异形焊缝的简易加热装置。
背景技术:
2.在进行炼铁高炉设备维护时往往需要对设备检修焊接,而为了防止焊接部位的脆性破坏、延迟裂纹、应力腐蚀和氢气腐蚀往往需要对焊接接头出进行热处理。经过正确的热处理,可以使焊接残余应力松弛,淬硬区软化,也可以改善组织,降低含氢量,提高耐腐蚀性、冲击韧性,蠕变极限等。而高炉炉壳厚钢板的焊缝周围往往密密麻麻布满了冷却水管,这导致无法使用常规的热处理设备对焊缝进行热处理,而采用专用热处理设备虽然能够对焊缝进行热处理,但其运输、租赁及使用成本过高,大大增加了生产成本。同时焊缝往往并不规则,采用常规热处理设备对焊缝逐段进行热处理,效率较低,此外热处理设备多以电能为能源,其功率较大,在工作时容易出现跳闸、温度不显示等异常情况,这也会影响施工效率。
3.因此,开发一种成本低廉、施工效率高且能够适用于狭小空间的焊缝用简易加热装置极具现实意义。
技术实现要素:
4.由于现有技术存在上述缺陷,本实用新型提供了一种成本低廉、施工效率高且能够适用于狭小空间的焊缝用简易加热装置,以解决现有焊缝热处理设备难以适用于狭小空间、使用成本过高及施工效率较低等问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种焊缝用简易加热装置,包括一与待处理焊缝形状匹配的环形加热管;
7.所述环形加热管的管面上开有多个通孔,环形加热管与主供气管连通,所述主供气管与燃气供应装置连通且主供气管上设有用于调整供气量的阀门。通过控制阀门及通孔的孔径即可控制每个通孔处的供气量进而实现对温度的控制。
8.本实用新型的焊缝用简易加热装置,整体结构简单,采用燃气作为热源,燃气在高炉检修现场易得且能源相比于电能更为高效、经济,将加热管设计成环形,一方面加热管各处供气更为均匀,能够保证各处的加热量基本一致,另一方面将环形一部分设计成与待处理焊缝形状匹配,使得加热管能够贴合待处理焊缝,对其进行均匀加热,能够大大提高施工效率,极具应用前景。
9.作为优选的技术方案:
10.如上所述的一种焊缝用简易加热装置,所述通孔在环形加热管管面上的围成的形状与待处理焊缝的形状匹配,此处仅给出一种更为优选的技术方案,本领域技术人员可根据实际情况进行设置。
11.如上所述的一种焊缝用简易加热装置,所述通孔均匀分布在环形加热管管面与待
处理焊缝对应的区域上。
12.如上所述的一种焊缝用简易加热装置,所述环形加热管呈0形。
13.如上所述的一种焊缝用简易加热装置,所述环形加热管呈心形。
14.如上所述的一种焊缝用简易加热装置,所述环形加热管呈圆形。环形加热管的形状及尺寸本领域技术人员可根据实际情况进行设置,此处仅给出部分可行的技术方案而已。
15.如上所述的一种焊缝用简易加热装置,所述环形加热管为加热钢管。
16.如上所述的一种焊缝用简易加热装置,所述主供气管为主供气钢管。在现场实际施工过程中可利用现场易得的吹氧管或其它小钢管根据现场焊缝形状制作焊缝用简易加热装置,其材料易得,成本低廉。
17.如上所述的一种焊缝用简易加热装置,所述燃气供应装置供应的燃气为高炉煤气、液化气体或氧乙炔气体等易燃气体。
18.如上所述的一种焊缝用简易加热装置,所述通孔的直径为6~8mm。孔径不宜过大或过小,孔径过小或过大均不利于控制加热温度,因此本实用新型将其设定为6~8mm。
19.以上技术方案仅为本实用新型的一种可行的技术方案而已,本实用新型的保护范围并不仅限于此,本领域技术人员可根据实际需求合理调整具体设计如尺寸及部分结构的设计及选择。
20.与现有技术相比,上述实用新型具有如下优点或者有益效果:
21.本实用新型的焊缝用简易加热装置,整体结构简单,采用燃气作为热源,燃气在高炉检修现场易得且能源相比于电能更为高效、经济,将加热管设计成环形,一方面加热管各处供气更为均匀,能够保证各处的加热量基本一致,另一方面将环形一部分设计成与待处理焊缝形状匹配,使得加热管能够贴合待处理焊缝,对其进行均匀加热,能够大大提高施工效率,极具应用前景。
附图说明
22.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分。并未可以按照比例绘制附图,重点在于示出本实用新型的主旨。
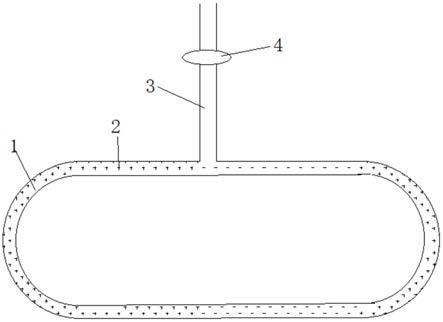
23.图1为实施例1的焊缝用简易加热装置的整体示意图;
24.图2为实施例2的焊缝用简易加热装置的整体示意图;
25.其中,1为环形加热钢管,2为通孔,3为主供气钢管,4为阀门。
具体实施方式
26.下面结合附图和具体的实施例对本实用新型中的结构作进一步的说明,但是不作为本实用新型的限定。
27.实施例1
28.一种焊缝用简易加热装置,如图1所示,包括一与待处理焊缝形状匹配呈0 形的环形加热钢管1;
29.环形加热钢管1的管面上开有多个直径为6~8mm的通孔2(通孔2在环形加热管管
面上的围成的形状与待处理焊缝的形状匹配且通孔均匀分布在环形加热管管面与待处理焊缝对应的区域上),环形加热钢管1与主供气钢管3连通,主供气钢管3与燃气供应装置(供应的燃气为高炉煤气、液化气体或氧乙炔气体)连通且主供气钢管3上设有用于调整供气量的阀门4。
30.本实用新型的焊缝用简易加热装置采用现场易得的吹氧管或其它小钢管即可方便地制得,其以燃气作为热源,使用方便,相比于目前现场用的以电能作为能源的热处理设备(由于功率较大,往往需要从总配电柜接电,操作繁琐,成本较高),其体积小,使用便捷且可适用于狭小空间。
31.实施例2
32.一种焊缝用简易加热装置,如图2所示,其与实施例1基本相同,不同在于,环形加热钢管呈圆形。
33.综上,本技术提供了一种焊缝用简易加热装置,整体结构简单,采用燃气作为热源,燃气在高炉检修现场易得且能源相比于电能更为高效、经济,将加热管设计成环形,一方面加热管各处供气更为均匀,能够保证各处的加热量基本一致,另一方面将环形一部分设计成与待处理焊缝形状匹配,使得加热管能够贴合待处理焊缝,对其进行均匀加热,能够大大提高施工效率,极具应用前景。
34.本领域技术人员应该理解,本领域技术人员在结合现有技术以及上述实施例可以实现变化例,在此不做赘述。这样的变化例并不影响本实用新型的实质内容,在此不予赘述。
35.以上对本实用新型的较佳实施例进行了描述。需要理解的是,本实用新型并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本实用新型的实质内容。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1